,1
Изобретение относится преимущественно к деревообрабатывающей промышленности, а точнее - к фанерному призводству.
Известны прессы для непрерывного склеивания листовых материалов, имеющие станину со смонтированными на ней двумя бесконечными лентами, огибающими ведущий и ведомый барабаны, и прессовой частью. Однако известные прессы не обеспечивают хорошее качество склеивания и малоэффективны.
Пелью изобретения является создание пресса, позволяющего повысить производительность, улучшить качество склеивания, производить склеивание материала необходимой толщины, использовать разные режимы обработки.
Для осуществления поставленной цели используют известный пресс, в котором согласно изобретению прессовая часть выполнена в виде двух установленных одна над другой пресс-камер, снабженных по контуру уплотнителями, между которыми расположены бесконечные ленты. Уплотнители выполнены в виде двух концентричных плоских элементов, образующих между собой замкнутые полости, и установлены с возможностью вертикального перемещения относительно пресс-камер, каждая из которых снабжена поперечными уплотнителями, разделяющими камеру на зоны.
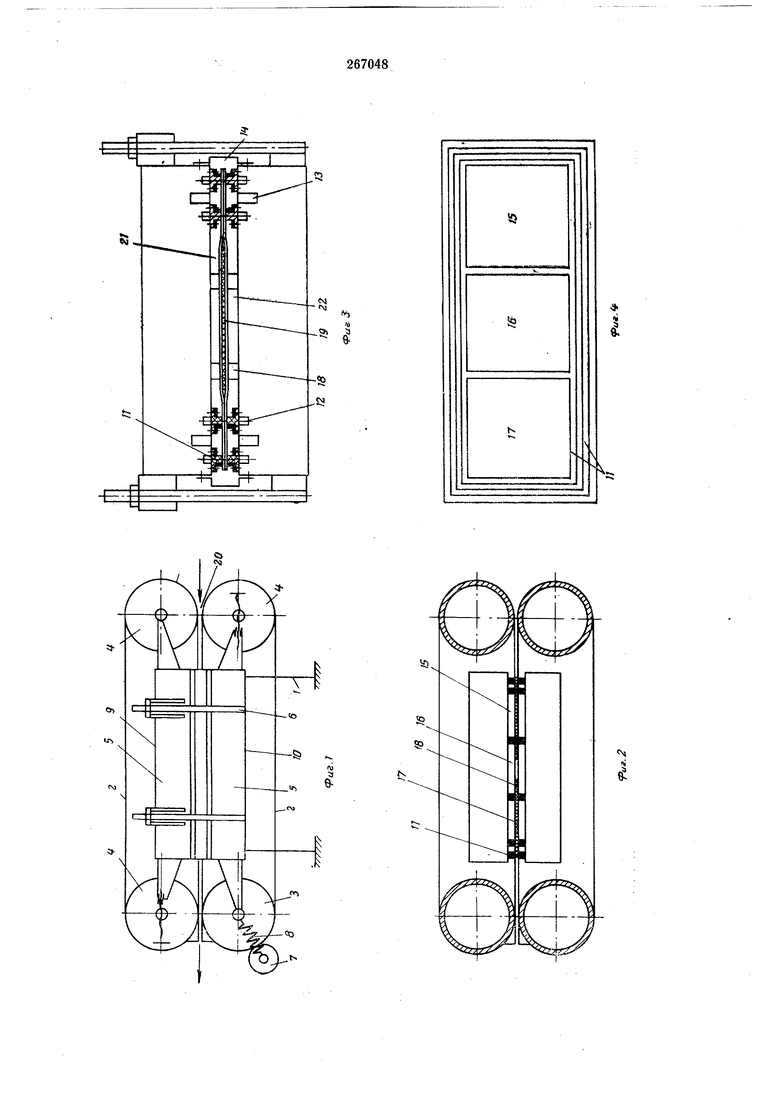
гаемый пресс, общий вид; на фиг. 2 --то же, продольный разрез; на фиг. 3 - то же, поперечный разрез; на фиг. 4 - уплотнители.
Пресс состоит из станины /, на которой смонтированы две бесконечные ленты 2, огибающие ведущий 3 и ведомый 4 барабаны, прессовая часть 5, колонны 6, прижимный ролик 7 с пружиной 8 или гидроцилиндром.
Прессовая часть 5 выполнена в виде двух установленных одна над другой пресс-камер 9 и 10, снабженных по контуру уплотнителями //, между которыми расположены бесконечные ленты 2.
Уплотнители 11 выполнены в виде двух концентричных плоских элементов, образующих между собой замкнутые полости, и установлены с возможностью вертикального перемещения относительно пресс-камер 9 и 10.
Уплотнители // прижимаются к лентам 2
да влением рабочей жидкости, подводимо по
каналам 12. Возможные протечки собираются
в сборниках 13 и 14, отводятся наружу,
фильтруются и возвращаются в бак.
Для обеспечения разных режимов обработки материала камеры 9 и W снабжены поперечными уплотнителями, разделяющими их на зоны 15, 16 и 17. Для исключения возможного перемеп ения лент 2 вверх или вниз установлены ограничители 18. В качестве прессующих агентов предусматривается использование жидкости или газообразной среды.
Пресс работает следующим образом.
Подлежащий склеиванию материал 19 в виде листов или бесконечных лент подается в приемную часть 20, образуемую двумя ветвями лент 2.
При вращении ведущего барабана 3 обе ветви лент 2 движутся вдоль пресса совместно с обрабатываемым материалом 19, так как они прижаты к последнему давлением рабочей жидкости, поданной в полости 2} и 22 пресс-камер 9 и 10.
При необходимости в процессе продвижения материала 19 в прессовой части 5 в первой зоне 15 материал 19 можно только нагревать, во второй зоне 16 - нагревать и прессовать и в третьей зоне 17 производить окончательную термообработку без давления или при нонижениом давлении.
Для удобства обслуживания пресс-камера 9 совместно с верхними барабанами 4, верхней лентой 2 и верхними уплотнителями // может перемещаться в вертикальной плоскости по колоннам 6 на необходимую высоту.
Примерный расчет пресса при работе по склеиванию фанеры в один лист толщиной 3-4 мм следующий.
Исходные данные. Время нахождения материала в зоне 15 10-12 сек, в зоне 16 10- 12 сек, в зоне 17 6-8 сек. Желаемый темп выдачи Т 7 сек/лист. Размеры склеиваемых листов п-6 1600X1600 лш2.
Рабочее давление в зоне прессования р 10-15 кг/см (с запасом). Рабочее давление в зонах 15 VL 16 - от нуля до необходимого, устанавливаелмого экспериментально. Температура нагрева листа в зоне 15 90- 95°С, в зоне 16 150-180°С, в зоне 17 150- 180°С.
Расчетные параметры. Скорость движения
обрабатываемого материала и - 0,23 м/сек.
Длина зоны 15 при нахождении в ней материала в течение 12 ce/cL /и . 12-0,23 2,76 лг. Длина зоны 16 длине зоны 15 2,76 лг. Длина зоны /7 з- 8-0,23 1,85 м. Общая длина /-общ 7,37 м.
Увеличивая для страховки длину прессовой зоны 16 примерно на 25%, получим 1 3,4 м и общ 8,0 м.
Номинальное усилие в прессовой зоне P pLi&i 15-3,4-l,8-104 920000 кг, или примерно 1000 г.
Производительность при этом составит: Г7 307-24-3600.-йг
где 307 - число рабочих дней в году; 24 - число часов работы в сутки;
б - объем листа фанеры, лгз; к - коэффициент работы оборудования; f - толщина фанеры. 307 - 24 . 3600 . 0,01 . 0,
- 28000 при
П 7
мм и 21000 MS/год при / 3 мм.
Практически уменьщения производительности пресса при толщине 3 мм может не быть, так как соответственно возрастает и скорость прохождения фанеры.
При желании производительность может быть повышена за счет увеличения темпа выдачи листов и соответствующего увеличения размеров пресса.
Экономическая эффективность только за счет уменьшения упрессовки в реальных пределах 5-67о на одном прессе определяется экономией древесины в объеме, достаточном для изготовления дополнительно 1400-1700 м фанеры в год.
Кроме того, экономическая эффективность увеличивается з-а -счет сокращения обслуживающего персонала, повышения сортности фанеры и высокой степени механизации.
иписываемый пресс может найти широкое применение, кроме деревообрабатывающей, в химической и бумажной нромышленности, а также в промышленности стройматериалов при склеивании или прессовании материала толщиной до 5-6 мм, например шпона.
Предмет изобретения
1.Пресс для непрерывного склеивания ли стовых материалов, например .фанеры, включающий-станину со смонтированными на ней
двумя бесконечными лентами, огибающими ведущий и ведомый, барабаны, прессовой частью, отличающийся тем, что, с целью повыщения производительности и улучшения качества склеивания, прессовая часть выполнена
в виде двух установленных одна над другой пресс-камер, снабженных по контуру уплотнителями, между которыми расположены бес.конечные ленты.
2.Пресс по п. 1, отличающийся тем, что, с целью обеспечения склеивания материала разной толщины, уплотнители выполнены в виде двух концентричных плоских элементов, образующих меледу собой замкнутые полости, и установлены с возможностью вертикального
перемещения относительно пресс-камер.
3.Пресс по п. 1, отличающийся тем, что, с целью обеспечения разных режимов обработки материала, каждая из ,камер снабжена поперечным,и уплотнителями, разделяющими камеру на зоны.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного изготовления полос из термопласта | 1986 |
|
SU1788931A3 |
| Пресс непрерывного действия | 1976 |
|
SU596480A1 |
| Пресс для непрерывного изготовления плит | 1974 |
|
SU503739A1 |
| МАШИНА ДЛЯ ФОРМОВАНИЯ ЛИСТОВ ИЗ АСБЕСТОи,ЕЛ1ЕНТНОЙ СУСПЕНЗИИ | 1969 |
|
SU241270A1 |
| ПРЕССОВАЯ ТКАНЬ, ПРЕДОТВРАЩАЮЩАЯ ОБРАТНУЮ ВЛАГООТДАЧУ | 2003 |
|
RU2328568C2 |
| Мокрая часть бумагоделательной машины | 1932 |
|
SU32916A1 |
| УСТРОЙСТВО для НЕПРЕРЫВНОГО ДВУСТОРОННЕГО ПРЕССОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 1967 |
|
SU205276A1 |
| Пресс для отжима жидкости, преимущественно сока из плодов и ягод | 1986 |
|
SU1586917A1 |
| ФОРМОВЫРАВНИВАЮЩАЯ ПЛИТА ПРЕССА, ДВУХЛЕНТОЧНЫЙ ПРЕСС, ОДНО- ИЛИ МНОГОЭТАЖНЫЙ ПРЕСС | 1992 |
|
RU2085391C1 |
| ДВОЙНОЙ ЛЕНТОЧНЫЙ ПРЕСС НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛАМИНАТОВ ПЛИТ ТИПА ДРЕВЕСНОСТУЖЕЧНЫХ, ДРЕВЕСНОВОЛОКНИСТЫХ И ФАНЕРНЫХ | 1992 |
|
RU2016761C1 |