1
Пресс относится к производству строительных материалов и может использоваться при изготовлении древесностружечных плит методом непрерывного прессования.
Известный пресс непрерывного действия для изготовления древесностружечных плит, включающий верхнюю и нижнюю траверсы и стальные прессующие ленты;не позволяет получить калиброванные по толщине плиты l.
Известен также пресс непрерывного действия для изготовления плит из измельченной древесины с зонами подпрессовки, уплотнения и выдержки, вклю чающий станину с-верхней и нижней траверсами и прессующие ленты, образующие прессовый канал -2.. Однако и этот пресс не позволяет производить калибровку плит по толщине.
С целью обеспечения калибройки материала по ширине, по всей длине зон подпрессовки,.уплотнения и выдержки с двух стЪрон установлены боковые упоры, профиль которых аналогичен профилю прессового канала, причем контактирующие с материалом поверхности боковых упоров выполнены со скосами в горизонтальной плоскости в направлел нии подачи материала. Боковые упоры
могут быть установлены с возможностью регулирования расстояния между ними при помощи, например, гидроцилиндров.
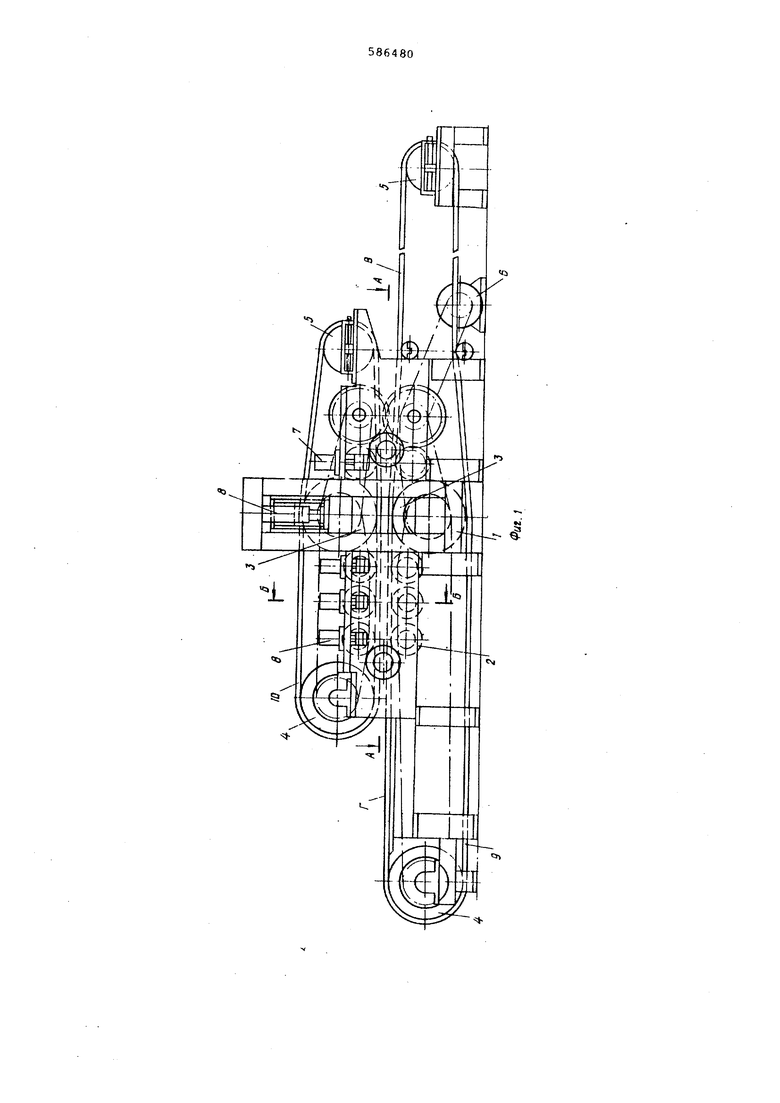
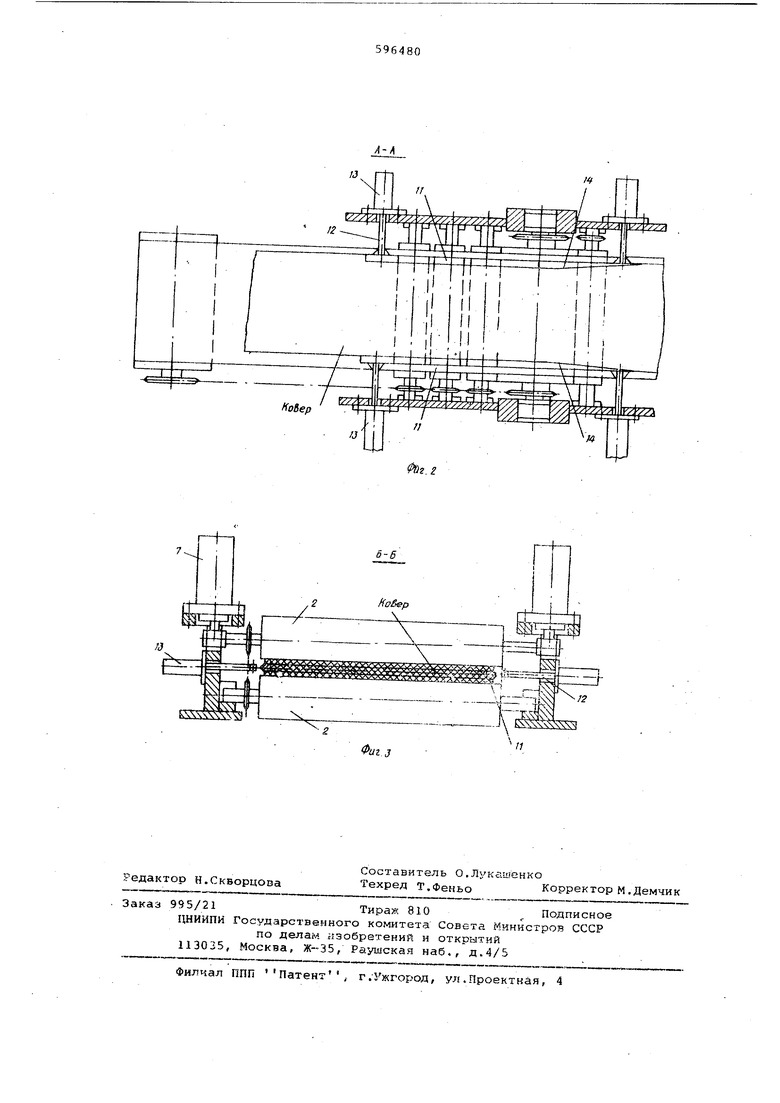
. На фиг. 1 изображен пресс, общий вид на фиг. 2 - разрез А-А фиг.1; на фиг.З - разрез Б-Б фиг.1.
Пресс включает станину 1, на которой смонтированы ролики 2 и 3, ведущие барабаны 4 и ведомые барабаны 5, привод 6, цилиндры 7 и 8 роликов, бесконечные прессующие ленты - верхнюю 9 и нижнюю 10, боковые упоры 11, смонтированные шарнирно на штоках 12 гидроцилиндров 13 и имеющие скосы 14.
Пресс работает следующим образом.
Включают привод 6 и подводят давление к цилиндрам 7, В и 13. Сформированный в зоне В одним из известных способов ковер на ленте 10 нижнего транспортного органа подают в зону подпрессовки. Расположенные симметрично относительно продольной оси пресса боковые упоры 11 настраивают таким образом, чтобы расстояние между их прессующими концами на входе в пресс было больше ширины подаваемого ковра, а расстояние между их задними концами на выходе из пресса обеспечивало выход подпрессованного ковра иеобходимого размера по ширине. Входящий
в пресс ковер непрерывной лентой проходит сначс1ла уплотнение, и подпрессо ку до заданного размера по высоте лентами 9 и 10, ролика/ли 2 и 3 транспортных органов, а также по ширине
боковыми упорами 11. При дальнейшем продвижении ковер проходит зону выдержки при заданных размерах по высота между транспортными органами и по ширине между боковыми упорами. В процессе уплотнения и подпрессовки ковер подвергается двухосному прессованию в горизонтальной и вертикальной плоскостях, а в зоне выдержки закрепляются достигнутые значения плотности и размеры сечения подпрессованного ковра. Благодаря этому из подпрессов1дика выходит калиброванный по ширине и высоте ковер, равноплотный по площади и не требующий обрезки в размер по ширине, В зоне Г производят раскрой непрерывной ленты подпрессованного ковра на брикеты необходимой длины.
Формула изобретения
1. Пресс непрерывного действия для изготовления плит из измельченной древесины с зонами подпрессовки, уплотнения и выдержки, включающий станину с верхнейи нижней траверсами и прессующие ленты, образующие прессовый канал, отличающийся тем, что, с целью обеспечения калибровки материала по ширине, по всей длине зон подпрессовки, уплотнения и выдержки с двух сторон установлены боковые упоры, профиль которых аналогичен профилю прессового канала, причем контактирующие с материалом поверхности .боковых упоров выполнены со скосами в гори зон т гиль ной плоскости в направлении подачи материала.
Источники информации, принятые вс внимание при экспертизе:
1.Авторское свидетельство №309845 кл. В 29 J 5/08, 1969.
2.Авторское свидетельство №503739 кл. В 29 J 5/08, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для подпрессовки древесностружечного ковра в производстве плит | 1980 |
|
SU1054097A1 |
| Пресс для непрерывного изготовления плит | 1974 |
|
SU503739A1 |
| Линия для производства многослойных древесностружечных плит | 1976 |
|
SU648439A1 |
| Пресс непрерывного действия для изготовления плит из измельченной древесины | 1977 |
|
SU679420A1 |
| Пресс для подпрессовки древесно-стружечного ковра в производстве плит | 1986 |
|
SU1384388A2 |
| Пресс непрерывного действия для изготовления плит | 1975 |
|
SU531762A1 |
| Пресс непрерывного действия для изготовления древесных плит | 1988 |
|
SU1641617A1 |
| Пресс непрерывного действия | 1974 |
|
SU518374A1 |
| Установка для непрерывного изготовления плитных материалов | 1976 |
|
SU571386A1 |
| Установка для изготовления древесностружечных плит | 1977 |
|
SU648437A1 |
+-п
Фигз
