Известны дефектоскопы для селектнвного контроля поверхности проката, содерлсащие механизм вращения сканирующих датчиков, каналы задержки сигналов, в которые входят головки заниси, воспроизведения и стирания, а также магннтоноситель, кинематически связанный с механизмом вращения, и каждый из которых соединен с соответствующим датчиком, и электронный блок, включающий в -себя формирователь сигналов заниси и схему совпадения.
Описываемый дефектоскоп отличается от известных тем, что каждый канал задержки снабжен головками заниси, число которых равно числу датчиков и которые разнесены между собой в нанравлении движения магнитоносителя на равные интервалы, пропорциональные угловому расстоянию между датчиками, и соединены параллельно между собой и последовательно с формирователем сигналов записи, а головки воспроизведення всех каналов нодключены к схеме совпаденнй. Это повышает избирательность дефектоскона к продольноориентированным дефектам.
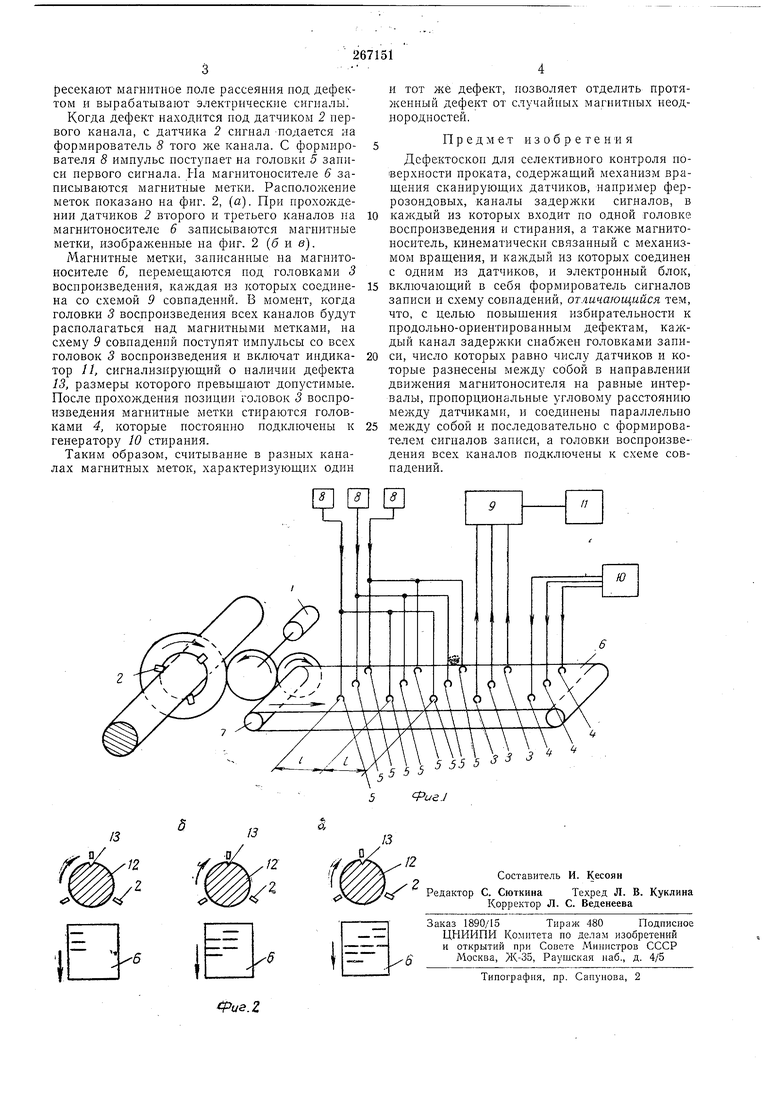
На фиг. 1 изображена схема описываемого дефектоскона; на фнг. 2 (а, б, в) -схемы заниси магнитных меток нрн раснолол ении дефекта соответственно иод датчиком нервого, второго и третьего каналов.
ности проката содержит механизм / вращения сканирующих датчиков 2, например феррозондовых, каналы задержки сигналов, в каждый из которых входит одна головка 3 воспроизведения, одна головка 4 стирания и головки 5 записи, число которых равно числу датчиков, магннтоноситель 6, кинематически связанный через валик 7 с механизмом 1 вращения датчиков 2; электронный блок, включающий в себя формирователь 8 сигналов записи, схему 9 совпадений, генератор W стирания и индикатор 11.
Головки 5 записи разнесены между собой в нанравлении движения магнитоносителя 6 на
равные ннтервалы /, нронорциональные угловому расстоянию между датчиками 2. Головки 5 записи соединены параллельно между собой и последовательно с формирователем 8 сигналов заннси, а головки 5 воспроизведения всех
каналов подключены к схеме 9 совпадений.
Оппсываемый дефектоскоп работает следующнм образом.
Дефектоскоп предназначен для обнаружения продольно-ориентированных дефектов на поверхности проката, движущегося с некоторой постоянной линейной скоростью.
В процессе контроля сканирующие датчики 2 вращаются при номощи механизма 1 вокруг контролируемого проката 12. При обнаруже