Изобретение относится к области автоматического контроля в металлургической промышлеииости, а имеиио к устройствам автоматического контроля качества сварного шва, автоматического клеймения и сортировки в лииии трубоэлектросварочного стана.
Известны устройства для автоматического контроля качества сварных труб, содержащие ультразвуковой дефектоскои, блоки клеймения, порезки и сортировки труб.
Существующие устройства не могут обеспечить качественной работы нри изменении скорости иередвилсения трубы в широких пределах, а также проведения магнитной метки для труб, термообрабатываемых .в потоке.
Целью изобретения является создание такого устройства, которое позволило бы производить автоматическую рассортировку труб, проходящих термообработку в потоке стаиа.
Для этого иредложено применять магнигный запоминающий блок с головками воспроизведения, кинематически связанными с перемещающимся разрывным механизмом трубосварочного стана, для управления блоком порезки труб на отличающиеся но длине отрезки для дефектных и бездефектных их участков. Блок сортировки выполняют с индикатором длииы отрезков, а также равномерно размещают по окружности труб блоки клеймения.
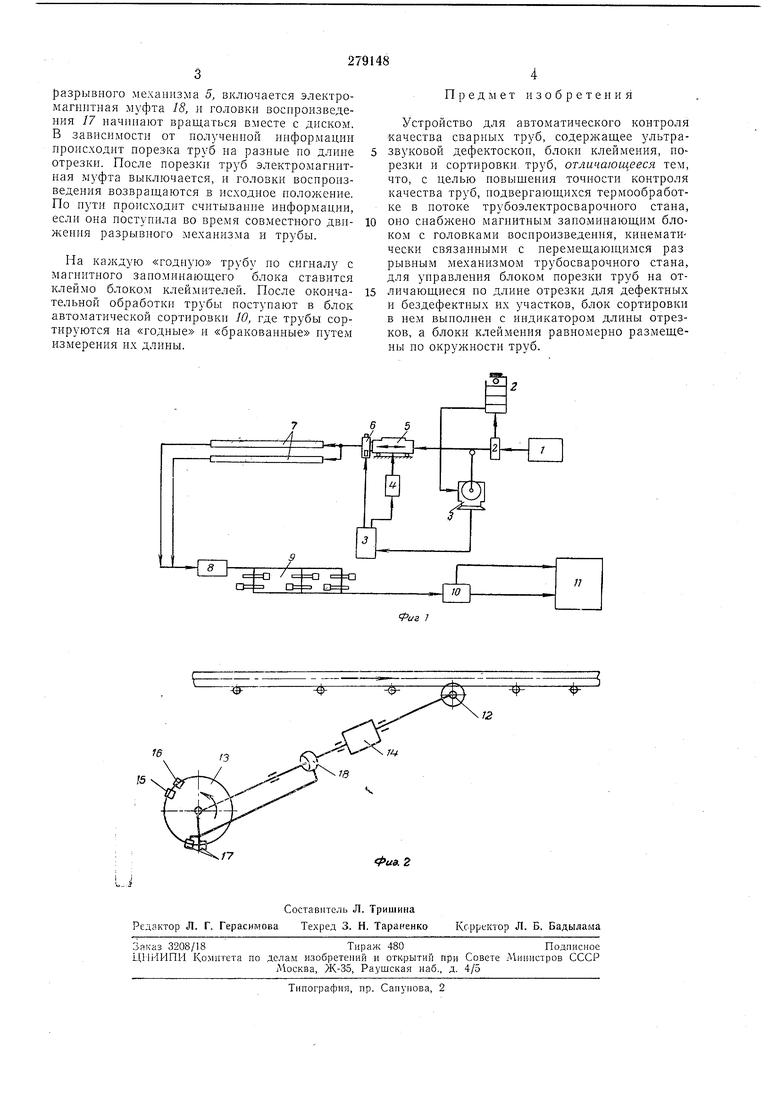
На фиг. I изображена общая схема устройства автоматического контроля качества сварных труб; на фиг. 2 - схема магнитного запоминающего блока.
На фиг. 1 показаны калибровочный стан /, дефектоскоп 2, магнитный запоминающий блок 3, блок иорезкн труб 4, разрывной механизм 5, блок клеймителей 6, печи для термоообработки 7, нравстан 8, станки для торцеваиия 9, блок сортировки 10, участок контроля 11.
Магнитный запоминающий блок 3 включает контактный ролик 12 (см. фиг. 2), связаииый с магнитным диском 13 через редуктор 14.
Головки заниси 15 и стирания 16 установлены
неподвижно, а головки воспронзведеиия 17
могут вращаться вместе с диском с номощью
электромагнитной муфты 18.
Описываемое устройство работает следующим образом.
При выходе трубы из калибровочного стаиа нроизводится автоматический ультразвуковой контроль щва дефектоскопом. Вращение контактного ролика через редуктор передается магнитному диску, иа котором головками записи 15 записывается ииформация о дефектах трубы, поступающая от дефектоскопа. Записанная ннформаиия поступает к головкам воспроизведения 17, считывается и ана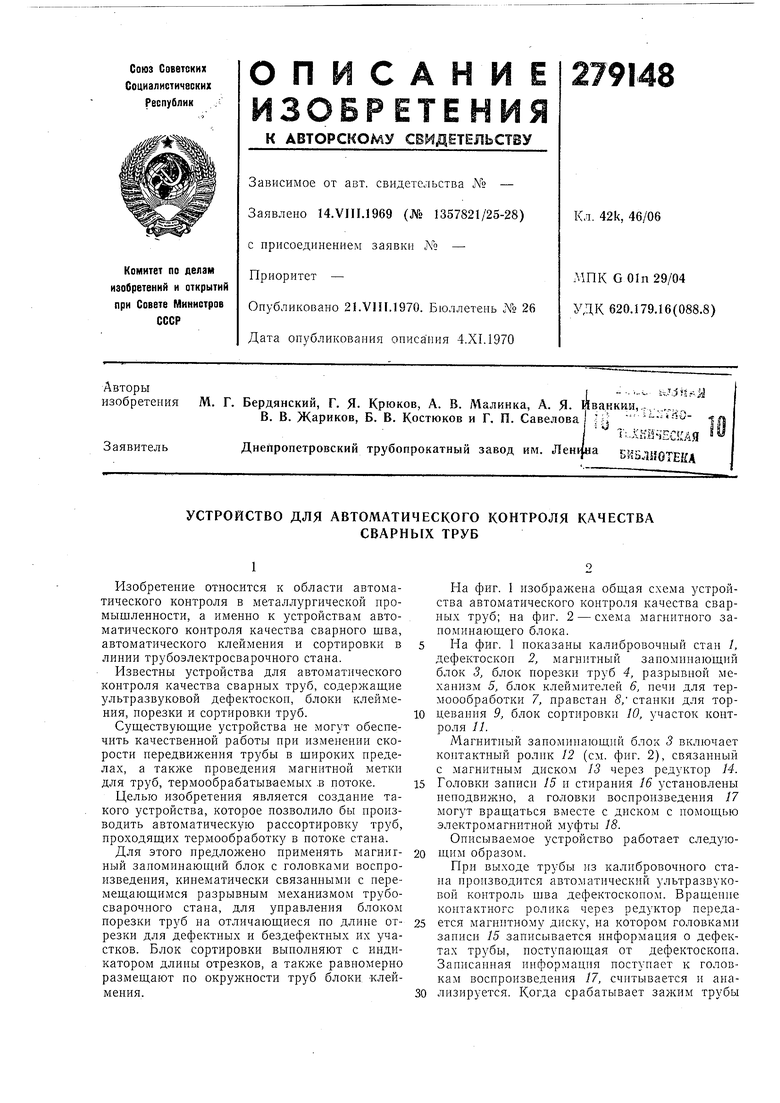
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ МАНИПУЛЯТОР ДЛЯ СОРТИРОВКИ КОЛЬЦЕВЫХ ФЕРРИТОВЫХ СЕРДЕЧНИКОВ ПО МАГНИТНЫМПАРАМЕТРАМ | 1972 |
|
SU346690A1 |
| Способ изготовления сварных труб | 1989 |
|
SU1669606A1 |
| МАГНИТОГРАФИЧЕСКИЙ ДЕФЕКТОСКОП | 1973 |
|
SU366404A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ ШВОВ | 1968 |
|
SU211857A1 |
| МАГНИТОГРАФИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ВОСПРОИЗВЕДЕНИЯ ИЗОБРАЖЕНИЯ ДЕФЕКТОВ | 1968 |
|
SU231186A1 |
| Способ контроля сварного шва | 1961 |
|
SU150689A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1969 |
|
SU257834A1 |
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ ШВОВ | 1966 |
|
SU179979A1 |
| УСТРОЙСТВО для КЛЕЙМЕНИЯ ДВИЖУЩЕГОСЯ ПРОКАТА | 1967 |
|
SU190312A1 |
