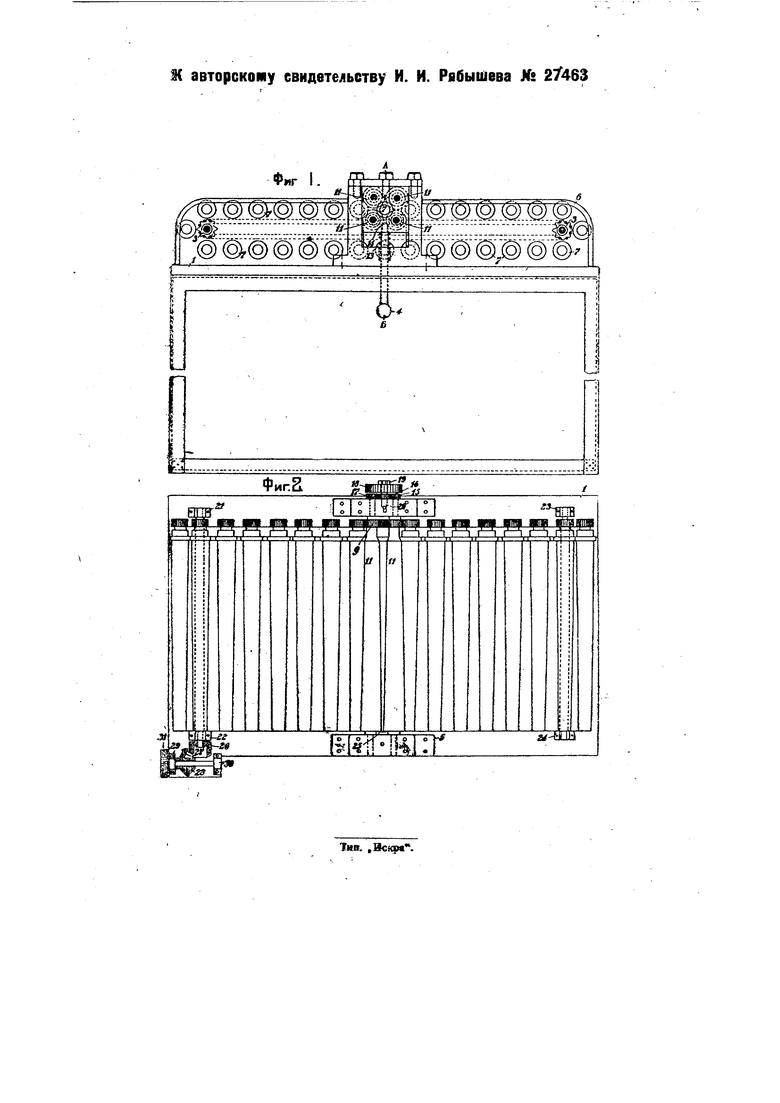
Предлагается устройство для изготовления из резиновых цилиндрических трубча тых заготовок конических трубок, в котором цилиндрические заготовки надеваются на ряд прикрепленных к периодически движущейся цепи дорнов (оправок), .при чем натяг и прокатка их производится четырьмя коническими валками, из которых два с винтовой поверхностью и два с гладкой, каковые валки вращаются в противоположном дорнам направлении. На чертеже фиг. 1 изображает вид устройства сзади; фиг. 2 - вид сверху с показанием в разрезе слева сцепления конических шестерен, передающих движение цепи с дорнами; фиг. 3-вид устройства сбоку, разрез по линии АБ на фиг. 2.
Автомат состоит из цепей, на которых укреплены подшипники 55; через подшипники 35 проходит втулка 36, на одном конце которой насажена на шпонке шестерня 8. Втулка 36 свободно вращается в подшипнике, а в самой втулке 36 сделана во всю длину шпоночная канавка, в которую вставляются на шпонке холостые деревянные конические дорны (оправки) 7. Их расположено по всей длине цепи 33 штуки. Эта цепь периодически то стоит на месте, то движется на двух валах 3, расположенных на обоих концах
в подшипниках 23 - 24 и 27 - 22. На одном конце вала, на шпонке, укреплена коническая шестерня 26, а. под прямым углом к ней на валу укреплена в двух подшипниках 29 - 30 другая коническая шестерня 28. Эта шестерня получает движение от постоянно вращающегося Шкива 5/, который работает от самостоятельного мотора. С момента, когда палец 27, укрепленный на конической шестерне 28, сцепится с шестерней 26, конвейер с дорнами начинает двигаться и будет в движении до тех пор, пока палец шестерни 28 не выйдет из сцепления и противоположным своим концом, конически отшлифованным, не начнет скользить по шеЬтерне 26; тогда транспортер останавливается и стоит до тех пор, пока палец вновь не войдет в сцепление с шестерней 26. Когда конвейер стоит, резиновая трубка, выдавливаемая червяком, поступает через отверстие подшипника 5 на дорн 7 (см. фиг. 3). Два нижних валка //, расположенных параллельно и имеющих на своей поверхности накатку (винтовую нарезку), натягивают эту трубку на дорн по винтовой линии, а верхние два валка // прикатывают эту трубку, при чем все четыре валка 77 вращаются в одну сторону, оправка же 7 в противоположиг
«мммм
m
.ОММ
Ht
l:
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для вулканизации, без применения дорнов, резиновых рукавов | 1931 |
|
SU29591A1 |
| Аппарат для автоматической намотки шпуль швейных машин | 1936 |
|
SU52741A1 |
| Автоматический станок для изготовления фарфоровых изоляторов | 1930 |
|
SU27914A1 |
| Пресс для вырезывания из резины фигурных пластин | 1930 |
|
SU22259A1 |
| Устройство для анализа горных пород | 1939 |
|
SU60720A1 |
| Раскаточное приспособление дляВОССТАНОВлЕНия ОТВЕРСТий | 1978 |
|
SU827226A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАСТИЛКИ ВАЛЕНОГО САПОГА | 1931 |
|
SU36021A1 |
| УСТРОЙСТВО ДЛЯ ВЗВЕШИВАНИЯ ШТУЧНЫХ ГРУЗОВ | 1938 |
|
SU57816A1 |
| Контрольная касса | 1937 |
|
SU55320A1 |
| Горный комбайн с гидравлическим врубом и отбойкой угля | 1938 |
|
SU57484A1 |