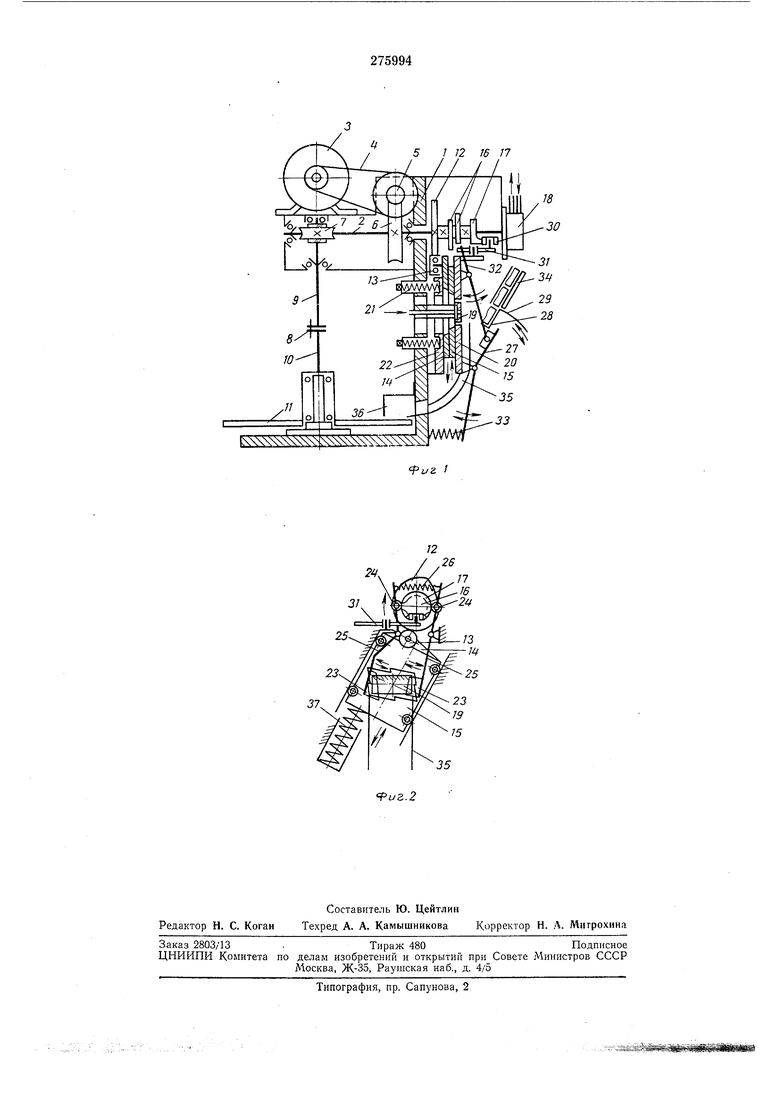
Известны устройства для обрезки деталей типа коробок прямоугольного поперечного сечения, содержащие подвижной нож с режущими кромками, обхватывающими обрезаемую деталь, связанный с приводом, сообщающим ему перемещение в плоскости, перпендикулярной к оси детали, и взаимодействующий с ножом, установленным в полости детали и выполненным неподвижным. В предлагаемом устройстве для уменьшения усилий резания и улучщения новерхности обрезки подвижной нож связан с приводом таким образо.м, что получает от него возвратнопоступательпое перемеихение в направлении, перпендикулярном диагонали поперечного сечения неподвижного ножа. Поперечное сечение подвижного ножа представляет собой многоугольник с двумя противолежащими вершинами, находящимися на прямой, имеющей направление, близкое к направлению диагонали поперечного сечения ножа, установленного в полости детали. Этот нож закреплен подвижно. Каждая кромка подвижного ножа, образующая стороны многоугольника, имеет по меньщей мере две параллельные ступени, лежащие в плоскости реза и составляющие требуемый угол с соответствующими режущими кромками неподвижного ножа, также лежащими в плоскости реза. Па фиг. 1 показана схема устройства; на фиг. 2 - ме.ханизм реза и механизм удаления обрезных деталей. Устройство содержит корпус /, в котором установлен вал 2, получающий вращение от электродвигателя 3 через ременпую передачу 4, червяк 5 и червячное колесо 6. Червяк через червячные колеса 6 и 7 и муфту S, соединяющую валы 9 и W, передает вращательное движение столу II. Кроме того, на конце вала 2 установлен кулачок /2, который через ролик 13 сообщает возвратно-поступательное движение каретке 14, несущей подвилсной нож 15. Па валу 2 также закреплены два кулачка 16, идентичные ирофили которых смещены на угол 180°, кулачок 17 и воздухораспределительный механизм /S. Па корпусе установлен неподвижпый пож/Я режущий контур которого соответствует внутрепнему контуру обрезаемой детали. Режущая кромка неподвижного ножа находится на одном уровне с направляющими поверхностями планки 10. Рабочая поверхность ножа 15 прижимается к направляющим поверхностям планки 20 пружинами 21 сжатия через планки 22.
ции стенок детали в планке 2,0 выполнено отверстие, соответствующее наружному контуру ножа 19 с учетом зазора, равного двух-трехкратной толщине обрезаемого материала.
Режущий контур ножа 15 образован кромками, каждая из которых содержит по два или более параллельных отрезка, составляющих ступени соответствующей режущей кромки. Выполнение режущего контура ножа ступенчатым обеспечивает дробление обрезаемого отхода.
Устройство содержит механизм удаления готовых деталей, снабженный заслонками 23, получающими качательное движение от кулачков 16 через ролики 24 и рычаги 25. Механизм удаления готовых деталей снабжен замыкающей пружиной 26.
Устройство содержит также механизм загрузки его деталями, поступающими на обрезку. Этот механизм имеет раму 27, несущую гнездо 28 и отсекатель 29. Рама 27 получает от кулачка 17 через ролик 30, рычаги 31 и 32 качательное движение. Направление обрезаемой детали на нож 19 и удерживание ее на ноже происходят под действием пружин 33 сжатия.
Для создания запаса обрезаемых деталей предусмотрен лоток-магазин 34, а для направления деталей на стол 11 после их обрезки имеется лоток 35. Сохраняет ориентацию деталей на столе ограничитель 36.
Устройство работает следующим образом.
Электродвигатель 3 приводит во вращение вал 2 с установленными на нем кулачками 12, 16 и. 17 и воздухораспределительным механизмом 18, а также стол 11.
Обрезаемые детали транспортером (на чертеже не показан) или вручную подают в лоток-магазин 34. При повороте кулачка 17 поднимается ролик 30 и соединенный с ним конец рычага 31, другой его конец действует на рычаг 32 и сообщает качательное движение раме 27 и отсекателю 29.
В крайнем положении отсекателя 29 очередная деталь падает в.гнездо 28. При дальнейщем повороте кулачка рама 27 с обрезаемой деталью поворачивается к ножу 19, и деталь прижимается к ножу. При этом нож 15 при помощи кулачка 12 и пружины 37 сл :атия через каретку 14 получает возвратно-поступательное движение. Во время подачи обрезаемой детали на нож 19 и удаления от него нож 15 занимает среднее положение и сохраняет неподвижность. Обрезка деталей происходит при перемещении ножа 15 в обе стороны от среднего положения в направлении, перпендикулярном диагонали ножа 19 на расстояние, обеспечивающее обрезку двух сторон детали за диагональю на участке длиной 2-5 мм.
После завершения цикла обрезки нож 15 занимает среднее положение, рама 27 возвращается в исходное положение, где гнездо 28 заполняется очередной деталью, поступающей на обрезку.
Когда при отходе рамы 27 гнездо 28 удаляется от ножа 19 на расстояние, превышающее высоту обрезаемой детали, заслонки 23 сближаются, одновременно от механизма 18 поступает струя сжатого воздуха в каналы, предусмотренные в ноже 19 (на чертеже не показаны), и сдувает деталь от нолса к заслонкам 23, откуда после прекращения поступления струи сжатого воздуха деталь падает по лотку 35 на вращающийся стол 11, где удерживается ограничителем 36 на необходимом расстоянии от центра вращения стола.
Предмет изобретения
Устройство для обрезки деталей типа коробок, содержащее подвижной нож с режущими кромками, обхватывающими обрезаемую деталь, кинематически связанный с приводом его перемещения в плоскости, перпендикулярной к оси детали, и взаимодействующий с ножом, устанавливаемым в полости детали и имеющим поперечное сечение, соответствующее ее поперечному сечению, например прямоугольное, отличающееся тем, что, с целью уменьшения усилий резания и улучшения поверхности обрезки, нож, обхватывающий обрезаемую деталь, связан с приводом системой механизмов, обеспечивающей его возвратнопоступательное перемещение в направлении, перпендикулярном диагонали поперечного сечения ножа, установленного в полости обрезаемой детали и выполненного неподвижным, режущие кромки подвижного ножа имеют форму многоугольника с двумя противолежащими вершинами, находящимися на прямой, близкой к направлению упомянутой диагонали, а каждая кромка, являющаяся стороной многоугольника, выполнена по меньшей мере с двумя параллельными ступенями, лежащими в плоскости реза и составляющими необходимый угол с соответствующими режущими кромками неподвижного ножа, также лежащими в плоскости реза.
5 1 12 16 /7
// У/
л8 -30
35
Риг.2
