квп
(Л
05 00 О О5
я 5 S
Изобретение относится к машиностроению и может использоваться для обрезки кромок на торце полых деталей, полученных путем вытяжки из листового металла, например, круглой, квадратной формы и т.д.
Целью изобретения является повышение качества получаемых деталей путем повышения качества среза.
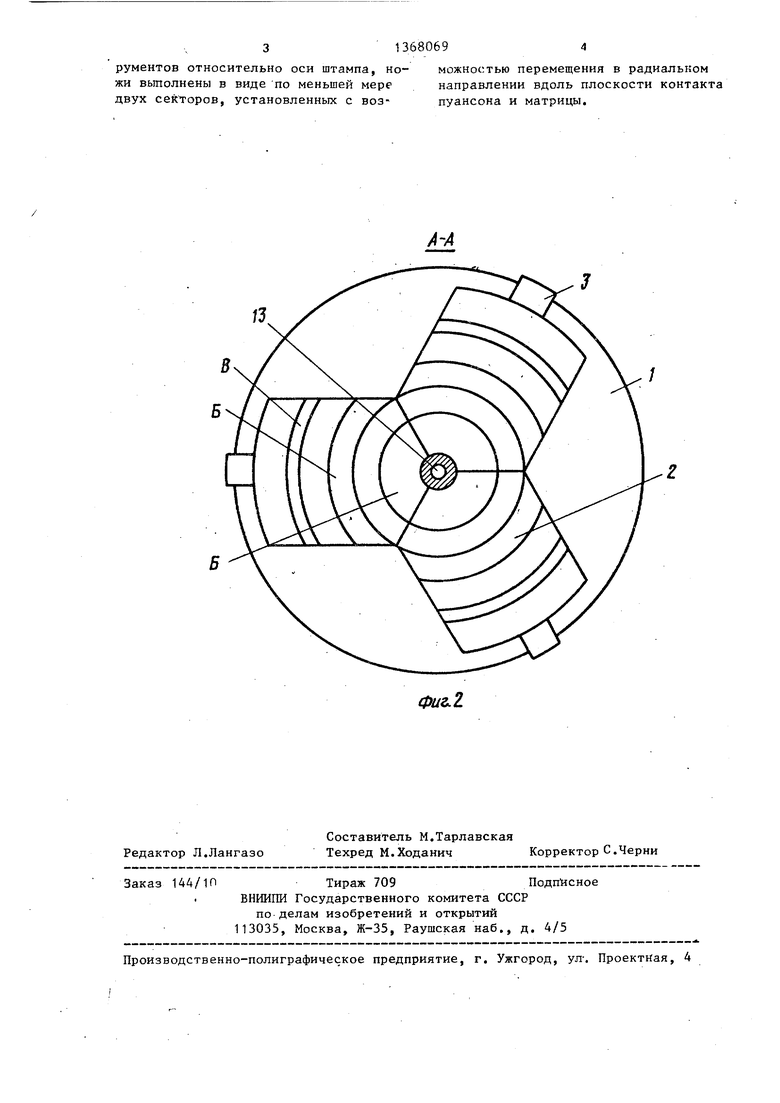
На фиг. 1 изображен штамп для обрезки кромок пустотелых деталей, разрез; на фиг. 2 - сечение А-А на фиг. 1.
Штамп содержит подвижную от ползуна пресса (не показан) плиту 1 с размещенными на ней с возможностью радиального перемещения составного пуансона 2 (два или более), подпружиненные к оси штампа пружинами 3. Через пуансон 2 с плитой 1 соединен шаблон 4, в котором размеш ен подпружиненный выталкиватель 5 о
К столу крепится нижняя плита 6 с закрепленным на ней приводом-клином 7, имеющим наклонную поверхность Д. В полости привода-клина 7, выполненной цилиндрической, размещена с возможностью поворота вокруг своей оси матрица 8, подпружиненная через прокладку 9 и пружинящий материал 10 к нижней плите 6. Через боковое окно клина 7 с матрицей 8 для обеспечения поворота матрицы 8 вокруг оси на определенный угол соединена руч- ка 11. В рабочее окно матрицы 8 на пружинящий материал 12 установлена обрезаемая деталь 13. На зеркале матрицы 8 (плоскость Б) по контуру рабочего окна, на ширину, -превьппающую перемещение обрезаемой кромки детали 13 при обрезке, выполнено обниже- ние на величину Z по плоскости В, являющейся режущей.
Составной пуансон 2 состоит из. двух или более ножей, каждый из которых имеет наклонную поверхность Г для контакта с наклонной поверхность Д привода-клина 7, упор-плоскость Е для контакта и перемещения по зеркалу матрицы 8 (плоскость В) и режущую плоскость В, перемещаемую под режущей плоскостью В матрицы 8 с зазором Zo
Штамп работает следующим образом.
В рабочее окно матрицы 8 устанавливается обрезаемая деталь 13. Верхняя часть штампа опускается, пружинящий материал 12 прижимает обрезяемую деталь 13 к шаблону 14, упор- плоскость Е составного пуансона 2 прижимается к плоскости Б матрицы 8
и с усилием от пружинящего материала 10 опускает матрицу 8 вниз. При дальнейшем опускании матрицы 8 наклонная поверхность Д привода-клина 7 контактирует с наклонной поверхностью Г
составного, пуансона 2, перемещает его режущие плоскости В, надрезаю- 1ще кромки обрезаемой детали 13, в двух или более местах, в общей сложности перекрывая половину контура
обрезаемой детали 13. Верхняя часть штампа возвращается в исходное положение, при этом выталкиватель 5 удер- живает обрезаемую деталь 13 в рабочем окне матрицы 8. ,
Матрица 8 в вместе с обрезаемой деталью 13 посредством ручки 11 поворачивается относительно штампа в полости привода-клина 7 на определенный угол, например для квадратной коробчатой детали на 90.
Цикл работы штампа повторяется,, обрезается оставшаяся часть кромки и при возвращении верхней части штам- па в исходное положение удаляются обрёзиненные кромки, и из окна матрицы 8 вынимается обрезанная -по торцу деталь 13.
ПРИ обрезке круглых полых деталей составным пуансоном 2, состоящим из
трех ножей, облой получается в виде кольца и удаляется из полости матрицы 8 одновременно с готовой деталью 13. Для обрезки полых коробчатых деталей квадратной формы пуансон 2 состоит из дэух ножей.
Ф о р м ула изобретения
Штамп для обрезки кромок пустоте- лых деталей, содержащий установленные на подвижной и неподвижной его частях рабочие инструменты - матрицу и пуансон, выполненный в виде ножей, установленных с возможностью перемещения в направлении, перпендикулярном оси давления штампа, и привод ножей, установленных с возможностью перемещения в направлении, перпендикулярном оси давления штампа, и привод ножей, отличающийся тем, что, с целью повышения качества получаемых деталей путем повьш1ения качества среза, он снабжен устройством поворота одного из рабочих инст
рументов относительно оси штампа, ножи вьшолнены в виде по меньшей мере двух секторов, установленных с возможностью перемещения в радиальном направлении вдоль плоскости контакта пуансона и матрицы.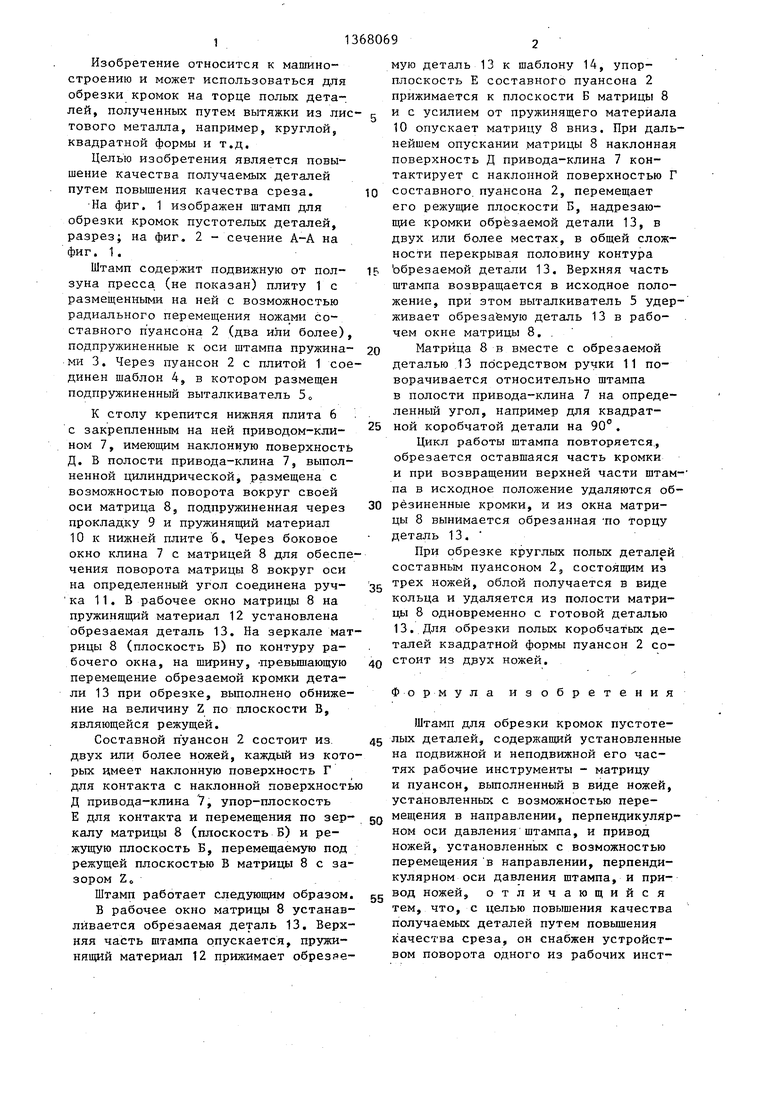
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обрезки кромок полых деталей | 1988 |
|
SU1546197A1 |
| Способ изготовления П-образных деталей из полосы и штамп последовательного действия для его осуществления | 1991 |
|
SU1819712A1 |
| Штамп для обрезки облоя горячештампованных поковок | 1986 |
|
SU1523239A1 |
| Универсальный штамп для обрезки листовых деталей по радиусу | 1987 |
|
SU1565562A1 |
| Штамп для вытяжки и обрезки | 1982 |
|
SU1015973A1 |
| Штамп для обрезки кромок полых деталей | 1982 |
|
SU1050781A1 |
| Штамп для обрезки полых тонкостенных деталей | 1981 |
|
SU977119A1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1980 |
|
SU931261A1 |
| Штамп для обрезки полых деталей | 1982 |
|
SU1123769A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
Изобретение относится к обработке металлов давлением-и может быть использовано для обрезки кромок на торце полых деталей, полученных путем вытяжки из листового металла. Целью изобретения является повышение качества получаемых деталей путем повьш ения качества среза. В рабочее окно матрицы (М) 8 устанавливается обрезаемая деталь 13. При опускании М 8 наклонная поверхность Д привода клина 7 контактирует с наклонной поверхностью В составного пуансона 2. Таким образом перемещаются режущие кромки Б и происходит надрезка кромки обрезаемой детали 13, М 8 с помощью ручки 11 поворачивается относительно оси штампа. Затем цикл работы повторяется. Простота выполнения привода-клина упрощает конструкцию штампа в целом. 2 ил. с 
/5
Фиг.2
| Мещерин В.Т | |||
| Листовая штамповка | |||
| Атлас схем | |||
| - М.: Машиностроение, 1975, с | |||
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
| Способ приготовления строительного изолирующего материала | 1923 |
|
SU137A1 |
