Изобретение относится к обработке металлов давлением, а именно к конструкциям устройств для холодного выдавливания
Цель изобретения - расширение технологических возможностей
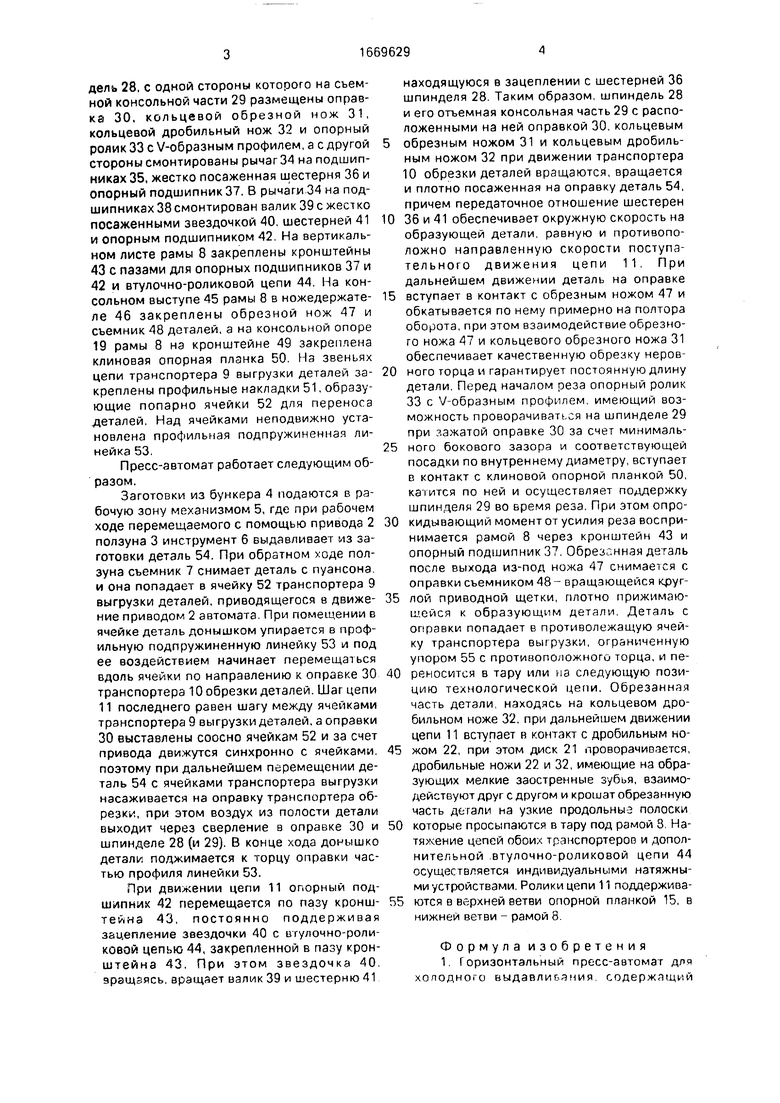
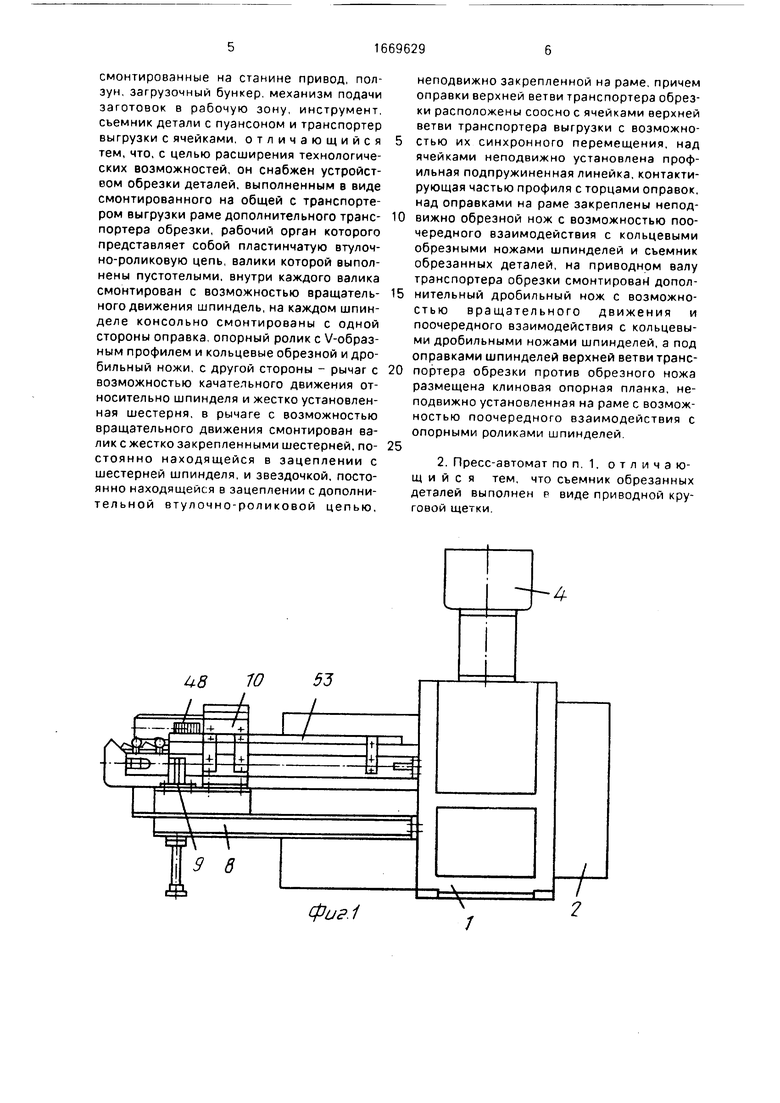
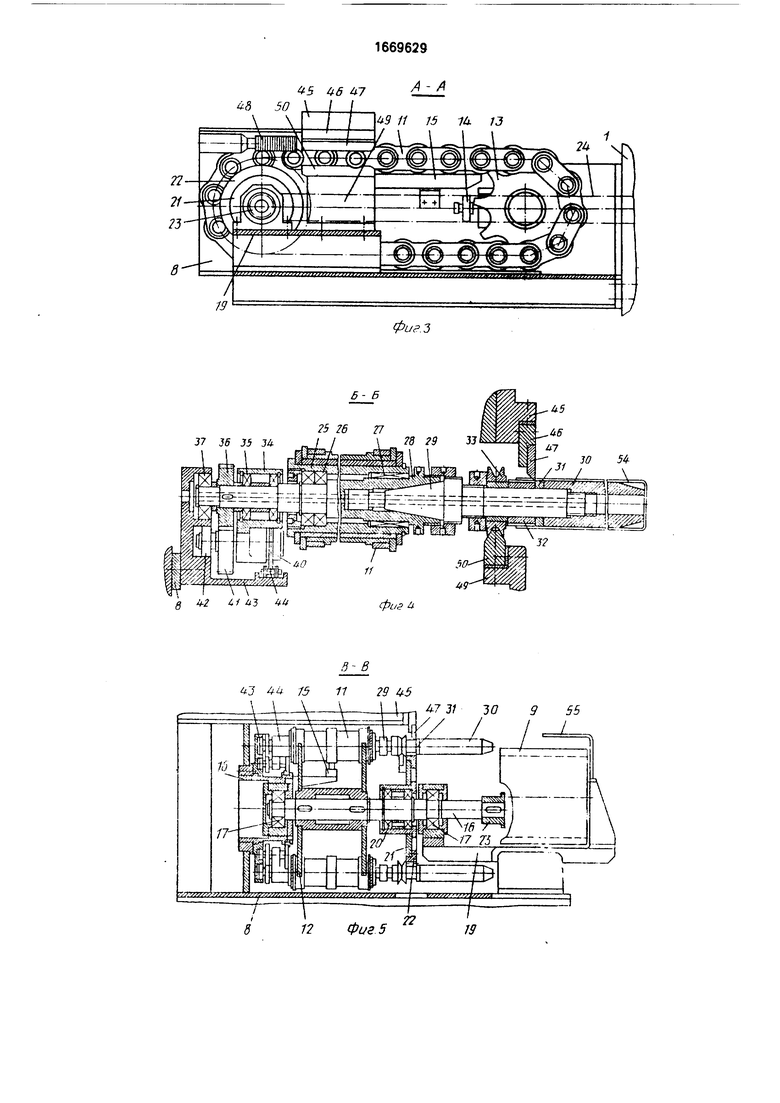
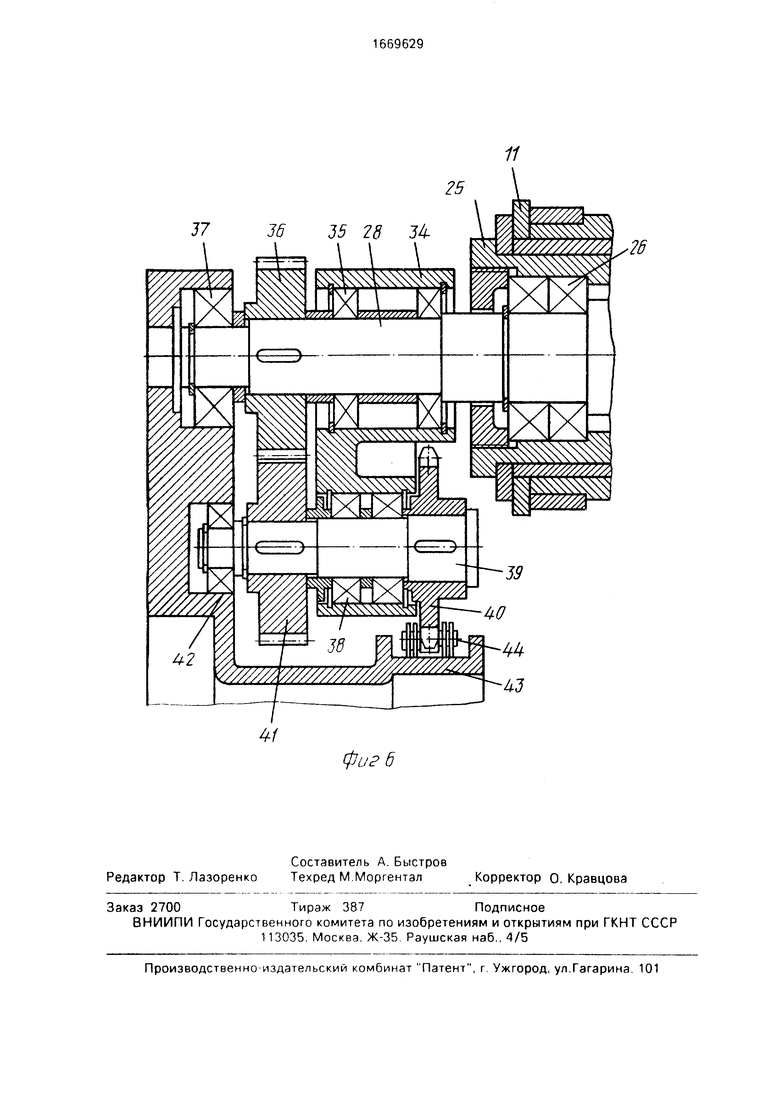
На фиг. 1 представлен пресс-автомат, общий вид; на фиг 2 - то же, вид сверху; на фиг 3 - разрез А-А на фиг 2; на фиг. 4 - разрез Б-Б на фи(. 2; на фиг. 5 - разрез В-В на фиг, 2; на фиг 6 - пресс-автомат, разрез по рычагу шпинделя
Пресс-автомат состоит из смонтированных на станине 1 привода 2, ползуна 3, загрузочного бункера 4, механизма 5 подачи заготовок в рабочую зону, инструмента 6. съемника 7 детали с пуансона и установленных на общей раме 8 транспортера 9 выгр/з- ки деталей и транспортера 10 обрезки дета лей Последний включает пластинчатую втулочно-роликовую цепь 11 приводную 12 и натяжную 13 звездочки, натяжное устройство 14, установленное ча вертикальном листе рамы 8, опорную планку 15 для роликов цепи 11, приводной вал 16, установленный на подшипниках 17, размещенных в опоре 18 вертикального листа рамы 8 и е консольной опоре 19, установленной на раме 8 Нз валу 16 смонтированы на подшипниках 20 диск 21 с дробильным ножом 22 и жестко посаженная звездочка 23 приводной цепи 24. Внутри пустотелого валика 25 цепи 11 смонтирован на подшипниках 26 и 27 шпино о о
о ю о
дель 28, с одной стороны которого на съемной консольной части 29 размещены оправка 30, кольцевой обрезной нож 31, кольцевой дробильный нож 32 и опорный ролик 33 с V-образным профилем, а с другой стороны смонтированы рычаг 34 на подшипниках 35, жестко посаженная шестерня 36 и опорный подшипник 37. В рычаги 34 на подшипниках 38 смонтирован валик 39 с жестко посаженными звездочкой 40, шестерней 41 и опорным подшипником 42. На вертикальном листе рамы 8 закреплены кронштейны 43 с пазами для опорных подшипников 37 и 42 и втулочно-роликовой цепи 44. На консольном выступе 45 рамы 8 в ножедержате- ле 46 закреплены обрезной нож 47 и съемник 48 деталей, а на консольной опоре 19 рамы 8 на кронштейне 49 закреплена клиновая опорная планка 50. На звеньях цепи транспортера 9 выгрузки деталей закреплены профильные накладки 51, образующие попарно ячейки 52 для переноса деталей. Над ячейками неподвижно установлена профильная подпружиненная линейка 53.
Пресс-автомат работает следующим образом.
Заготовки из бункера 4 подаются в рабочую зону механизмом 5, где при рабочем ходе перемещаемого с помощью привода 2 ползуна 3 инструмент 6 выдавливает из заготовки деталь 54. При обратном ходе ползуна съемник 7 снимает деталь с пуансона. и она попадает в ячейку 52 транспортера 9 выгрузки деталей, приводящегося в движение приводом 2 автомата. При помещении в ячейке деталь донышком упирается в профильную подпружиненную линейку 53 и под ее воздействием начинает перемещаться вдоль ячейки по направлению к оправке 30 транспортера 10 обрезки деталей. Шаг цепи 11 последнего равен шагу между ячейками транспортера 9 выгрузки деталей, а оправки 30 выставлены соосно ячейкам 52 и за счет привода движутся синхронно с ячейками. поэтому при дальнейшем перемещении деталь 54 с ячейками транспортера выгрузки насаживается на оправку транспортера обрезки, при этом воздух из полости детали выходит через сверление в оправке 30 и шпинделе 28 (и 29). В конце хода донышко детали поджимается к торцу оправки частью профиля линейки 53.
При движении цепи 11 опорный подшипник 42 перемещается по пазу кронштейна 43, постоянно поддерживая зацепление звездочки 40 с втулочно-роли- ковой цепью 44, закрепленной в пазу кронштейна 43. При этом звездочка 40, эрэщзясь, вращает валик 39 и шестерню 41
находящуюся в зацеплении с шестерней 36 шпинделя 28. Таким образом, шпиндель 28 и его отъемная консольная часть 29 с расположенными на ней оправкой 30, кольцевым
обрезным ножом 31 и кольцевым дробильным ножом 32 при движении транспортера 10 обрезки деталей вращаются, вращается и плотно посаженная на оправку деталь 54, причем передаточное отношение шестерен
36 и 41 обеспечивает окружную скорость на образующей детали, равную и противоположно направленную скорости поступательного движения цепи 11. При дальнейшем движении деталь на оправке
вступает в контакт с обрезным ножом 47 и обкатывается по нему примерно на полтора оборота, при этом взаимодействие обрезного ножа 47 и кольцевого обрезного ножа 31 обеспечивает качественную обрезку неровного торца и гарантирует постоянную длину детали. Перед началом реза опорный ролик 33 с V-образным профилем, имеющий возможность проворачиваться на шпинделе 29 при зажатой оправке 30 за счет минимального бокового зазора и соответствующей посадки по внутреннему диаметру, вступает в контакт с клиновой опорной планкой 50, катится по ней и осуществляет поддержку шпинделя 29 во время реза. При этом опрокидывающий момент от усилия реза воспринимается рамой 8 через кронштейн 43 и опорный подшипник 37. Обрезанная деталь после выхода из-под ножа 47 снимается с оправки съемником 48 - вращающейся круглой приводной щетки, плотно прижимающейся к образующим детали. Деталь с оправки попадает в противолежащую ячейку транспортера выгрузки, ограниченную упором 55 с противоположного торца, и переносится в тару или на следующую позицию технологической цепи. Обрезанная часть детали, находясь на кольцевом дробильном ноже 32. при дальнейшем движении цепи 11 вступает в контакт с дробильным ножом 22, при этом диск 21 проворачивается, дробильные ножи 22 и 32, имеющие на образующих мелкие заостренные зубья, взаимодействуют друг с другом и крошат обрезанную часть детали на узкие продольны-з полоски
которые просыпаются в тару под рамой 8, Натяжение цепей обоих транспортеров и дополнительной втулочно-роликовой цепи 44 осуществляется индивидуальными натяжными устройствами. Ролики цепи 11 поддерживаются в верхней ветви опорной планкой 15, в нижней ветви - рамой 8.
Формула изобретения 1, Горизонтальный пресс-автомат для холодного выдавливания содержащий
смонтированные на станине привод, ползун, загрузочный бункер, механизм подачи заготовок в рабочую зону, инструмент, сьемник детали с пуансоном и транспортер выгрузки с ячейками, отличающийся тем, что, с целью расширения технологических возможностей, он снабжен устройством обрезки деталей, выполненным в виде смонтированного на общей с транспортером выгрузки раме дополнительного транс- портера обрезки, рабочий орган которого представляет собой пластинчатую втулоч- но-роликовую цепь, валики которой выполнены пустотелыми, внутри каждого валика смонтирован с возможностью вращатель- ного движения шпиндель, на каждом шпинделе консольно смонтированы с одной стороны оправка, опорный ролик с V-образ- ным профилем и кольцевые обрезной и дробильный ножи, с другой стороны - рычаг с возможностью качательного движения относительно шпинделя и жестко установленная шестерня, в рычаге с возможностью вращательного движения смонтирован валик с жестко закрепленными шестерней, по- стоянно находящейся в зацеплении с шестерней шпинделя, и звездочкой, постоянно находящейся в зацеплении с дополнительной втулочно-роликовой цепью.
неподвижно закрепленной на раме, причем оправки верхней ветви транспортера обрезки расположены сооснос ячейками верхней ветви транспортера выгрузки с возможностью их синхронного перемещения, над ячейками неподвижно установлена профильная подпружиненная линейка, контактирующая частью профиля с торцами оправок, над оправками на раме закреплены неподвижно обрезной нож с возможностью поочередного взаимодействия с кольцевыми обрезными ножами шпинделей и сьемник обрезанных деталей, на приводном валу транспортера обрезки смонтирован дополнительный дробильный нож с возможностью вращательного движения и поочередного взаимодействия с кольцевыми дробильными ножами шпинделей, а под оправками шпинделей верхней ветви транспортера обрезки против обрезного ножа размещена клиновая опорная планка, неподвижно установленная на раме с возможностью поочередного взаимодействия с опорными роликами шпинделей.
2. Пресс-автомат по п. 1. отличающийся тем, что съемник обрезанных деталей выполнен в виде приводной круговой щетки.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ линия для СБОРКИ ШЛАНГОВ | 1972 |
|
SU327045A1 |
| Автоматическая линия штамповки деталей из рулонного материала | 1989 |
|
SU1625565A1 |
| Блок инструмента к роторной машине для обрезки полых изделий | 1981 |
|
SU975253A1 |
| Блок инструмента к роторной машине для обрезки полых изделий | 1989 |
|
SU1787710A1 |
| О П ИЗОБРЕТЕНИЯ | 1973 |
|
SU381447A1 |
| Устройство для механической обработки пластмассовых изделий | 1990 |
|
SU1742081A1 |
| Автомат для изготовления медицинских марлевых тупферов | 1961 |
|
SU149388A1 |
| Устройство для загрузки и удаления деталей | 1982 |
|
SU1015995A1 |
| КАПУСТОУБОРОЧНАЯ МАШИНА | 2008 |
|
RU2365086C1 |
| АВТОМАТ ДЛЯ НАМАТЫВАНИЯ В РУЛОНЫ ПОЛОТНА ЗАДАННОЙ ДЛИНЫ | 1968 |
|
SU208677A1 |
Изобретение относится к обработке металлов давлением, а именно к конструкциям прессов-автоматов для холодного выдавливания. Цель изобретения - расширение технологических возможностей. Пресс-автомат снабжен устройством резки деталей, выполненным в виде дополнительного транспортера обрезки деталей, рабочий орган которого предстваляет собой пластинчатую втулочно-роликовую цепь, приводной вал которой установлен на подшипниках и в консольной опоре. На валу смонтирован диск с дробильным ножом. Внутри пустотелого валика цепи смонтирован шпиндель, на консольной части которого размещены кольцевой обрезной нож и кольцевой дробильный нож. На консольном выступе рамы закреплены обрезной нож и съемник деталей, а на консольной опоре рамы на кронштейне закреплена клиновая опорная планка. При работе пресса-автомата вначале производится выдавливание детали. Затем осуществляется обрезка детали и обрезанная часть вступает в контакт с дробильными ножами, за счет чего производится измельчение ее на узкие плолоски, удаляемые в тару. 1 з.п.ф-лы, 6 ил.
фиг.1
2
в.
фиг 2
°,
00
J7
фиг 6
4J
| АВТОМАТИЧЕСКИЕ ВЕСЫ ДЛЯ ЗЕРНОВЫХ ПРОДУКТОВ | 1925 |
|
SU4000A1 |
