Известен автомат для изготовления стеклянных шариков, включающий обкатные барабаны, транспортирующий щнек и направляющую планку с вырезом в средней части ее для разделения щариков С разными диаметрами. Однако в этом автомате разделительный вырез расположен в одном месте, что приводит к недостаточной сортировке шариков по размерам и требует дополнительной сортировки каждой наработанной партии.
Описываемый автомат позволяет повысить качество сортировки щариков.
Это достигается тем, что направляющая планка выполнена с несколькими вырезами, в каждом из которых установлена регулирующая пластина с микровинтом.
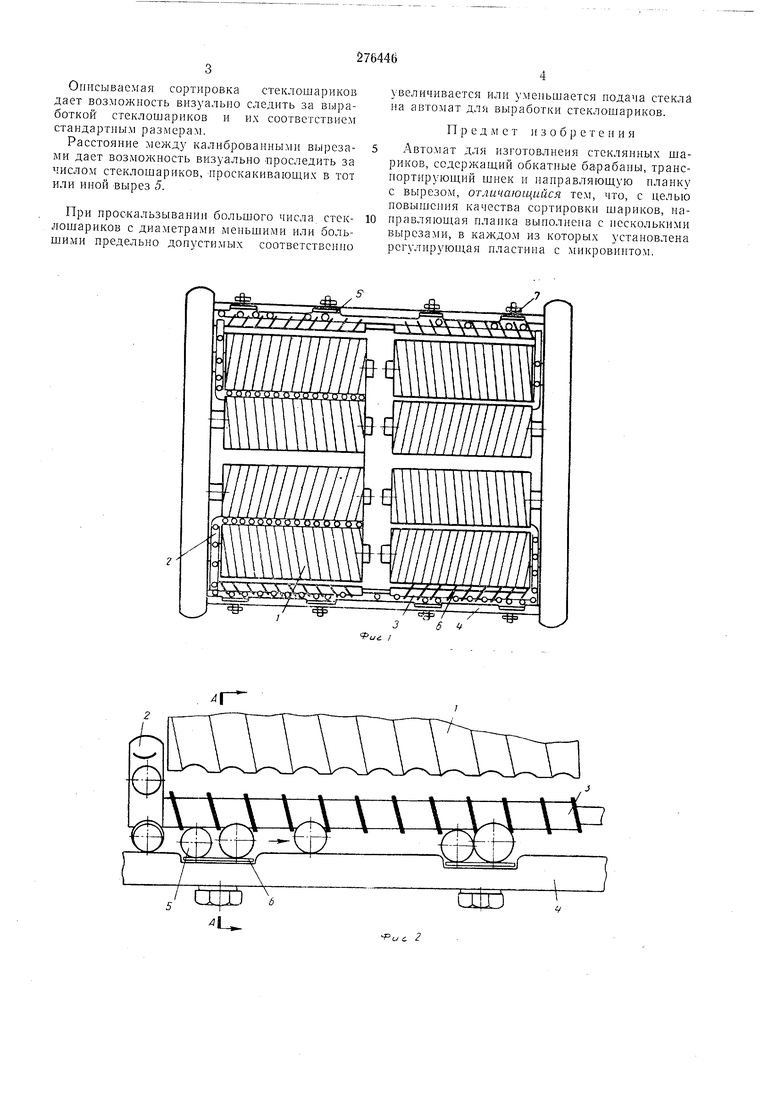
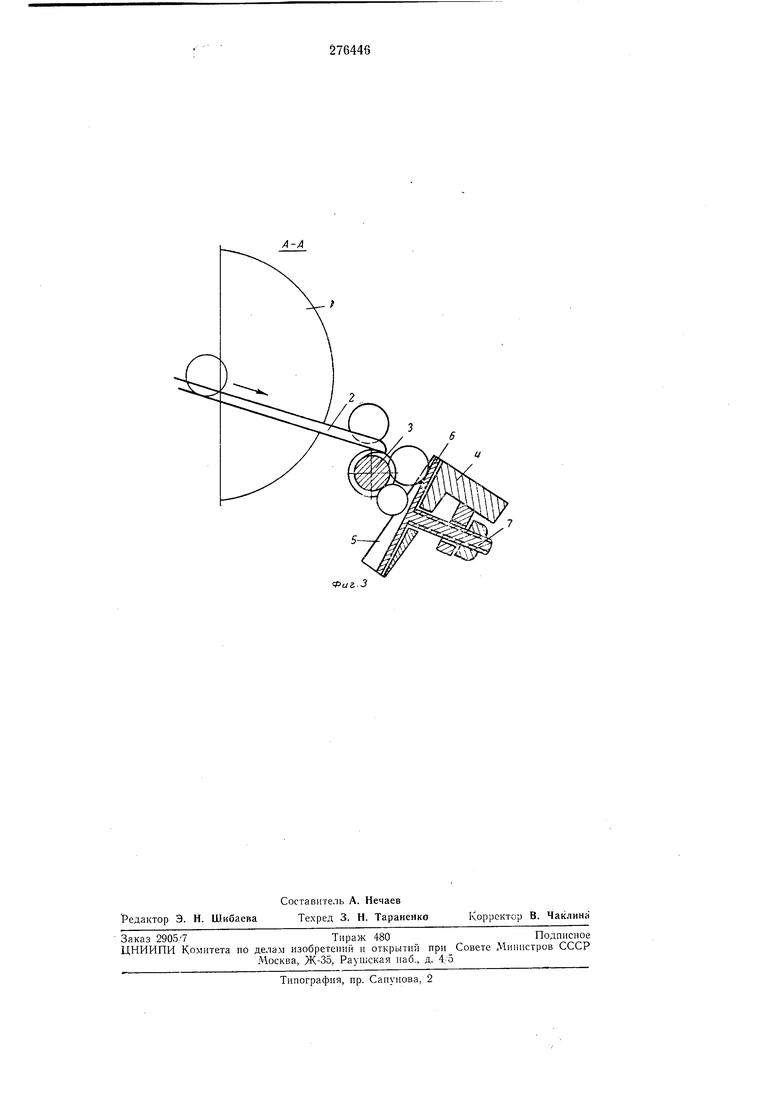
На фиг. 1 показан автомат для выработки стеклянных шариков в -плане; на фиг. 2 - узел транспортировки щариков в плане; на фиг. 3- разрез по Л - А на фиг. 2.
Автомат включаетв себя обкатные барабаны / с приемными лотками 2, по которым стеклощарики скатываются к транспортирующему щнеку 3 и подаются к сборникам вдоль направляющей планки 4 с вырезами 5. В последних находятся пластины 6 для регулировки зазора с помощью микрометрического винта 7.
Отрезанные капли стекла, попадая между двумя барабанами, обкатываются в щарики и движутся от центра к краю. У края барабанов установлены лотки 2, по которым щарики скатываются на направляющую планку 4 к шнеку 3. Шнеком щарики подаются в обратном направлении от края к центру автомата вдоль планки 4.
В из вырезов 5 планки 4 имеются
пластины 6, которыми с помощью винтов 7 регулируются зазоры между цилиндрической поверхностью щнека 3 и пластиной 6.
При транспортировке шариков шнеком вдоль планки 4 щарики диаметром допустимого или имеющие дефекты (форму эллипса, сколы на поверхности, вмятины и др.), попадая в первый вырез, откалиброванный по минимально допустимому диаметру щарика, проваливаются в бункер брака.
Стеклоша.рики, имеющие диаметр в пределах донустимого, двил%:утся дальще вдоль планки 4 до следующего выреза, откалиброванного по максимально допустимому диаметру, и проваливаются в бункер стандартных
стеклощариков.
Стеклощарики, имеющие диаметр больше допустимого, транспортируются вдоль планки до -конца шнека 3 и проваливаются в зазор между планкой и валом шнека.
Описываемая сортировка стеклошариков дает возможность визуально следить за выработкой стеклошариков и их соответствием стандартным размерам.
Расстояние между калиброванными вырезами дает возможность визуально -проследить за числом стеклошариков, проскакиваюш,их в тот или иной вырез 5.
При проскальзывании большого числа стеклошариков с диаметрами меньшими или большими предельно допустимых соответственно
увеличивается или уменьшается иодача стеКла на автомат для выработки стеклошариков.
Пред м е т и з о б р е т е и и я
Автомат для изготовлнеия стеклянных шариков, содержащий обкатные ба-рабаны, транспортирующий щиек и ианравляющую планку с вырезом, отличающийся тем, что, с целью новышения качества сортировки шариков, направляющая планка выполнена с несколькими вырезами, в каждом из которых установлена регулируюишя пластииа с микровинтом.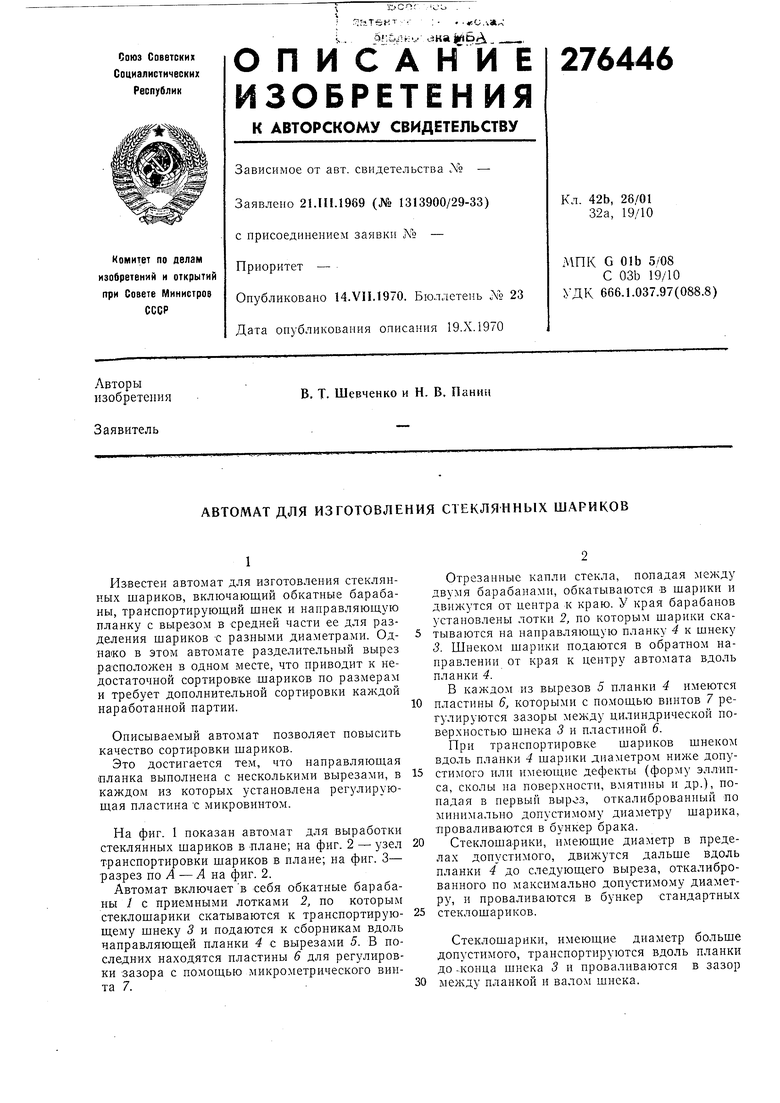
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортировки шариков | 1979 |
|
SU831225A1 |
| Устройство для сортировки шаров | 1978 |
|
SU732035A1 |
| Направляющая воронка к автомату для производства стеклянных шариков | 1972 |
|
SU443847A1 |
| Устройство для сортировки дискообразных деталей | 1984 |
|
SU1266576A1 |
| Устройство для сортировки шариков конденсаторов | 1985 |
|
SU1292849A1 |
| УСТРОЙСТВО для ФОРЛЮВАНИЯ СТЕКЛОШАРИКОВ | 1971 |
|
SU321480A1 |
| АВТОМАТ для СОРТИРОВКИ И КОНТРОЛЯ ТВЕРДОСТИ СТАЛЬНЫХ ШАРИКОВ ПО КОЭРЦИТИВНОЙ | 1973 |
|
SU381965A1 |
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ СТЕКЛОШАРИКОВ | 1972 |
|
SU351794A1 |
| УСТРОЙСТВО ДЛЯ СЕПАРАЦИИ СФЕРИЧЕСКИХ ТЕЛ | 1992 |
|
RU2022670C1 |
| Автомат для оплавки и сортировки стеклянных трубок | 1989 |
|
SU1675233A1 |
i
-Pt.i 2
