Изобретение относится к устройствам для дуговой сварки труб, в частиости для вварки труб в трубные решетки.
Известны устройства для сварки труб, содержащие корпус, разрезную планшайбу с приводом, установочный зажим с призмой и откидной планкой, коллектор с токоподводящими кольцами и щеткодержателем. Однако их нельзя использовать при вварке труб в трубные решетки и, кроме того, точность центрирования свариваемых труб в известных устройствах недостаточна.
Для вварки труб в трубные решетки, увеличения нроизводительности и удобства работы в предлагаемом устройстве в конструкцию зажима введены траверса, две штангп, установленные Б направляющих корпуса, и винт, имеющий правую и левую резьбу с различными шагами, взаимодействующий с призмой и через траверсу - с откидной планкой. Одна КЗ штапг выполнена полой, и сквозь нее пропущен вал, один конец которого связан с откидной планкой, а на другой насажена рукоятка управления. На корпусе устройства перпепдикулярно плоскости планшайбы закреплены по крайней мере три стойки с подпружиненными роликами на свободных концах. Кроме того, для повышения надежности и долговечности работы коллектора на токоподводящих кольцах по обеим сторонам выреза планшайбь имеются участки, выполнепиые из изолятора, на щеткодержателе закреплен рычаг с роликом и регулировочным клином, на щетке установлен штырь, а па планщайбе - копиры.
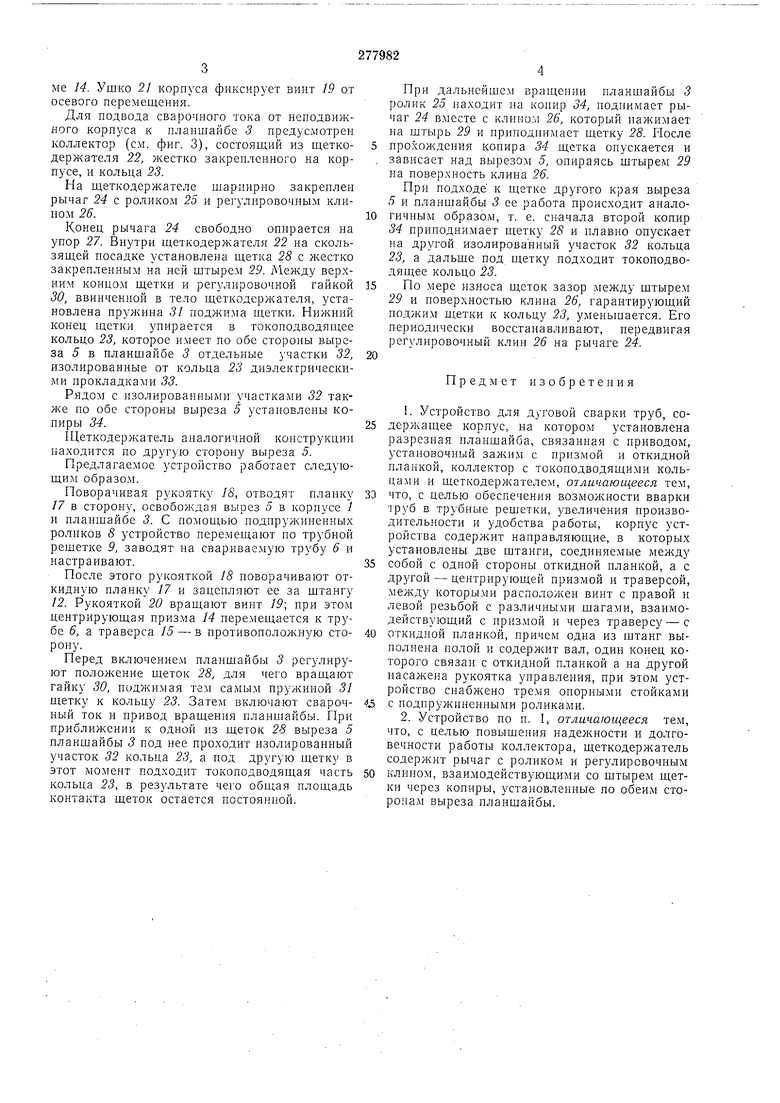
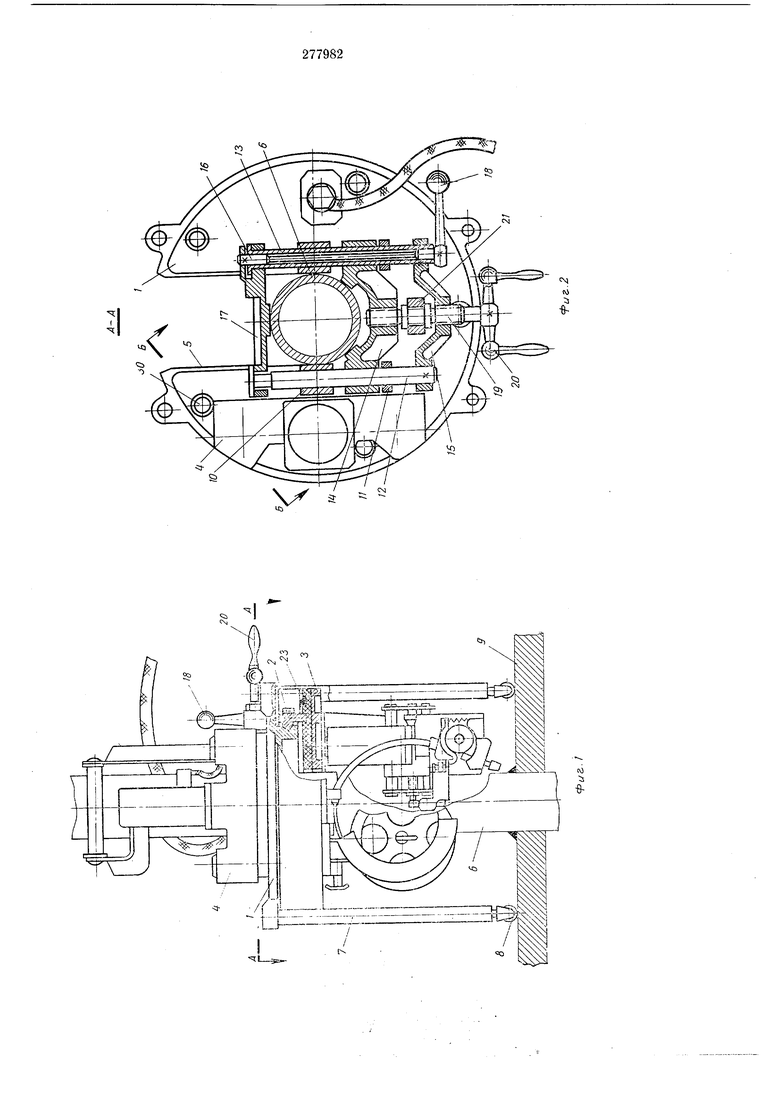
На фиг. 1 изображено предлагаемое устройство, общий впд; на фиг. 2 - разрез по Л -Л на фиг. 1; на фиг. 3 - разрез по Б - Б па фиг. 2.
Описываемое устройство состоит из корпуса /, на кольцевых направляющих 2 которого установлена планшайба 3, имеющая привод 4. В корпусе } и плапщайбе 3 выполнен вырез 5 (фиг. 2) для посадки па привариваемую трубу 6. Корпус установлен на трех стойках 7 с подпружипенными роликами 8, опирающимися на свариваемую решетку 9. В направляющих втулках W и Л корпуса устаповлепы щтапги 12 и 13 самоцеитрирующего зажима,
содержащего также призму 14 и траверсу 15.
Штанга 13, выполнена полой, и внутри нее
находится вал 16, один конец которого жестко
связан с выполненной в виде крючка откидной
планкой 17, для зажима трубы 6, а
другой конец Лсестко связан с рукояткой 18 управления откидпой плапки. В зажим входит также випт 19, жестко связанный с ручкой 20. Випт 19 имеет правую и левую резьбы с различными шагами, взаимодействующие с соотме 14. Ушко 21 корпуса фиксирует винт 19 от осевого перемещения.
Для подвода сварочного тока от неподвижного корпуса к планшайбе 3 предусмотрен коллектор (см. фиг. 3), состоящий из щеткодержателя 22, жестко закрепленного на корпусе, и кольца 23.
На щеткодержателе шарнирпо закреплен рычаг 24 с роликом 25 и регулировочным клипом 26.
Конец рычага 24 свободно опирается на упор 27. Внутри щеткодержателя 22 на скользящей посадке установлена щетка 28 с жестко закрепленным на ней щтырем 29. Между верхним концом щетки и регулировочной гайкой 30, ввинченной в тело щеткодержателя, установлена пружина 31 поджима щетки. Нижний ко.нец щетки упирается в токоподводящее кольцо 23, которое имеет по обе стороны выреза 5 в плацщайбе 3 отдельные участки 32, изолированные от кольца 23 диэлектрическими прокладками 33.
Рядом с изолированными участками 32 такл е по обе стороны выреза 5 установлены копиры 34.
1Цеткодержатель аналогичной конструкции находится по другую сторону выреза 5.
Пр-едлагаемое устройство работает следующим образом.
Поворачивая рукоятку IS, отводят илаику 17 в сторону, освобождая вырез 5 в корпусе 1 и планщайбе 3. С помощью подпружиненных роликов 8 устройство перемещают по трубной рещетке 9, заводят на свариваемую трубу 6 и настраивают.
После этого рукояткой 18 поворачивают откидную планку 17 и зацепляют ее за щтангу 12. Рукояткой 20 вращают винт 19; при этом центрирующая приз.ма 14 перемещается к трубе 6, а траверса 15 - в противоположную сторону.
Перед включением планщайбы 3 регулируют положение щеток 28, для чего вращают гайку 30, поджимая тем самы.м пружиной 31 щетку к кольцу 23. Затем включают сварочный ток и привод вращения иланщайбы. При приближении к одной из щеток 28 выреза 5 планщайбы 3 под нее проходит изолированный участок 32 кольца 23, а цод другую щетку в этот мо.мент подходит токоподводящая часть кольца 23, в результате чего общая площадь контакта щеток остается постоянной.
При дальпейще.м вращении планшайбы 3 ролик 25 находит на копир 34, поднимает рычаг 24 вместе с клиио.м 26, который нажимает на щтырь 29 и приподнимает щетку 28. После про5 ождения конира 34 щетка опускается и зависает над вырезом 5, опираясь щтырем 29 на поверхность клина 26.
При подходе к щетке другого края выреза 5 и ллапшайбы 3 ее работа происходит аналогичным образо.м, т. е. сначала второй копир 34 приподнимает щетку 28 к плавно опускает на другой изолированный участок 32 кольца 23, а дальще под щетку подходит токоподводящее кольцо 23.
По мере износа щеток зазор между щтырем 29 и поверхностью клина 26, гарантирующий поджим щетки к кольцу 23, уменьшается. Его периодически восстанавливают, передвигая регулировочный клин 26 на рычаге 24.
Предмет изобретения
. Устройство для дуговой сварки труб, содержащее корпус, на котором установлена разрезиая плапщайба, связанная с приводом, установочный зажим с и откидной планкой, коллектор с токоподводящими кольцами и щеткодержателем, отличающееся тем, что, с целью обеспечения возможности вварки труб в трубные решетки, увеличения производительности и удобства работы, корпус устройства содержит направляющие, в которых установлены две щтанги, соединяемые собой с одной стороны откидной планкой, а с другой - центрирующей призмой и траверсой, между которыми расположен винт с правой и левой резьбой с различными шагами, взаимодействующий с призмой и через траверсу - с откидной нланкой, причем одна из штанг выполнена полой и содержит вал, один конец которого связан с откидной планкой а на другой насажена рукоятка управления, при этом устройство снабжено тре.мя опорными стойками с подпружиненными роликами.
2. Устройство по п. 1, отличающееся тем, что, с целью повышения надежности и долговечности работы коллектора, щеткодержатель содержит рычаг с роликом и регулировочным клипом, взаимодействующими со щтырем щетки через копиры, установленные по обеим сторонам выреза планшайбы.
о
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки неповоротных стыков труб | 1983 |
|
SU1098727A1 |
| Станок для обработки концов труб | 1983 |
|
SU1117147A1 |
| Щеточный узел электрической машины | 1979 |
|
SU920917A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЖГУТОВ АДРЕСНЫХ ПРОВОДОВ ДОЛГОВРЕМЕННЫХ ЗАПОМИНАЮЩИХ УСТРОЙСТВ ТРАНСФОРМАТОРНОГО ТИПА | 1972 |
|
SU427376A1 |
| Щеткодержатель для электрическихМАшиН | 1979 |
|
SU819872A1 |
| ТОКОСЪЕМНОЕ УСТРОЙСТВО | 1992 |
|
RU2037243C1 |
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1970 |
|
SU278925A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ КОНВЕКТИВНЫХ СЕКЦИЙ ВОДОГРЕЙНЫХ КОТЛОВ | 2019 |
|
RU2717762C1 |
| СТАНОК ДЛЯ РЕЗКИ ТРУБ | 1973 |
|
SU376193A1 |
| Аппарат для исследования коммутации коллекторных электрических машин | 1976 |
|
SU618822A1 |

со 5s
fr
3
