1
Изобретение относится к вычислительной технике.
Известно устройство для изготовления жгутов адресных проводов долговременных запоминающих устройств трансформаторного тина, состоящее из снабженного направляющими корруса с размещенным в нем приводом, механизма набора, магазина фиксации и хранения жгута с узлом шагового перемещения и механизма разведения проводов с рычагами.
Цель изобретения - ускорение выпуска продукции - достигается тем, что в предлагаемом устройстве магазин фиксации и хранения жгута выполнен в виде снабженной плаикой с гнездами для штырей планшайбы, установлепной так, что ее нлоскость параллельна плоскости неразведенных проводов, и снабжен механизмом поворота, вал которого связан соединительной муфтой с планшайбой, причем механизм узла шагового перемещения снабжен толкателем, кинематически связанным с механизмом разведения проводов в виде траверсы с направляющими и установленным на направляющих корпуса, снабженного копирами, с которыми кинематически связаны установленные на направляющих траверсы рычаги.
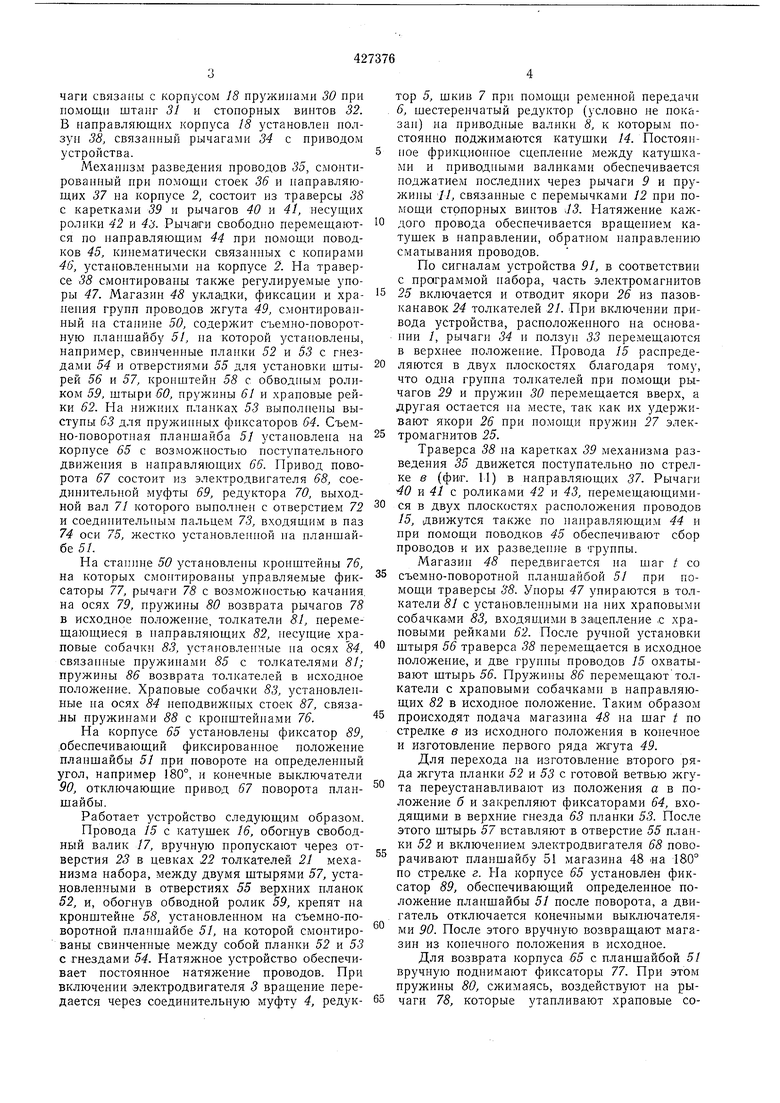
На фиг. 1 показано предлагаемое устройство, вид сверху; на фиг. 2 - разрез по А - Л на фиг. 1; на фиг. 3 - узел I на фиг. 2; на
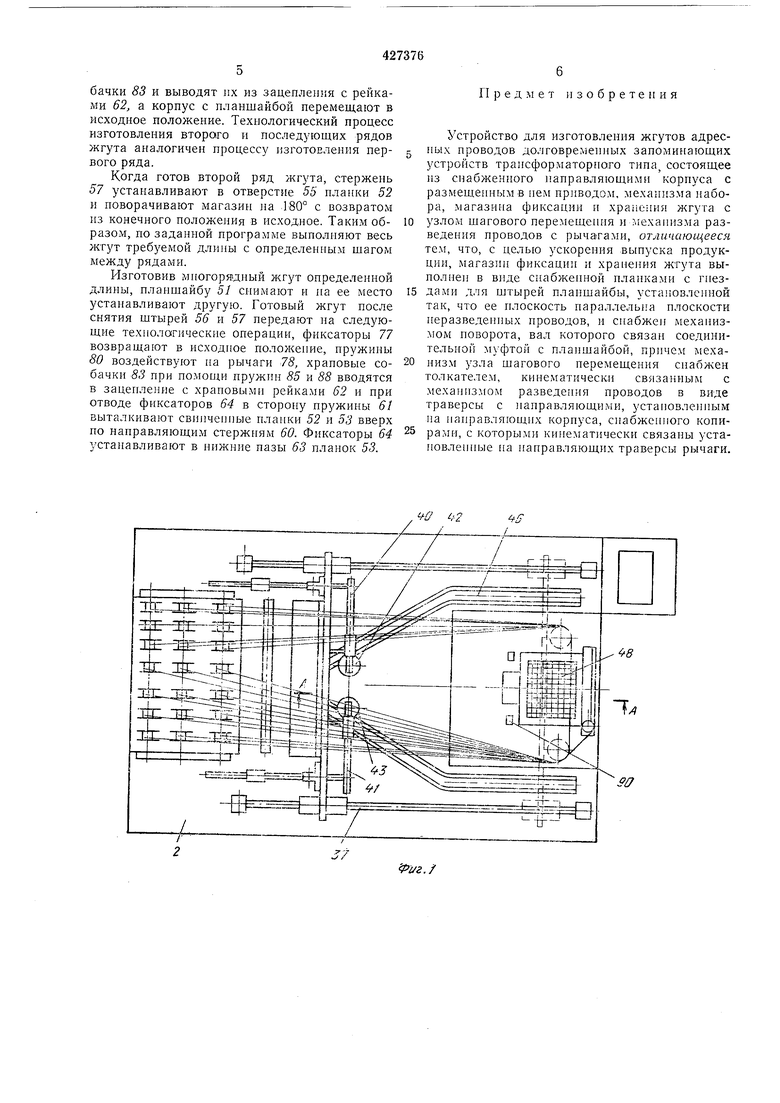
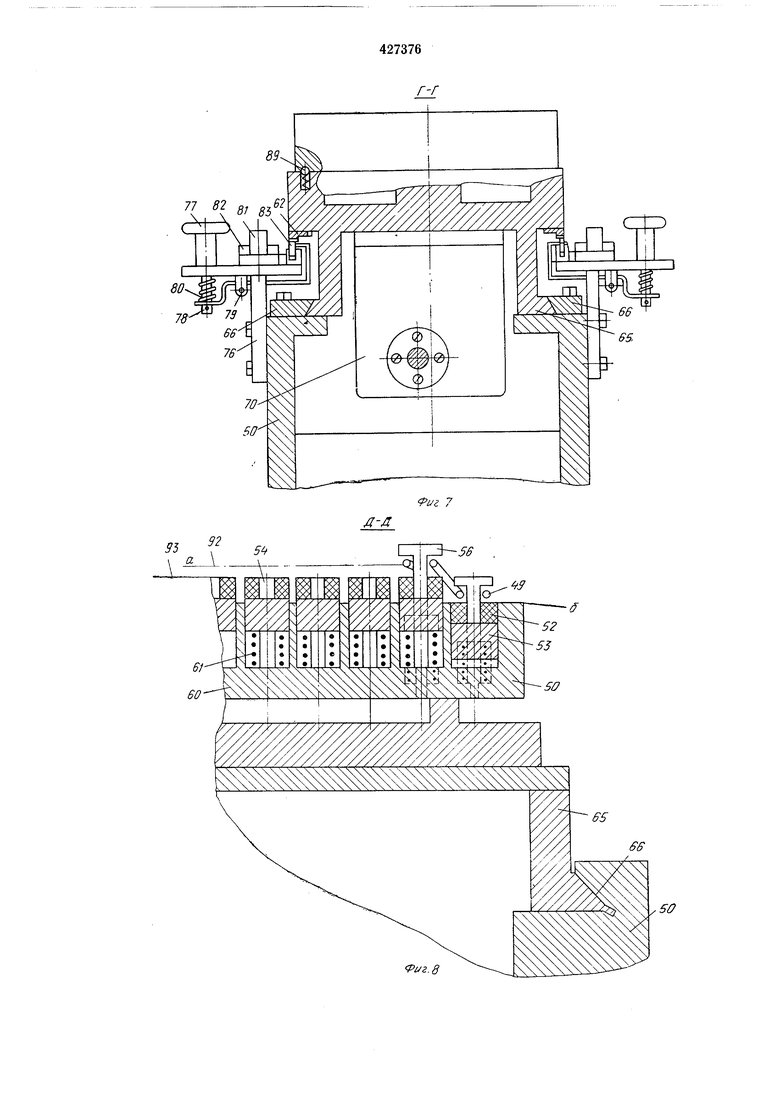
фиг. 4 - узел II на фиг. 2; на фиг. 5 - вид Б на фиг. 2; на фиг. 6 - разрез по В-В на фиг. 5; на фиг.7 - разрез по Г-Г на фиг. 6; на фиг. 8 - разрез по Д-Д на фиг. 6;на фиг. 9-
узел III на фиг. 2; на фиг. 10 - узел IV на фи1г. 2; на фиг. 11 - конечное положение магазина в процессе изготовления второго ряда жгута; на фиг. 12 - поворот магазина на 180° но стрелке, переход на изготовление второго ряда жгута.
На основании / установлены корпус 2, натяжное устройство, состоящее из электродвигателя 3, соединительной муфты 4, редуктора 5, ременной передачи 5, шкива 7, нриводных валиков 8, рычатов 9, установленных с воз.можностью качания на осях 10 и связанных пружинами 11 с перемычками 12 со стопорными винтами 13. На рычагах 9 установлены катушки 14 с обмоточным проводом 15, которые свободно вращаются на осях 16. Кроме того, устройство содержит обводной валик 17, механизм набора, состоящий из корпуса 18 с направляющими 19 и 20, в которых свободно перемещаются толкатели 2.1 с цевками 22,
имеющими отверстия 23 для пропуска провода 15. Толкатели 21 имеют пазы-канавки 24 и кинематически связаны с электромагнитами 25 при помощи якорей 26 и пружин 27. На оси 28 установлены с возможностью качания рычаги 29, воздействующие па толкатели 21. Рычаги связаны с корпусом 18 пружинами 30 при помощи штапг 31 и стопорных виптов 32. В направляющих корпуса 18 установлен ползун 38, связанный рычагами 34 с приводом устройства.
Механизм разведения проводов 35, смонтированный при помощи стоек 36 н паправляющих 37 на корпусе 2, состоит нз траверсы 38 с каретками 39 и рычагов 40 и 41, несущих ролики 42 н 4. Рычаги свободно перемещаются по направляющим 44 при помощи поводков 45, кипематически связанных с копирами 46, установленными на корпусе 2. На траверсе 38 смонтированы также регулируемые упоры 47. Магазин 48 укладки, фиксации и храпения групп проводов жгута 49, смонтированный на станине 50, содержит съемно-поворотную планшайбу 51, на которой установлены, например, свинченные планки 52 и 53 с гнездами 54 и отверстиями 55 для установки щтырей 56 и 57, кронштейн 58 с обводным роликом 59, штыри 60, пружины 61 и храповые рейки 62. На нижних н.таиках 53 выполнены выступы 63 для пружи 1ных фиксаторов 64. Съемно-поворотная планшайба 51 устаповлена на корпусе 65 с возможиость о поступательного движепия в направляющих 66. Нривод поворота 67 состоит из электродвигателя 68, соединительной муфты 69, редуктора 70, выходной вал 71 которого вынолнен с отверстием 72 и соедииительным пальцем 73, входящим в паз 74 оси 75, жестко установленной на нланшайбе 51.
На стаппие 50 установлеиы кронштейны 76, на которых смонтированы управляемые фиксаторы 77, рычати 78 с возможностью качания, на осях 79, нружины 80 возврата рычагов 78 в исходное положение, толкатели 81, перемещающиеся в направляющих 82, несущие храповые собачки 83, установленные на осях 84, связа Н1ые пружинами 85 с толкателями 81; пружины 86 возврата толкателей в исходное положение. Храповые собачки 83, установленные па осях 84 пеподвижных стоек 87, связаны пружинами 88 с кронштейнами 76.
На корпусе 65 установлены фиксатор 89, обеспечивающий фиксированное положение планшайбы 51 при повороте на определенный угол, например 180°, и конечные выключатели 90, отключающие привод 67 поворота планшайбы.
Работает устройство следующим образом.
Провода 15 с катущек 16, обогнув свободный валик 17, вручную пропускают через отверстия 23 в цевках 22 толкателей 21 механизма набора, между двумя щтырями 57, установленными в отверстиях 55 верхних цланок 52, и, обогнув обводной ролик 59, крепят на кронщтейне 58, установленном на съемно-поворотной планшайбе 51, на которой смонтированы свинченные между собой планки 52 и 53 с гнездами 54. Натяжное устройство обеспечивает постоянное натяжение проводов. Нри включении электродвигателя 3 вращение передается через соединительную муфту 4, редуктор 5, шкив 7 при помощи ременной передачи 6, шестеренчатый редуктор (условно не показап) на приводные валики 8, к. которым постоянно поджимаются катущки /4. Постоянное фрикциоиное сцепление между катущками и приводными валиками обеспечивается поджатием последних через рычаги 9 и пружины 11, связанные с перемычками 12 при помощи стопорных винтов J3. Натяжение каждого провода обеспечивается вращением катушек в направлении, обратном направлению сматывания проводов.
По сигналам устройства 91, в соответствии с программой набора, часть электромагнитов
25 включается и отводит якори 26 из пазовканавок 24 толкателей 21. При включении привода устройства, расположенного на основании 7, рычаги 34 и ползун 33 перемещаются в верхнее положение. Провода 15 распределяются в двух плоскостях благодаря тому, что одна группа толкателей при помощи рычагов 29 и пружин 30 перемещается вверх, а другая остается на месте, так как их удерживают якори 26 при номощи пружин 27 электромагнитов 25.
Траверса 38 на каретках 39 механизма разведения 35 движется поступательно по стрелке в (фиг. II) в направляющих 37. Рычаги 40 и 41 с роликами 42 и 43, неремещающимися в двух плоскостях расположения проводов 15, движутся также по направляющим 44 и при помощи поводков 45 обеспечивают сбор проводов и их разведепне в труппы.
Магазин 48 передвигается па шаг t со
съемно-поворотной планшайбой 51 при помощи траверсы 38. Упоры 47 упираются в толкатели 81 с установленными на них храповыми собачка ми 55, входящим.и в зацепление .с храповыми рейками 62. После ручной установки
щтыря 56 траверса 38 перемещается в исходное положение, и две группы проводов 15 охватывают щтырь 56. Пружины 86 перемещают толкатели с храповыми собачками в направляющих 82 в исходное положение. Таким образом
происходят подача магазина 48 на щаг t по стрелке в из исходного положения в конечное и изготовление первого ряда жгута 49.
Для перехода на изготовление второго ряда жгута планки 52 и 53 с готовой ветвью жгута переустанавливают из положения а в положение б и закрепляют фиксаторами 64, входящими в верхние гиезда 63 планки 53. После этого щтырь 57 вставляют в отверстие 55 планки 52 и включепием электродвигателя 68 поворачивают планшайбу 51 магазина 48 «а 180° по стредке г. На корпусе 65 установлен фиксатор 89, обеспечивающий определенное положение планшайбы 51 после поворота, а двигатель отключается конечными выключателями 90. После этого вручную возвращают магазин из конечного положения в исходное.
Для возврата корпуса 65 с планщайбой 5/ вручную поднимают фиксаторы 77. При этом пружины 80, сжимаясь, воздействуют на рычаги 78, которые утапливают храповые собачки 83 и выводят их из зацепления с рейками 62, а корпус с планшайбой перемещают в исходное положение. Технологический процесс изготовления второго и последующих рядов жгута аналогичен процессу изготовления первого ряда. Когда готов второй ряд жгута, стержень 57 устанавливают в отверстие 55 планки 52 и поворачивают магазин на 180° с возвратом из конечного положения в исходное. Таким образом, по заданной программе выполняют весь жгут требуемой длины с определенным шагом между рядами. Изготовив многоря1дный жгут определенной длины, планшайбу 51 снимают и на ее место устанавливают другую. Готовый жгут после снятия штырей 56 и 57 передают на следующие техполагнческие операции, фиксаторы 77 возвращают в исходное положение, нружины 80 воздействуют на рычаги 78, храповые собачкн 83 при помондн пружин 85 и 88 вводятся в зацепление с храповыми рейками 62 и при отводе фиксаторов 64 в сторону нружины 61 выталкивают свинченные нланки 52 и 53 вверх по направляющим стержням 60. Фиксаторы 64 устанавливают в нижние назы 63 планок 53. Предмет изобретения Устройство для изготовления жгутов адресных проводов долговременных запоминающих устройств трансформаторного типа, состоящее из снабженного направляющими корпуса с размещенным в нем приводом, механизма набора, магазина фиксации и хранения жгута с узлом шагового перемещения и ле.чаннзма разведения проводов с рычагами, отличающееся тем, что, с целью ускорения выпуска продукции, магазин фиксацнн н хранения жгута выполиен в внде снабженной нланками с гнездами для штырей планшайбы, установленной так, что ее нлоскость нараллельна плоскости неразведенных проводов, и снабжен механизмом новорота, вал которого связан соединительной муфтой с планшайбой, прнчем механизм узла шагового неремещения снабжен толкателем, кинематическн связанным с механизмом разведения проводов в виде траверсы с ианравляющнмн, установленным на нанравляющнх корнуса, снабженного конирами, с которыми кинематически связаны уста 1овле1ннз1е на нанравляющих траверсы рычаги.





ff ii-2 jy 57 /7
Фиг 5 J5 -A Е-Ф-ш- -E 3-743-ti«- rffi--s-- :ШЕ:Е ::зЁх ЭЗ:Тг ф-ш-Е 3- W-pS- -ffl-- -S S р:р -1...|...). 68 69 icii iki-2i Irh . Lrti- ф-аь--ф -фI а Z - ШSEEi: -:70 Фиг. 6 1й 4 Ш: 57
ff
УзелШ
87 вв
tf
. /о
