Изобретение относится к теплотехнике и может быть использовано при производстве водогрейных котлов для отопления и горячего водоснабжения.
Конвективная часть водогрейного котла типа КВ-ГМ-100-150 содержит 48 конвективных секций, каждая секция состоит из коллектора диаметром 83 мм и 48-и П-образных змеевиков диаметром 28 мм. При изготовлении одной секции требуется выполнить 96 сварных соединений змеевиков с коллектором, следовательно, для изготовления конвективной части котла необходимо 4608 сварных соединений. За время эксплуатации котла конвективная часть полностью заменяется минимум два раза, таким образом, при производстве и эксплуатации одного котла требуется выполнить около 14000 сварных соединений, которые в настоящее время выполняются вручную. Автоматизация процесса приварки змеевиков к коллектору осложнена ограниченностью рабочего пространства (просвет между соседними трубами составляет 17 мм), кроме этого сварной шов имеет пространственную (седловидную) конфигурацию (змеевик тангенциально входит в коллектор).
Известна Головка для орбитальной сварки трубопроводов (патент №2624577), содержащая сварочную горелку, установленную на планшайбе с зубчатым венцом, смонтированную на основании с возможностью вращения. Головка также имеет механизм ее фиксации на свариваемом трубопроводе и механизм корректировки положения сварочной горелки, установленный на планшайбе и выполненный в виде корпуса, установленного с возможностью радиального перемещения относительно оси головки по направляющей, закрепленной на планшайбе, при этом в корпусе во взаимно перпендикулярных плоскостях установлены два электрических двигателя, оснащенные резьбовыми валами, один из которых скреплен со стойкой, закрепленной на планшайбе, второй соединен с тягой, скрепленной с кареткой, установленной с возможностью перемещения в осевом направлении относительно оси планшайбы по направляющей корпуса, а сварочная горелка скреплена с кареткой.
Все узлы, обеспечивающие процесс сварки указанной Головки для орбитальной сварки трубопроводов расположены на планшайбе, подшипники находятся снаружи планшайбы, что не позволяет сделать ее настолько малогабаритной, чтобы выполнить сварку в пространстве между труб конвективной секции, кроме этого, Головка для орбитальной сварки трубопроводов способны выполнять только плоский кольцевой шов.
Известна Сварочная головка «Модель 81» фирмы Arc Machines Inc. для сварки труб диаметром от 12.7 до 141 мм с присадочной проволокой, которая содержит корпус с приводами вращения и осцилляции, горелку, оборудованную неплавящимся электродом с жидкостным охлаждением и механизмом регулировки продольного и поперечного положения, наконечника подачи присадочной проволоки с механизмом регулировки, сервисный кабель, состоящий из магистралей охлаждения сварочной головки и магистрали защитного газа, направляющий канал присадочной проволоки. Дополнительные приспособления позволяют осуществлять приварку фланцев, фитингов и вварку труб в трубную доску.
Конструктивной особенностью Сварочной головки «Модель 81» являются ручная установка на трубу, на что необходимо 30 сек., а также требование к просвету между привариваемыми трубами в 45 мм, что делает невозможным ее применение для приварки змеевиков конвективной секции.
Цель настоящего изобретения - повышение производительности труда при изготовлении конвективных секций водогрейных котлов и повышение качества сварных соединений.
Указанные цели достигаются за счет того, что Устройство для автоматической сварки конвективных секций водогрейных котлов (далее Устройство) позволяет автоматизировать процесс вварки змеевиков в коллектор конвективной секции, обеспечивая при этом оптимальные и стабильные параметры процесса сварки.
Устройство на Фиг. 1 представляет из себя станину 1, расположенную параллельно стенду с конвективной секцией 8. На направляющих станины находится суппорт 2, на котором установлены катушка со сварочной проволокой и механизмом подачи проволоки 3, а также подвижный горизонтальный рычаг 4, снабженный приводом поперечного перемещения, на котором установлен механизм управления сварочной головкой 6, содержащий зубчатое колесо с радиальным вырезом и вертикальной консолью, оснащенной сварочной головкой 5 с подводящим гибким сервисным кабелем 7, который состоит из токопровода, магистрали защитного газа и канала подачи сварочной проволоки. Механизм управления сварочной головкой обеспечивает поворот сварочной головки вокруг привариваемой трубы с согласованным вертикальным перемещением при просвете между соседними трубами 17 мм и более.
Механизм управления сварочной головкой на Фиг. 2 состоит из платформы 9, имеющей возможность вертикального перемещения, на которой установлены двигатель 10 с ведущей шестерней, которая одной стороной через промежуточные зубчатые колеса приводит во вращение зубчатое колесо 11, имеющее радиальный вырез под привариваемую трубу, с закрепленной на нем вертикальной консолью 12 со сварочной головкой. Другой стороной ведущая шестерня приводит во вращение кулачок 13, который обеспечивает согласованное вертикальное перемещение сварочной головки.
Работа Устройства происходит следующим образом. Конвективная секция устанавливается и фиксируется на призмах стенда в строго определенное положение. По команде «Пуск» суппорт Устройства начинает перемещение по направляющей и останавливается по команде системы управления, при этом радиальный вырез зубчатого колеса находится напротив трубы змеевика, подлежащей обварке, а сварочная головка - в исходном положении. Включается привод перемещения рычага, который подводит к трубе консоль со сварочной головкой до контакта с трубой и фиксируется. Включается механизм управления сварочной головкой и поворачивает ее на 180°, устанавливая ее в рабочее положение для сварки, после чего зажигается дуга и начинается сварка, при этом включается подача проволоки и защитного газа. Сварочная головка вращается в направлении обратном предварительному повороту, при этом механизм обеспечивает согласованное перемещение головки в вертикальном направлении. Полный угол поворота головки составляет ~370°, амплитуда вертикального перемещения ~13 мм. По окончании сварки головка возвращается в исходное положение, рычаг отводится от трубы, суппорт перемещается на один шаг и цикл повторяется. Конвективную секцию могут обваривать одно, два и более Устройств с двух сторон одновременно.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО РЕЦИРКУЛЯЦИИ ДЫМОВЫХ ГАЗОВ | 2021 |
|
RU2761254C1 |
| Устройство для автоматической сварки криволинейных элементов | 1982 |
|
SU1041252A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2005 |
|
RU2305616C1 |
| Автомат для дуговой приварки трубК ТРубНыМ РЕшЕТКАМ | 1977 |
|
SU806325A1 |
| Устройство для поддерживания инструментов | 1980 |
|
SU1028238A3 |
| Устройство для тепловой обработки металла | 1983 |
|
SU1155404A1 |
| Спиральный котёл | 2020 |
|
RU2760544C1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1978 |
|
SU749605A1 |
| Устройство для дуговой автоматической сварки изделий с пространственно-криволинейными швами | 1986 |
|
SU1388247A1 |
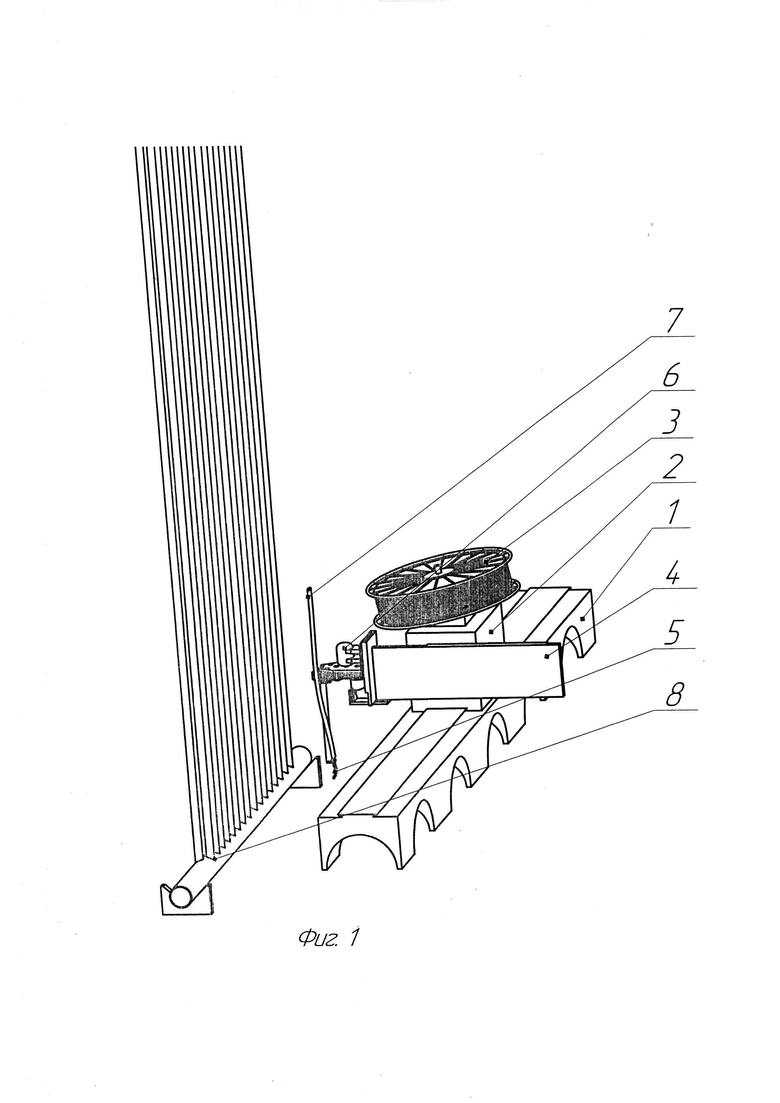

Изобретение относится к устройству для автоматической сварки конвективный секций водогрейных котлов для отопления и горячего водоснабжения. Устройство содержит станину (1), установленную параллельно стенду с закрепленной на нем конвективной секцией (8). На направляющих станины расположен суппорт (2), на котором установлены катушка со сварочной проволокой и механизмом подачи проволоки (3), подвижный горизонтальный рычаг с приводом поперечного перемещения (4), на котором установлен механизм управления сварочной головкой (6), содержащий зубчатое колесо с радиальным вырезом и вертикальной консолью, оснащенной сварочной головкой (5) с подводящим гибким сервисным кабелем (7), состоящим из токопровода, магистрали защитного газа и канала подачи сварочной проволоки. Механизм управления сварочной головкой обеспечивает поворот сварочной головки вокруг привариваемой трубы с согласованным вертикальным перемещением при просвете между соседними трубами 17 мм и более. Технический результат состоит в обеспечении автоматизированного процесса вварки змеевиков в коллектор конвективной секции с оптимальными и стабильными параметрами сварки. 2 ил.
Устройство для автоматической сварки конвективных секций водогрейных котлов с просветом между соседними трубами более 17 мм, состоящее из станины, на направляющих которой расположен подвижный суппорт с установленными на нем катушкой со сварочной проволокой, механизмом подачи проволоки и подвижным горизонтальным рычагом с приводом его поперечного перемещения, на котором установлен механизм управления сварочной головкой с подводящим сервисным кабелем с обеспечением поворота сварочной головки с согласованным вертикальным перемещением вокруг привариваемой трубы подводящего сервисного кабеля, отличающееся тем, что механизм управления сварочной головкой снабжен вертикальной консолью и зубчатым колесом, выполненным с радиальным вырезом, при этом сварочная головка с подводящим гибким сервисным кабелем установлены на вертикальной консоли, которая закреплена на зубчатом колесе с возможностью вращения вокруг привариваемой трубы с согласованным вертикальным перемещением.
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2624577C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРИВАРКИ ГОРЛОВИН ПЛОСКИХ ПАНЕЛЕЙ К КОЛЛЕКТОРНОЙ ТРУБЕ | 2009 |
|
RU2404037C1 |
| ОРБИТАЛЬНЫЙ ДЕРЖАТЕЛЬ, СОДЕРЖАЩИЙ ПО МЕНЬШЕЙ МЕРЕ ДВА СОЕДИНЯЕМЫХ ДРУГ С ДРУГОМ ЭЛЕМЕНТА В ВИДЕ КОЛЬЦЕВЫХ СЕГМЕНТОВ; УСТРОЙСТВО СТЫКОВОЙ СВАРКИ ТРУБ ДЛЯ ФОРМИРОВАНИЯ ТРУБОПРОВОДА, СОДЕРЖАЩЕЕ ТАКОЙ ОРБИТАЛЬНЫЙ ДЕРЖАТЕЛЬ | 2007 |
|
RU2441738C2 |
| US 3890482 A, 17.06.1975 | |||
| US 4386726 A, 07.06.1983 | |||
| KR 2015005755 A, 15.01.2015. | |||

