Известны устройства для активного контроля размеров деталей нри врезном шлифовании. Эти устройства имеют уровень срабатывания, который нозволяет производить отключение подачи только в зависимости от отклонения размера детали. Недостатком этих устройств является то, ччо они не имеют контура, обеснечивающего корректировку уровня срабатывания в зависимости от величины колебания нодачн.
Этот недостаток в предложенном устройстве устранен благодаря тому, что в него введен блок корректировки, подключенный между датчиком и усилителями и выполненный в виде двигателя, электрически соединенного с неременным сопротнвленнем магазином емкостей и нриводящего в движение нодвижиую ламель перемеиного соиротивлення, сигналы с которого поступают на систему управления приводом исполнительного органа. - На фиг. 1 изображена блок-схема устройства; на фиг. 2 - электросхема коррекции с двумя дополнительными уровнями корректировки; на фиг. 3-6 - варианты введения корректируюидего сигнала.
Индуктивный датчик 1 устройства соединен с предварительным усилителем 2 и показывающим прибором 3. Сигнал после предварительного усиления поступает в блок 4 корректировки, а также в усилитель 5 но предварнтельпой и в усилитель 6 по окончательной командам. После этого сигнал иоступает в трнггерно-релейиые блоки. Блок корректировки выполиен в внде двигателя 7 корректировки, переключателя 8, иеременных сонротивлений 9, включенных последовательно нли нараллельно с регулятором уровня настройки но окончательной команде, или неременной емкости 10 (магазина емкостей), включенной параллельно
реле Я;; окончательной команды.
Работает устройство еледующпм образом.
Снгнал с индуктнвного датчика / носле
предварительного усиления усилителем 2 поступает в блок 4, который иачииает отрабатывать сигнал корректировки при достижении сигналом с датчика / определенной велнчины (первого уровня корректировки). При достиженнн сигналом с датчика / другого заданпого значения (второго уровия корректировки) отработка сигиала коррекпии заканчивается. Так как разиость между двумя уровнями корректировки иостоянна, время прохождения сигнала с датчика / различно нри
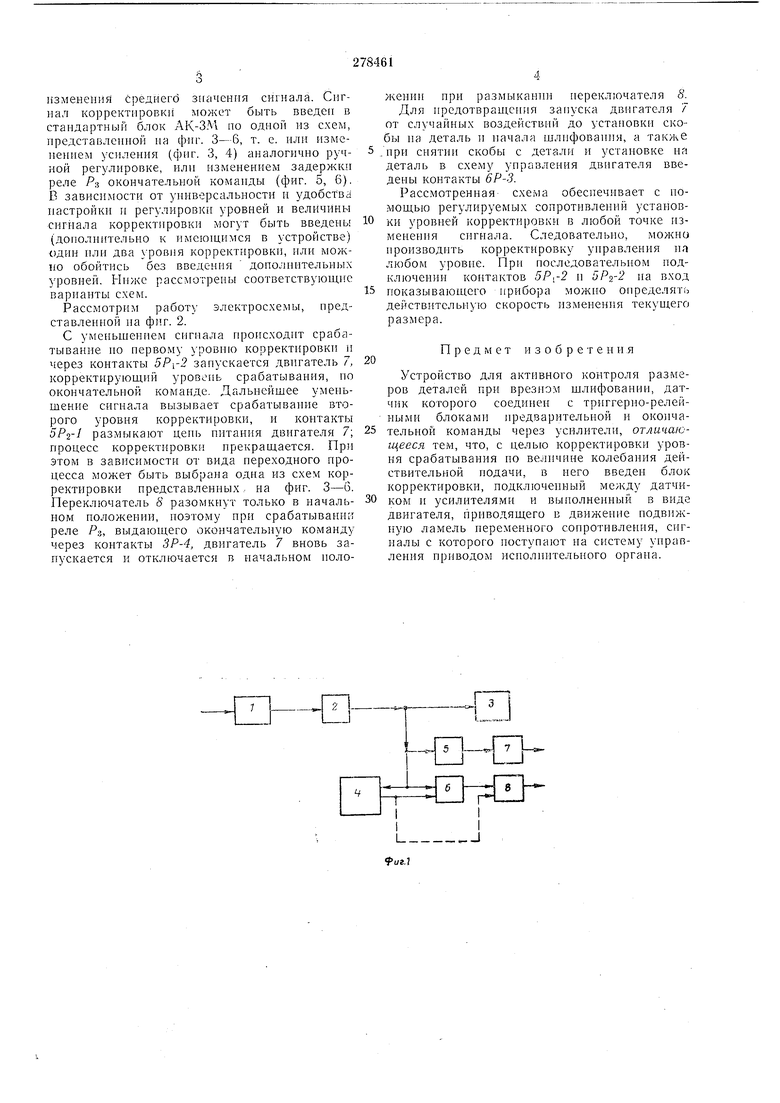
различных скоростях его изменения. Величина сигиала корректировки различна в зависимости от времени прохождения сигнала с датчика между двумя уровнями, так как скорость корректировки устанавлнваегся заранее изменения среднего значения сигнала. Снгнал KoppcKTiipoBKii может быть введен в стандартный блок АК-ЗМ по одной нз схем, нредставленной на фнг. 3-6, т. е. нли изменением усилення (фнг. 3, 4) аналогично ручной регулировке, нлн изменением задержки реле PS окончательной команды (фиг. 5, 6). В завнснмости от универсальностн и удобства настройки и регулировки уровней и величины сигнала корректировки могут быть введены (дополнительно к имеющимся в устройстве) один нлн два уровня корректировкн, или можно обойтись без введения донолннтельпых уровней. Ннже рассмотрены соответетвующне варианты схем. Рассмотрнм работу электросхемы, прелЧставленной на фиг. 2. С уменьшением сигнала нронсходит срабатывание но иервому уровню корректировки и через контакты 5Pi-2 запускается двигатель 7, корректируюш.ий уровоиь срабатывания, по окончательной команде. Дальнейшее уменьшение сигнала вызывает срабатывание второго уровня корректнровки, и контакты размыкают цень нитання двигателя 7; процесс корректировки нрекраш,ается. При этом в зависимости от вида переходного процесса может быть выбрана одна из схем корректировки представленных ,- на фиг. 3-G. Переключатель S разомкнут только в начальном иоложенни, поэтому ири срабатывании реле РЗ, выдающего окончате.тьиую команду через контакты ЗР-4, двигатель 7 вновь запускается и отключается в начальном иоложении ири размыкании переключателя 6. Для нредотвращеиия запуска двигателя 7 от случайных воздействий до установки скобы на деталь и начала шлнфован я, а также нри снятии скобы с детали и установке на деталь в схему управления двигателя введеиы контакты 6Р-3. Рассмотренная схема обеспечивает е иомощью регулируемых сопротивлений установки уровней корректировки в любой точке изменения снгнала. Следовательно, можио производить корректировку уиравления на любом уровне. Прн последовательном подключении контактов 5Pi-2 и на вход показывающего прибора можно определять действительпую скорость изменения текунхего размера. Предмет изобретения Устройство для активного контроля размеров деталей нри врезном шлифованнн, датчик которого соединен с триггерно-релейными блоками нред,зарительиой и окончательиой команды через усилители, отличающееся тем, что, с целью корректировки уровня срабатывания но ве.личине колебания действительной иодачи, в него введен блок корректировки, подключенный между датчиком н усилителями и выполненный в виде двигателя, приводящего в движение нодвижную ламель неременного сонротивления, сигналы с которого ноступают на систему управления нриводом исполнительного органа.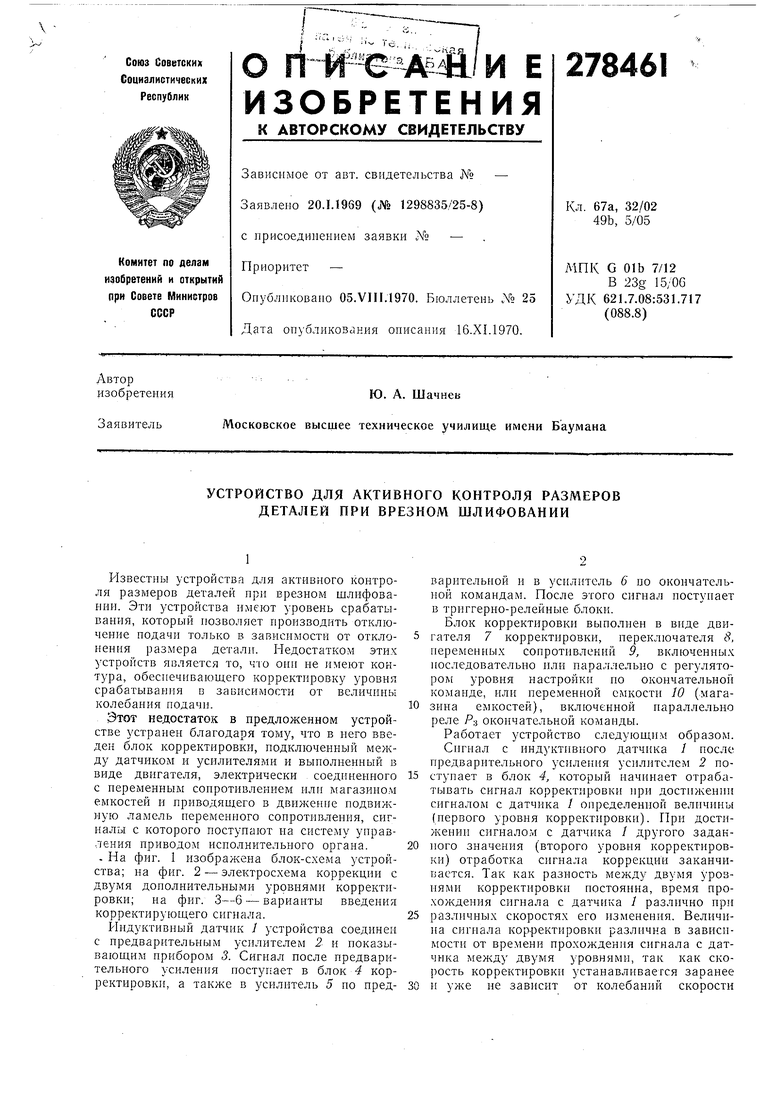
fui.2
«Риг.б
PuiS
зр-ц J6P-3
L-Ч-Ю1
5Рг
