операцпопном усилителе по схеме компаратора U предназначенного для регулировки соотношения моментов срабатывания формирователя окончательной команды к блока управления, и усилителя напряжения, соединенного с пъезокерамическим преобразовате1Лем.
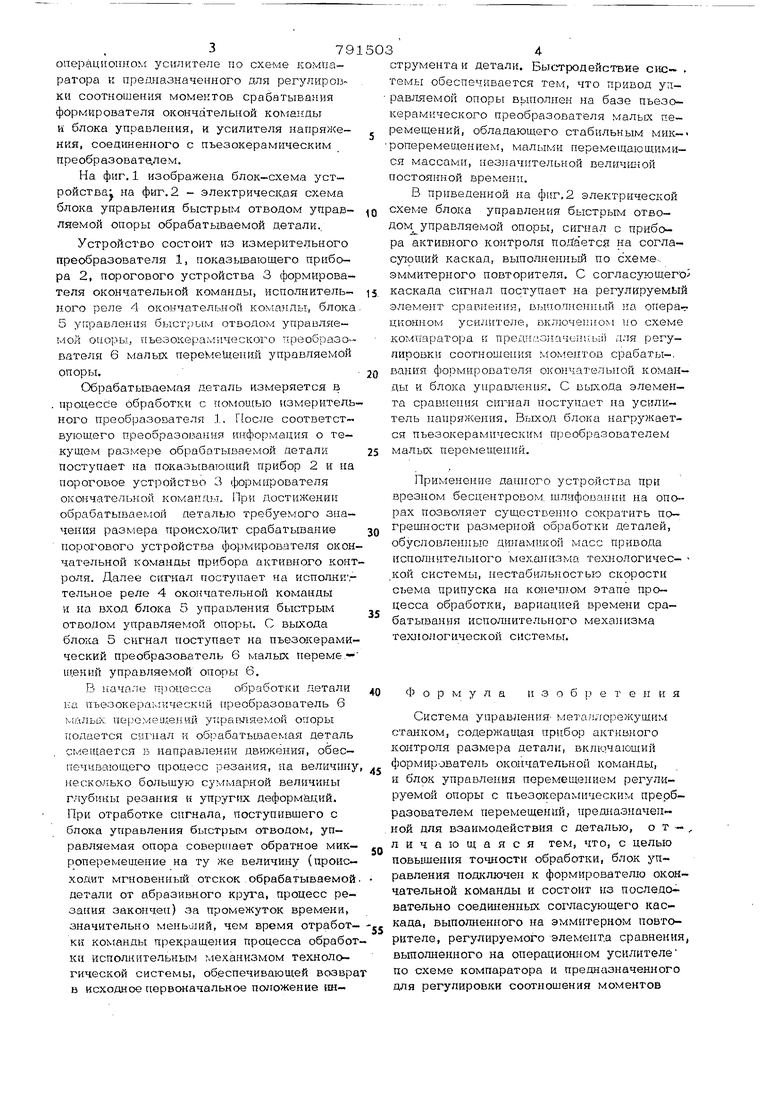
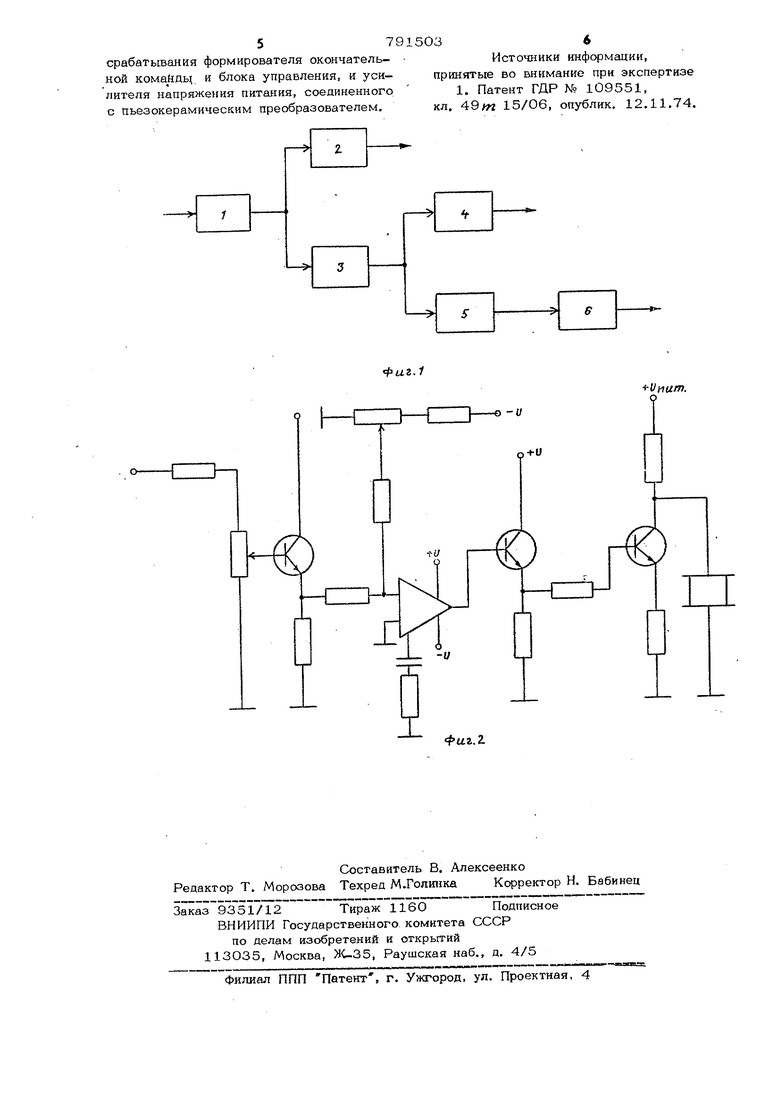
На фиг. 1 изображе}1а блок-схема устройства на фиг.2 - электрическая схема блока управления быстрым отводом управляемой опоры обрабатьшаемой детали..
Устройство состоит из измерительного преобразователя 1, показьшающего прибора 2, порогового устройства 3 формирователя окончательной команды, исполнитель- кого реле 4 окончательной команды, блока 5 у 1равленц5- быстрым отводом управляемой otioi-ib., пьезокерамического иреобразо-вателя 6 малых переМеШений управляемой опоры,
Обрабатглваемая деталь измеряется в процессе Обработки с г(омои.(ыо измерител.ь ного преобразователя J., После соответствующего преобразования информация о текущем размере обрабатываемой детали поступает на показыватощий прибор 2 и на пороговое устройство 3 (юрмнрователя окончательной команды. При достижении обрабатываемой деталью требуемого значения размера происходит срабатывание порогового устройства формирователя окончательной команды прибора активного контроля. Далее сигнал поступает на испо;шк,тельное реле 4 окончательной команды и на вход блока 5 управления быстрым отводом управляемой опоры. С вь1Хода блока 5 сигнал поступает на пьезокерамический преобразователь 6 мальк нереме.- щений управляемой опоры 6.
В 1шчале п юцесса обработки детали ка пъезокеракрлческнй преобразователь 6 иллык перемещений угхравляемой опоры подается снгнал я обрабатьузаекшя деталь смещается Б направлении движения, обеспечивающего процесс резания, на величину {ес:колько большую суммарной величины глубины резания н ynpyriix деформаций. При отработке сигнала, поступившего с блока управления быстрым отводом, управляемая опора совершает обратное мик- роперемещение на ту же величину (происходит мгновенный отскок .обрабатываемой детали от абразивного Kpyi a, процесс резания закончен) за промежуток времени, значительно меньший, чем время отработ- кк прекращения процесса обработки испо/шительным механизмом технологической системы, обеспечивающей возвра и исходное первоначальное положение 1Шструментаи детали. Быс-тродействие снс
темы обеспечивается тем, что привод управляемой опоры выполнен на базе пьезокерамического преобразователя малых перемещений, обладающего стабильным микроперемещеиием, малыми перемещающимися массами, незначительной величшгой постоянной времени.
В приведенной на фиг,2 электрической схеме блока управления быстрьм отводом управляемой опоры, снгнал с прибора активного контроля поДается на согласу ощий каскад, выполненный по схеме, эммитерного повторителя. С согласующего каскада сигнал поступает на регулируемы элемент сравнения, выполненшлй на операционном усилителе, включeIi. но схеме комп-аратора к предназначен ;L.iii для регулировки соотношения моментов срабаты-. вания формирователя окончательной команды и блока управлени.я. С выхода элемента сравнения сигнал поступает на усилитель напряжения. Выход блока нагружаетС.Я пъезокерамическим преобразователем малых перемещений.
Применение данного устройства при врезном бесцентровом, шлифовании на опорах позволяет существенно сократить погрешности размерной обработки деталей, обусловленные динамикой масс привода исполнительного механизма технологической системы, нестабильностью скорости стрема припуска на конечн.ом этапе процесса обработки, вариацией времени срабатывания исполнительного механизма технологической системы.
Ф о р м у л а 15 3 о б р е т е н и я
Система управления- мета.илорежущим станком, содержащая прибор активного контроля размера детали, включающий формирователь окончательной команды, и блок управления перемещением регулируемой опоры с пьезокерамическим преобразователем перемещений, прешшзначенной для взаимодействия с деталью, от - ли чающаяся тем, что, с целью повышения тo шocти обработки, блок управления пошслючен к формирователю окончательной команды и состоит яз последовательно соедш1 енньк согласующего каскада, выполненного на эммитерном повторителе, регулируемого элемепт.а сравнения выполненного на операционном усилителе по схеме компаратора и предназначенного для регулировки соотношения моментов
57915036
срабатывания формирователя окончатель- Источники информации,
ной комайдц и блока управления, и уси-аринятые во внимание при экспертизе
лителя напряжения питания, соединенного 1. Патент ГДР № 109551,
с пьезокерамическим преобразователем.кл, 49т 15/О6, опублик. 12.11.74.
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления металлорежущим станком | 1985 |
|
SU1315237A1 |
| Устройство для формирования команд из высокочастотного амплитудно-модулированного измерительного сигнала для приборов контроля зазора между деталями | 1989 |
|
SU1739187A1 |
| Устройство для контроля периодических перемещений | 1988 |
|
SU1635002A1 |
| Пьезополупроводниковый стабилизатор постоянного напряжения | 1987 |
|
SU1408506A2 |
| Способ управления процессом врезного шлифования | 1982 |
|
SU1144858A1 |
| Устройство для управления шлифовальным станком | 1981 |
|
SU1053067A1 |
| Устройство для активного контроля размеров и выявления неточностей формы обрабатываемых изделий | 1974 |
|
SU526498A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ВЫСОКОПРОЧНЫХ СТАЛЕЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ВЫПОЛНЕНИЯ | 1997 |
|
RU2136470C1 |
| Устройство для автоматического контроля размеров деталей при врезном шлифовании | 1972 |
|
SU567593A1 |
| Устройство для управления шлифовальным станком | 1986 |
|
SU1381433A1 |
