1
Изобретение относится к средствам технологического контроля размеров деталей.
Известно самонастраивающееся устройство для активного контроля, в которо.м осуществляется автоматическая поднастройка уровня окончательной команды по .размерам обработанлы.х деталей, содержащее измер тельную головку с индуктивным датчиком, нодключенный пходо.м к нему усилитель, связанные с выходом усилителя триггерно-релейные группы и адаптивный блок с генератором импульсов. Это устройство характеризуется тем, что поднастройка производится по каждой обработанной детал.и, в аьту чего вероятность ложных подналадок велика (происходит перерегулирование, т. е. дополнительное «раскаЧ|Иваиие процесса).
Целью изобретения является повышение точности, для чего адаптивный блок выполнен в Виде одного иеревероивного шагового искателя, подключенных к его ламелям резисторов, двух реверсивных шаговых искателей с электромагнитами, ламелл первого из них соединены с резисторами нереверсивного niaгоБОго искателя, а ламел.и второго - образуют два СПЛОИ1ПЫХ сегмента, соединенных через электро.магниты первого рввер€:-1виого шагового искателя с генератором импульсов, и счетчика импульсов, связаниого с од11; м из электромагнитов второго реверсивного шагового .искателя и с генератором импульсов.
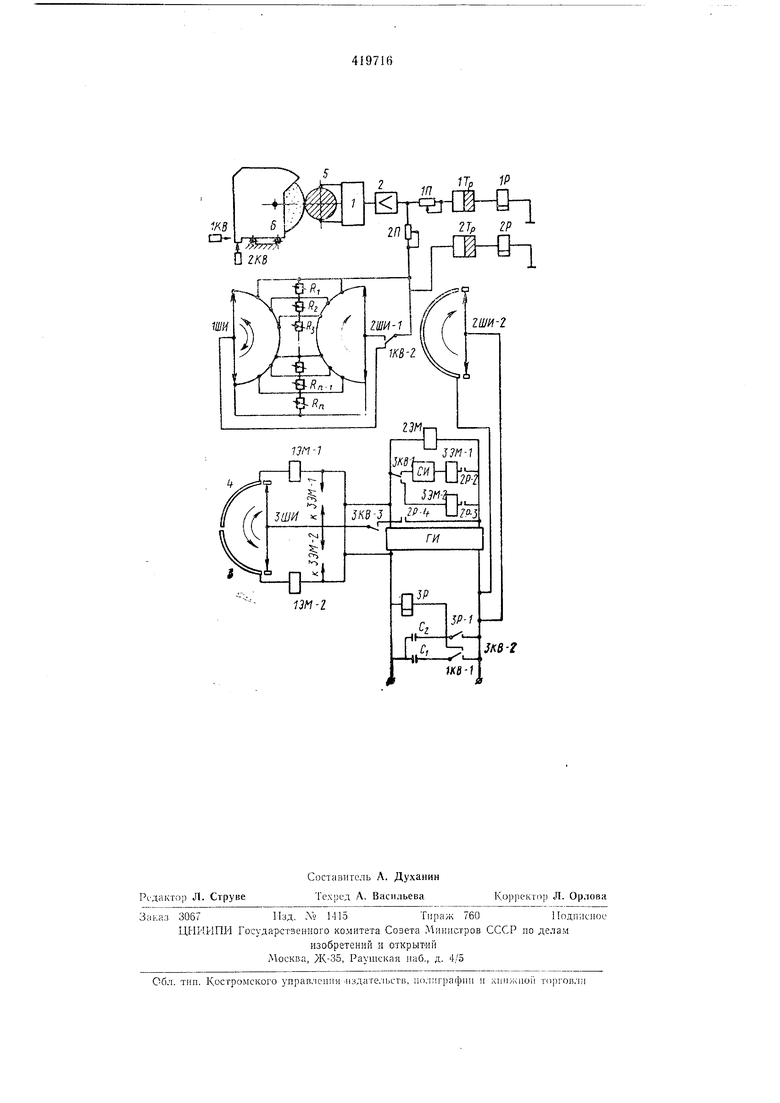
На чертеже представлена схема предлагаемого устройства.
Самонастраивающееся устройство для активного коитроля размеров деталей содержит измерительную голов.ку /, выиолнеиную в виде дву.хкоитактной настольной скобы, с зшдуктивным датчиком, сигнал с которого поступает в усилитель 2. С усил.ителя подается па триггер предварительной команды 1Тр и триггер окончательной команды 2Тр. Срабатывание триггеров вызывает соответственно срабатывание реле предварительной команды IP и реле окончатель;1ой команды 2Р.
Уровень срабатывания триггера 1Тр регулируется потенциометром 2П. Кроме того, уровень срабатыван 1я 2Тр определяется полол ением щеток реверсивНого шагового искателя 1ШИ или шагового искателя 2ШИ-2 ( в зависи.мост)
от иоложен11я контактов конечного выключателя 1KB), к которых присоединены
регулируемые резисторы , R-j,, Л .
Резисторы OTpei-улирозаиы так, что при перемеп1еиии щеток на один шаг уровень ерабатьивания окончательной команды смещается иа ностоянную величину, которая выбирается исходя из услоБий требуемой точиости и характеристик технологического оборудованаш. Устройство содержит генератор и.мпульсов П постоянного напряжешш, который работает прИ замыкании контактов ЗР-1 или прл нахождении щеток на спло-шно-м сегменте 2ШИ-2. При работе ГИ импульсы поступают на элоктромагвит 2ЭЛ1 шагового ;ккателя 2ШИ н электромагниты pCBepcuBiioro uiaroвого искателя ЗШИ: через счетч1ик аьмпуль001В СИ на ЗЭМ-1 или непосредственно на ЗЭМ-2 (в зависимости от положения конта ;тов ЗКВ-1 копечного вьиключателя, срабатываемого при вводе образцовой детали на познцию обработки). Коиструкция счетчика обеспечивает при подаче на его вход к импульсов поступление ЗЗЛ1-1 .импульсов в количестве,
, где /п - чнсло деталей, обра- 15
равном
т
ботанных между лодЕастройками устройства ил1И между пр1авками шлифовального круга (если под1настроЙ ка осуществляется во время П1равки крута). Кроме того, импульсы от ГИ прк соответствующем положе 1ии -контактов ЗКВ-3 и 2Р-4 поступают на электромагниты 15Л1-1 ,илн 3Ai-2 реверсивного шагового искателя ШИ, если щетки ЗШИ находятся, соответственно, «а сплошных сегментах 5 .или 4. Пр) этом ротор ШИ вращается в ту илс1 иную сторону.
Устройство фун цнонирует следуюшлм образом.
При достлл ен. размеров детали 5 уровня настройкн триггера Тр срабатывает реле предварите. 15НОЙ команды Р, щ результате чего умепмпается величина подачи бабки 6 щлнфонал ::ого круга. На заключительнол этане сбработкп расположение контактов 1КВ-2 соответствует чертежу, к потенцнометру 2Г подк.почена ча-сть цепочки резисторов
RI, R-2,, определяе.мая положением
гцеток НИИ. Когда размер детал) достигает уровня настроПки окончательной команды, срабатывает ;)еле 2f, выдавая команду на отвод шлифовального хруга. В процессе движения бабкин 6 в рабочее положение срабатывает конечный гвьш лючатель 2KB -происходит сброс команд. Затем срабатывает конечный выключатель . При этом осуществляется переключение контактов 1/(В-1 и KB-2, л в цепь смещения уровня срабатывания оконча.тельной команды подключается вся цепочка резисторов 1, Rz, R . . . (происходит переключение цепочки резисторов на 2ШИ-1). Кроме того, при переключении контактов KB-l конденсатор Ci разряжается па реле ЗР, контакты ЗР-1 замыкаются, вследствие чего подается питание на генератор импульсов ГИ. Контакты ЗР-1 размыкаются после того, как разрядится конденсатор С, однако напряжение шггания подается на ГИ уже через щетки и сплошпой сегмент 2ШИ-2. ГЬри работе ГИ импульсы поступают па электромагпит 2ЭМ и через счетчик импульсов СИ иа электромагнит ЗЭМ-. В момент движомия щеток 2ШИ обработанная деталь уже не в ращается, поэтому при ее иЗ:Мерен.ии исключается ди1ь1мическая погремииость. При определо;п10.м положении щеток 2ШИ (в зависимости от диаметра обработанной детали) срабатывает реле 2Р, контакты 2Р-2 размыкаются - дпижение щеток ЗШИ прекращаетея. Работа ге1;е)атОра имиульсов ГИ, а следо;вательно, и шагового искателя 2ШИ, продолжается до тех пор, пока щетки пе сойдут со сплошного сегмента 2ШИ-2. Обработанная деталь удаляется с позиции обработки, па котоГОЙ устанавливается заготовка. Пачинается обработка следующей детали. Бабка 6 шлифовального круга движется к рабочей позиции. В процессе ее движения срабатывают конечные выключатели КВ - посредством контактов 1К.В-2 происходит переключение цепочки резисторов RI, , .... на 1ШИ и 2KB, осуществляющий сброс команд.
Аналогично происходит процесс обработки и измерения последующих деталей.
Паличие счетчика и.мпульсов СИ обеспечивает пост иление каждого импульса (т - число деталей между подпастройками устройства) от ГИ на 35М-1 при измерении обработанных деталей, т. е. в то время, когда реле 2Р Находится в состоянии нокоя. Поэтому после обработки последней детали партии в т штук среднее арифметическое диаметров т обработанных деталей определяется числом шагов ЗШИ, которые пройдут его щеткн от нулевого положения (за нулевое считае.м такое положение, когда П1етки не находятся иа сегментах 3 или 4). После обработки и измерения детали иа рабочей позиции устанавливается образцовая деталь, к которой подводится измерителр ная головка / (с целью повын1ения производительности устаиов ку образцовой детали на .измерительную позицию и дальнейшую поднастройку желательно производить во время правки круга). В процессе установки образцовой детали на измерительной позиции оеуществляется сброс команд устройства и срабатываиие конечного выключателя ЗКВ (на чертеже не показан), который своими контактами ЗКВ-2 подключает катущку реле ЗР к конденсатору С2. Происходит кратковременное замыкание контакTOiB ЗР-1, благодаря че.му начинается движение щеток 2ШИ. Протекает процесс, подобный тому, который имел место при измерении диаметров обработанных деталей, отличающ.ийся только тем, что импульсы от ГИ поступают вследствие иереключеп ия коитактов 3/(В-1 не иа счетчик импульсов СИ и далее на ЗЭМ-, а иепосредственио на электромагнит 35Л1-2 через контакты 2Р-3. Вследствие этого направление вращения щеток реверсивного шагового искателя ЗШИ меняется (если, }1апри:мер, П1;-и из-меиенизг обработанных деталей оии вращались по часовой стрелке, то теперь - против). Если размер образцовой детали меньше среднего арифметического диаметро.в обработанных деталей, то к моменту срабатывания реле 2Р П1етк-и ЗШИ находятея иа сегменте 3, причелг разность этих величин определяется числом Hiaro,, которое иредстоит пройти щеткам до нулевой ламе„1И. После ерабатызания реле окончательной команды 2Р импульсы от ГИ продолжают поступать на 39Ai-2, но уже не через конта кты ЗКВ-, а через .контакты 2Р-4 и ЗКВ-3, щетки шагового искателя ЗШИ и сегмент S, пр.и этом начинают подаваться импульсы напряження п на SvTeKTpOMarHHT ЭМ-2 реверсивного шагового искателя ШИ, т. е. начинает осуществляться автоматическая поднастройка устройства активного контроля. При работе IdM-l происходит движен 1е щеток ШИ, вследствие чего уменьшается величина сопротивления цепи смещения уровня окончательной команды. Импульсы лоступают на ЭМ-2 до тех нор, пока щетки ЗШИ не установятся на нулевой ламели, т. е. пока lie будет отработана величина рассогласования между диаметром образцовой детали и средним арифметическим размером обработанных деталей. Когда щетки 2ШИ-2 сойдут со сплошного сектора, прекращается подача питания на генератор импульсов ГИ.
Обработка следующей партии деталей производится уже с новым полонсеиием уровня срабатывания 2Тр.
Если же диаметр образцовой детали больще среднего арифметического размера обработанных деталей, то в момент срабатывания 2Р щетки ЗШР1 пройдут нулевое положение, т. е. будут находиться на сегменте 4. По этой причине после срабатывания реле 2Р импульсы начнут поступать на ЗЭМ-1 и на 1ЭМЛ до тех пор, тюка щетки ЗШИ не остановятся на нулевой ламели. При этом вводится поправка в уровень срабатывания окончательной коман.ды устройства активного контроля с обратным знаком, т. е. величина сопротивления цепи c-MCHitMnui уровня окончательной команды увел ичнзается. После ввода поправки в уровень настройки устройства образцовая деталь удаляется с позиции обработки. При этом 5 нроисходит сброс команд и переключение контактов конечного выключателя ЗКВ.
На рабочей позиции устанавливается заготовка, и цикл обработки следующей партии деталей и измерения диаметров обработанных
0 деталей повторяется. Во время очередной правки шлифовального круга осуществляется следующая лвтоматическая поднастройка устройства, и вновь следует повторение технологического цикла.
5
Предмет изобретена я
Самонастраивающееся устройство для активного контроля размеров деталей, содержащее измерительную головку с 11ндукт)1впым датчиком, иодключениый входом к нему усилитель, связан Ь е с выходом уснлителя триггерно-релейные группы п адаптивпый блок с генератором импульсов, отличающееся тем,
5 что, с целью Бовышения точности, адаптивный блок выполнен в одного нереверсивиого шагового искателя, подключенных к его ламелям резисторов, двух реверсивных шаговых искателей с электромагнитами, ламели первого из ннх соединены с резисторамн нереверСЯ1ВНОГО пшгового нскателя, а ламели второго-- образуют два сплошных сегмента, соединенных через электромагниты первого реверсивного шагового искателя с генератором импульсов, и счетчика импульсов, связанного с
5 одним глз электромагнитов второго реверсивного шагового искателя и с генератором ИМПУЛЬСОВ.
w Д
JA6-f

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения изменения движущего фактора (топливо, пар или вода) на единицу мощности | 1959 |
|
SU125608A1 |
| СПОСОБ ОБЕСПЕЧЕНИЯ ПЕРЕКРЫТИЯ ПРИ КОЛЬЦЕВОЙСВАРКЕ | 1968 |
|
SU210984A1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ ДЕТАЛЕЙ ПРИ ВРЕЗНОМ ШЛИФОВАНИИ | 1970 |
|
SU288589A1 |
| Малоканальная система телеуправления | 1954 |
|
SU124341A1 |
| МОДЕЛИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ПРОГРАММИРОВАНИЯ | 1968 |
|
SU208341A1 |
| Вращающийся шаговый искатель | 1940 |
|
SU66009A1 |
| Устройство для измерения среднего значения КПД энергоустановок | 1960 |
|
SU133096A1 |
| Устройство для контроля параметров электро- и радиотехнических деталей | 1960 |
|
SU133521A1 |
| Проверочный пульт для АТС шаговой системы | 1950 |
|
SU104371A1 |
| Устройство для управления исполнительным органом | 1975 |
|
SU616612A1 |