Известны дистанционные регуляторы тока но сварочному кабелю, содержащие релейную схему с трансформаторным датчиком, включаемым последовательно в сварочную цепь, и чувствительным элементом, выполненным на основе двухобмоточного поляризованного реле, а также переносную приставку с регулируемым сопротивлением. Недостатком регуляторов этого типа является невозможность точной установки сварочного тока на требуемое значение; установка тока осуществляется лишь .приблизительно методом нескольких проб.
Предложенный регулятор отличается от известных тем, что он снабжен потенциометром обратной связи, движок которого механически связан с регулятором сварочного трансформатора, а выход подключен к одной из обмоток Поляризованного реле, другая обмотка которого подключена к выходу трансформаторного датчика. Такое решение позволяет точно установить требуемую величину тока при питании дуги от регулируемых источников переменного напряжения.
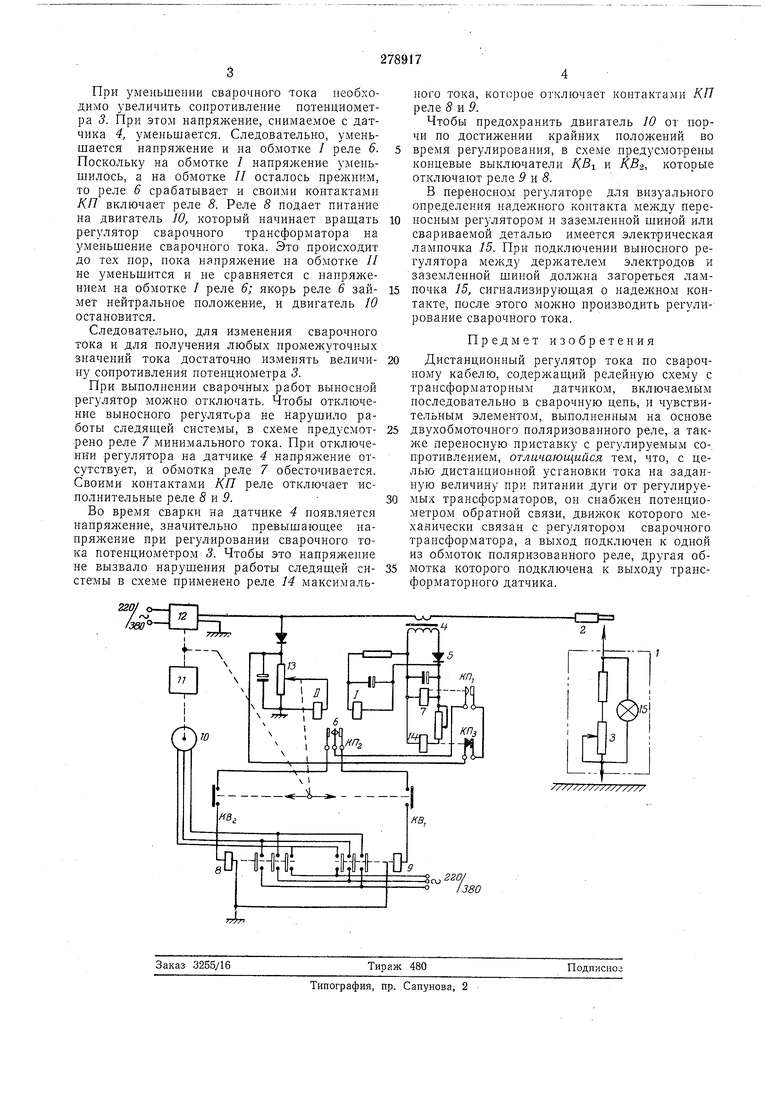
На чертеже схематически изображено описываемое устройство.
Чтобы увеличить сварочный ток, необходимо подключить переносной регулятор / к держателю 2 электродов и потенциометром 3 установки величины сварочного тока установить
на шкале необходимый ток. При этом на вторичной обмотке датчика 4 появляется напряжение, которое через выпрямитель 5 поступает на обмотку / поляризованного реле 6, которое выполняет роль чувствительного элемента. Кроме того, напрялсение поступает на реле 7 мииимального тока, которое срабатывает и своими контактами КП подготовляет цепь питания реле S и 5. Реле 6 срабатывает
и своими контактами КП подает питание на реле 9, которое включит исполнительный двигатель 10. Двигатель 10 через редуктор 11 начинает вращать регулятор сварочного трансформатора 12 на увеличение сварочного
тока. С регулятором сварочного трансформатора механически связан движок потенциометра 13 обратной связи, который поворачивается по мере врашеиия регулятора. С потенциометра напряжение поступает на компенсирующую обмотку // реле 6.
Двигатель 10 вращается до тех пор, пока напряжение на обмотке // не сравняется с напряжением на обмотке реле 6. Как только 1анряжения станут равными, якорь реле 6
занимает нейтральное положение и обесточивает реле 9; двигатель 10 останавливается. Это соответствует исполнению заданной команды, т. е. увеличению сварочного тока согласно установленной величиие сопротивлепри уменьшении сварочного тока необходимо увеличить сопротивление потенциометра 3. При этом напрял ение, снимаемое с датчика 4, уменьшается. Следовательно, уменьшается напряжение и на обмотке / реле 6. Поскольку на обмотке / напряжение уменьшилось, а на обмотке // осталось прежним, то реле 6 срабатывает и своими контактами /Ш включает реле 8. Реле 8 подает питание на двигатель 10, который начинает вращать регулятор сварочного трансформатора на уменьшение сварочного тока. Это происходит до тех пор, пока напряжение на обмотке // не уменьшится н не сравняется с напряжением на обмотке / реле 6; якорь реле 6 займет нейтральное положение, и двигатель 10 остановится. Следовательно, для изменения сварочного тока и для получения любых нр01межуточных значений тока достаточно изменять величину сопротивления потенциометра 3. При выполнении сварочных работ выносной регулятор можно отключать. Чтобы отключение выносного регулятора не нарушило работы следяндей системы, в схеме предусмотрено реле 7 минимального тока. При отключении регулятора на датчике 4 напряжение отсутствует, и обмотка реле 7 обесточивается. Своими контактами КП реле отключает исполнительные реле S и 5. Во время сварки на датчике 4 появляется напряжение, значительно превышающее напряжение при регулировании сварочного тока потенциометром 5. Чтобы это напряжение не вызвало нарушения работы следящей системы в схеме применено реле 14 максималь20/ о
Z20i
7
/зво°- ного тока, которое отключает контактами КП реле S и Р. Чтобы предохранить двигатель 10 от порчи по достижении крайних положений во время регулирования, в схеме предусмотрены концевые выключатели /(Bi и /CSg, которые отключают реле Р и 5. В переносном регуляторе для визуального определения надежного контакта меладу переносным регулятором и заземленной щиной или свариваемой деталью имеется электрическая лампочка 15. При подключении выносного регулятора между держателем электродов и заземленной шиной должна загореться лампочка 15, сигнализирующая о надежном контакте, после этого можно производить регулирование сварочного тока. Предмет изобретения Дистанционный регулятор тока по сварочному кабелю, содержащий релейную схему с трансформаторным датчиком, включаемым последовательно в сварочную цепь, и чувствительным элементом, выполненным на основе двухобмоточного поляризованного реле, а также переносную приставку с регулируемым со-, противлением, отличающийся тем, что, с целью дистанционной усгановки тока на заданную величину при питании дуги от регулируемых трансформаторов, он снабжен потенциометром обратной связи, движок которого механически связан с регулятором сварочного трансформатора, а выход подключен к одной из обмоток поляризованного реле, другая обмотка которого подключена к выходу трансформаторного датчика.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
| УСТРОЙСТВО для УПРАВЛЕНИЯ ПЛАВНЫМ ТОРМОЖЕНИЕМ ПОДЪЕМНОЙ УСТАНОВКИ | 1966 |
|
SU185379A1 |
| УСТРОЙСТВО КОНТРОЛЯ ПЛОТНОСТИ ПРИЛЕГАНИЯ ОСТРЯКОВ К РАМНЫМ РЕЛЬСАМ | 2022 |
|
RU2778171C1 |
| ДВУХПОЗИЦИОННОЕ РЕГУЛИРУЮЩЕЕ УСТРОЙСТВО | 1966 |
|
SU214639A1 |
| Устройство для дистанционного регулирования сварочного тока | 1976 |
|
SU662292A1 |
| Сварочное устройство с дистанционным управлением | 1972 |
|
SU454973A1 |
| СПОСОБ ФОРМИРОВАНИЯ ВНЕШНИХ ХАРАКТЕРИСТИК СВАРОЧНЫХ ГЕНЕРАТОРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2229365C2 |
| Экстремальный регулятор | 1960 |
|
SU135940A1 |
| Устройство для защиты реверсивного тиристорного электропривода постоянного тока | 1983 |
|
SU1100683A1 |
| СЛЕДЯЩЕЕ УСТРОЙСТВО | 1971 |
|
SU302690A1 |
