Известен способ обработки ведущих и ведомых винтов гидравлических насосов, по которому винтовую поверхность прорезают профильной фрезой, затем производят чистовую обработку особым резцом методом обкаточкого долбления с по следу юпл,им снятием кромки на ведомых винтах на специальном шлифовальном станке. Для достижения нужной точности после механической обработки производят прикатку комплектов винтов с абразивом иа специальном приспособлении.
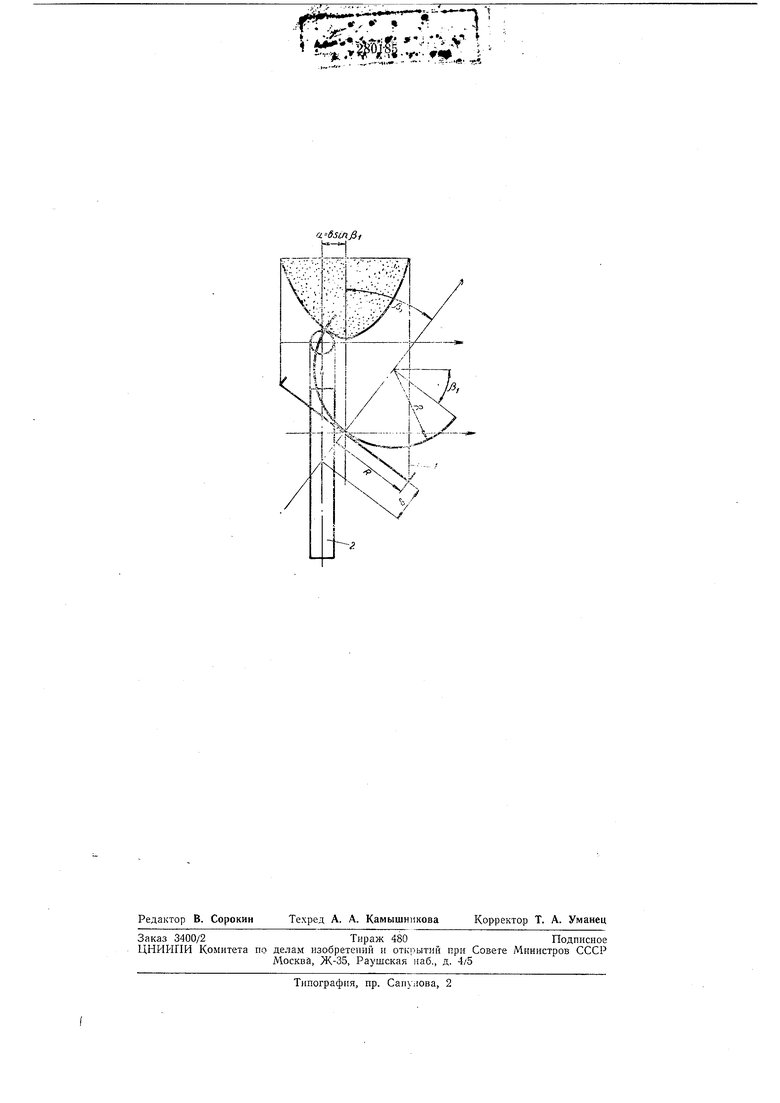
Согласно предложению деталь обрабатывают последовательно дисковой фрезой и шлифовальным кругом; при этом ось инструмент; смешается по отношению к оси обрабатываемого винта на величину
a 6-sinpi,
где b - смещение фрезы вдоль ее оси; j3i - угол между осями фрезы и обрабатываемо : детали (винта).
При осуществлении способа увеличивается производительность и точность обработки.
Сущность изобретения поясняется чертежом, на котором изображена схема установки инструмента по отношению к вииту, осуществляемая предложенным способом.
щают по отношению к оси обрабатываемого винта 2 на величину a 6-sinpi. При этол следует учесть, что радиус инструмента R, его смешение и угол разворота pi связаны между собой определенной зависимостью, но эта зависимость не налагает жестких условий на конструктивные размеры инструмента и точность установки.
Предлагаемый способ нарезания винтов насосов базируется на применении дисковых трехсторонних фрез или шлифовальных кругов, у-которых режушие кромки расположены в торцовом сечении по окружности.
Предмет и з о б р е т е и и я
Способ обработки винтовых поверхностей с циклоидальным профилем, отличающийся тем, что, с целью повышения производительности и точности, обработку ведут дисковой фрезой или шлифовальным кругом, профилирующая часть которых распололсена на пересечении торца и периферийного участка инструмента, ось которого устанавливают по отношению к оси обрабатываемой детали в положение, оиределяемое зависимостью смеП1.ения инструмента вдоль его оси и углом скрещивания, образуемым осями инструмента и обрабатываемой детали.
.. л 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ВИНТОВ ГЕРОТОРНЫХ ВИНТОВЫХ НАСОСОВ | 2001 |
|
RU2209129C1 |
| Способ обработки винтовых поверхностей ведомых винтов насосов | 1988 |
|
SU1683900A1 |
| ДИСКОВЫЙ ОДНОНИТОЧНЫЙ КРУГ ДЛЯ ШЛИФОВАНИЯ ВИНТОВ | 1999 |
|
RU2170655C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| СПОСОБ ОБРАБОТКИ ВИНТОВЫХ КАНАВОК | 1973 |
|
SU374152A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306199C1 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ ДИСКОВЫМ ОДНОНИТОЧНЫМ ШЛИФОВАЛЬНЫМ КРУГОМ | 1999 |
|
RU2176179C2 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306200C1 |
fiSsin t
