Изобретение относится к изготовлению абразивных инструментов и может быть использовано при финишной абразивной обработке винтовых поверхностей точных винтов, например, винтов винтовых насосов преимущественно с большим углом подъема витков с использованием метода бегущего локального контакта труднообрабатываемых материалов.
Известен однониточный шлифовальный круг, служащий для окончательного резьбошлифования, который устанавливается под углом, равным углу подъема резьбы, и вращается в одном направлении с изделием для наружных резьб и в противоположном - для внутренних резьб [1].
Недостаток однониточного шлифовального круга заключается в большой трудоемкости процесса абразивной обработки, который требует специального оборудования, и низкой производительности, которая связана с невысокой размерной стойкостью кругов, ведущей к снижению точности и быстрой потере режущих свойств.
Наиболее близким по технической сущности и достигаемому результату является однониточный шлифовальный круг, служащий для окончательного резьбошлифования, который устанавливается под углом, равным углу подъема резьбы, и вращается в одном направлении с изделием для наружных резьб и в противоположном - для внутренних резьб [2]. Продольная подача осуществляется поступательным движением изделия вдоль шлифуемой резьбы относительно шлифовального круга. Поперечная подача круга на глубину шлифования производится на ход стола, при этом искажение профиля получается значительно меньше, чем при обработке многониточными кругами.
Недостаток однониточного шлифовального круга заключается в большой трудоемкости процесса абразивной обработки, который требует специального оборудования, и низкой производительности, которая связана с невысокой размерной стойкостью кругов, ведущей к снижению точности и быстрой потере режущих свойств.
Кроме того, известные однониточные круги не позволяют интенсифицировать режимы резания, так как мелкозернистые круги, рекомендуемые для получения минимальной шероховатости, при интенсивных режимах дают прижоги.
Слишком твердый традиционный однониточный круг быстро засаливается, слишком мягкий - быстро изнашивается, что влияет на точность изготовления винта.
Задачей изобретения является повышение стойкости и улучшение эксплуатационных показателей инструмента, а именно виброустойчивости, прочности, позволяющие вести обработку с использованием всей периферийной рабочей части круга, повышение качества, производительности и точности обработки за счет использования более твердого и менее зернистого дискового однониточного шлифовального круга с аксиально-смещенным режущим слоем, т.е. наклоненного под острым углом к плоскости, перпендикулярной оси вращения круга, и устранения подрезания витков винта, а также расширение технологических возможностей и номенклатуры обрабатываемых деталей.
Поставленная задача решается с помощью предлагаемого дискового однониточного круга для шлифования винтов, имеющего прямой профиль и установленного на шпинделе, при этом он снабжен косыми шайбами, расположенными по две с каждого торца круга, выполненного высотой, равной половине шага шлифуемого винта, причем круг установлен на шпинделе под острым углом к плоскости, перпендикулярной оси его вращения, с образованием периферийного аксиально-смещенного режущего слоя и обеспечением ширины зоны шлифования, равной шагу винта, а угол между торцами каждой косой шайбы выбран по формуле
αш = 0,5 arctg {[t•cos(arctg[t/(2D)])-0,5t]/Dи min},
где t - шаг винта;
D - делительный диаметр винта;
Dи min - наружный диаметр максимально изношенного шлифовального круга.
Наряду с этим дисковый однониточный круг предназначен для шлифования винтов винтовых насосов.
Сущность предлагаемой конструкции дискового однониточного круга для шлифования винтов поясняется чертежами.
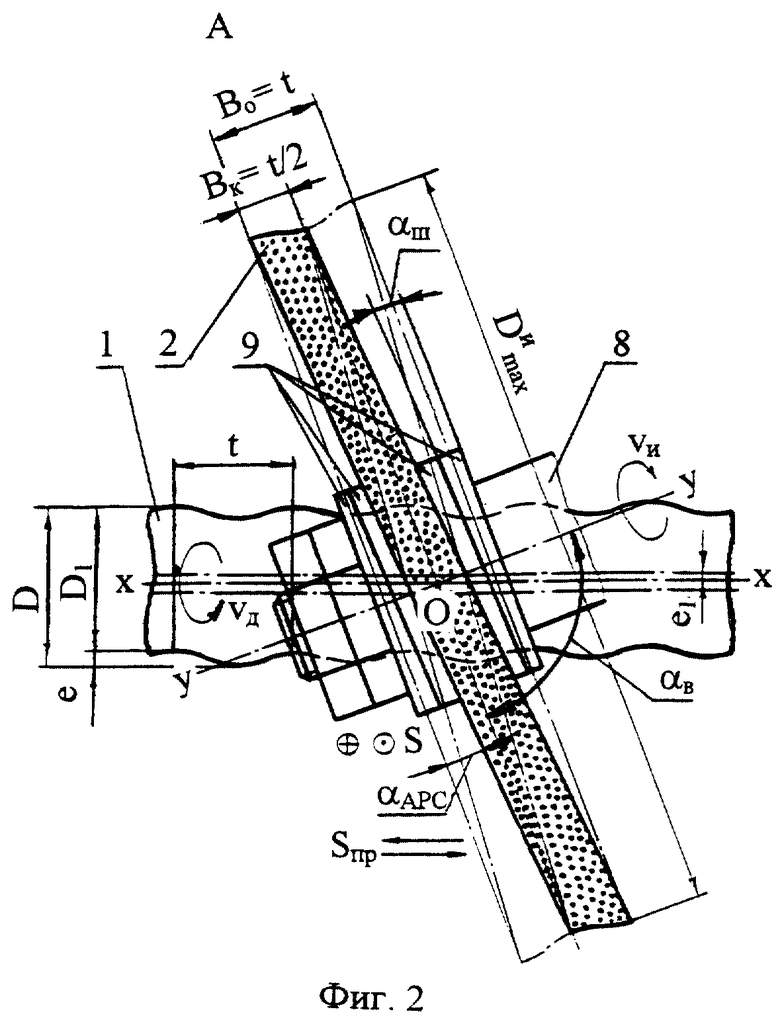
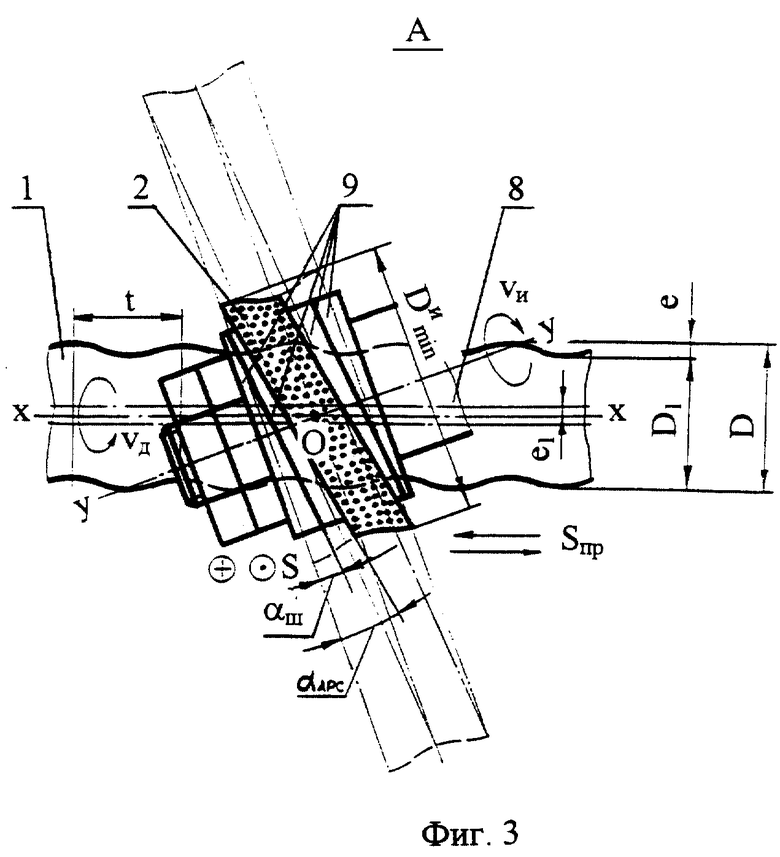
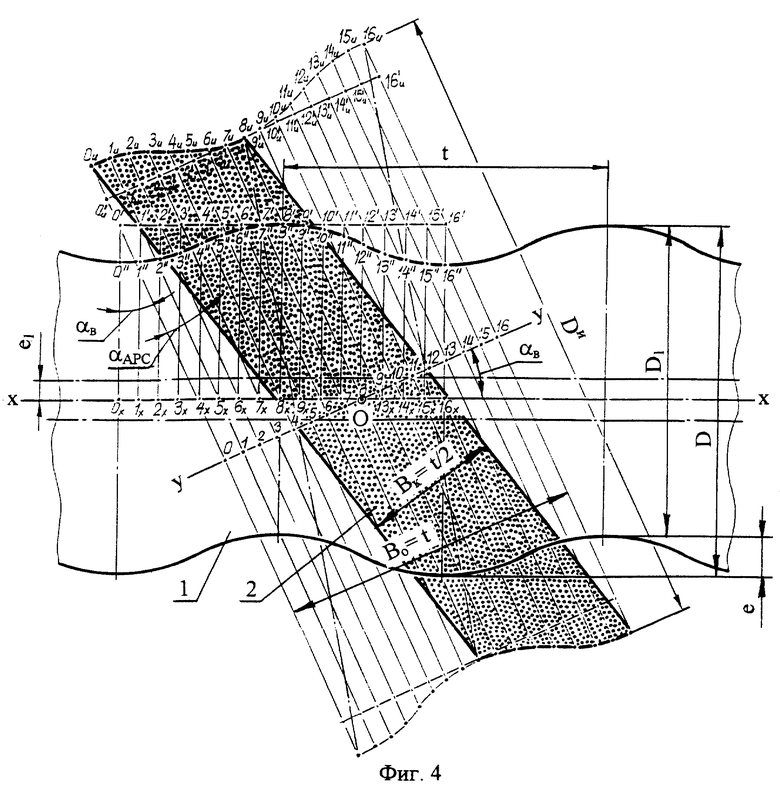
На фиг. 1 приведена схема обработки предлагаемым дисковым однониточным кругом с установкой детали - винт винтового насоса в патроне и на заднем центре, вид сверху; на фиг. 2 приведена конструкция круга и его крепление на шпинделе, вид по A на фиг. 1, вид спереди с новым максимальным наружным диаметром Dи max шлифовального круга; на фиг. 3 - вид по A на фиг. 1, вид спереди с максимально изношенным наружным диаметром Dи min шлифовального круга; на фиг. 4 - графическое профилирование дискового однониточного круга для шлифования винта левого Н41.1016.01.001 винтового насоса ЭВН5-25-1500.
Для окончательной финишной абразивной обработки винтов 1 (например, винтов винтовых насосов ЭВН5-25-1500, имеющих профиль и размеры D, D1, t, e, e1, показанных на чертежах) предлагается дисковый однониточный шлифовальный круг 2 формы ПП. Шлифовальный круг 2 устанавливается под углом, равным углу подъема резьбы, и вращается в противоположном направлении с изделием. Продольная подача, равная шагу винта, осуществляется поступательным движением шлифовального круга вдоль шлифуемого винта. Поперечная подача круга на глубину шлифования производится на ход стола.
Обрабатываемую заготовку - винт 1 закрепляют в патроне 3 шпинделя 4 бабки 5, например токарного станка, имеющего на суппорте шлифовальную головку с индивидуальным приводом (не показаны), и поджимают центром 6 задней бабки 7.
На шпинделе 8 (фиг. 2), повернутом относительно оси заготовки на угол αв наклона витка обрабатываемого винта, шлифовальной головки (не показана) с помощью косых шайб 9, установленных с каждого торца по две штуке, закреплен под острым углом αAPC к плоскости, перпендикулярной оси вращения круга, дисковый однониточный шлифовальный круг 2.
Высоту круга берут равной половине шага t обрабатываемого винта 1. Угол αAPC установки круга 2 на шпинделе 8 определяют из условия
αAPC= arctg[(t•cosαв-0,5t)/Dи],
где αв = arctg [t/(2D)] - угол подъема витка обрабатываемого винта;
t - шаг винта;
D - делительный диаметр винта;
Dи - наружный диаметр инструмента - шлифовального круга.
При этом угол между торцами косых шайб определяют по формуле
αш = 0,5 arctg {[(t•cos (arctg[t/(2D)]) - 0,5 t]/Dи min},
где Dи min - наружный диаметр максимально изношенного инструмента - шлифовального круга.
Благодаря развороту круга на дополнительный угол αAPC периферийная режущая поверхность его будет осциллировать, захватывая зону резания В0=t, в два раза большую, чем высота круга Вк= t/2. Больше того, осциллирующая зона резания, оставляя синусоидальный след на обрабатываемой поверхности, позволяет прерывать резание для некоторых поперечных сечений обрабатываемой детали, давая возможность снизить теплонапряженность процесса резания. Таким образом, круг позволяет использовать преимущества прерывистого резания при непрерывном шлифовании.
Предлагаемые конструкция и установка круга положительно влияют на выбор характеристики круга. Если мелкие резьбы при традиционном шлифовании нарезают обычно кругами с меньшей зернистостью, чем резьбы с крупным шагом, так как с помощью мелкозернистых кругов получается менее шероховатая поверхность резьбы, но они менее производительные, чем крупнозернистые, и при интенсивных режимах резания могут дать прижоги, то применяя предлагаемый круг, благодаря осцилляции аксиально-смещенного режущего слоя его, появляется возможность использовать мелкозернистые круги для шлифования винтов с крупным шагом на интенсивных режимах резания, гарантируя бесприжоговость шлифования, менее шероховатую поверхность и высокую производительность.
Графическое профилирование дискового однониточного шлифовального круга, предназначенного для отделочной абразивной обработки винтов винтовых насосов, приведено на фиг. 4.
Через ось вращения инструмента y-y, проведенную под углом αв к оси винта в точке О, на участке длиной (2 cosαв/t) влево и вправо от точки О проведен ряд секущих плоскостей 0-16 и найдены точки пересечения 01-161 с образующей, проведенной через вершины выступов винтовой поверхности винта. На перпендикулярах 01-0х. ..161-16х, опущенных на ось х-х, участки 01-011...161-1611 будут представлять собой истинную величину перепадов диаметров круга в сечении 0-16.
Выбрав номинальный наружный диметр шлифовального круга, откладывают перепад полученных перпендикуляров 0и - 0и 1...16и-16и 1 и получают истинный профиль наружной режущей поверхности традиционного резьбошлифовального круга 2. Для того чтобы получить предлагаемый дисковый однониточный круг, его необходимо взять высотой, равной половине шага шлифуемого винта, установить под острым углом αAPC (см. выше) к плоскости, перпендикулярной оси вращения круга, и спрофилировать.
Профилирование шлифовального круга осуществляют, например, путем накатывания соответствующего профиля (полученного, например, графически: кривая 0и. ..16и) впадины и выступа стальным роликом. Ролик для накатывания изготовляют из закаленной стали, подвижно крепят на оси, которую закрепляют, например в нашем случае, в патроне 3 токарного станка. На нем нарезана впадина и выступ соответствующего профиля. На рабочей поверхности ролика прорезаны пересекающие впадину и выступ спиральные пазы с неравномерным шагом. При накатывании круг приводится в медленное вращение, благодаря чему круг заставляет вращаться ролик. Выступы ролика постепенно выкрашивают на поверхности круга выступ и впадину.
Правку круга производят тем же роликом.
При традиционном шлифовании винтов однониточными кругами слишком твердые круги быстро засаливаются, слишком мягкие - быстро изнашиваются, что отрицательно влияет на точность изготовления винтов.
Предлагаемый круг с аксиально-смещенным режущим слоем, способствующий самозатачиванию инструмента и большему периоду стойкости между переточками, повышает точность, качество, производительность изготовления винтов и сокращает расход абразива.
По мере износа и правки круга его наружный диаметр уменьшается и не будет захватывать необходимую ширину шлифования В0=t, поэтому необходимо с каждой переточкой и правкой круга увеличивать его угол αAPC наклона относительно плоскости, перпендикулярной оси вращения. Это увеличение можно осуществлять с помощью двух косых шайб 9, которые установлены с каждого торца круга, путем их взаимного разворота друг относительно друга на некоторый угол.
Благодаря применению предлагаемого дискового однониточного шлифовального круга для абразивной обработки винтовых поверхностей винтов улучшилось качество, повысилась производительность обработки за счет использования круга с аксиально-смещенным режущим слоем, менее зернистого, более твердого, уменьшился расход абразива, а также расширились технологические возможности и номенклатура обрабатываемых деталей, повысилась стойкость и улучшились эксплуатационные показатели по виброустойчивости и прочности инструмента.
Источники информации
1. Справочник шлифовщика/Л.М. Кожуро, А.А. Панов, Э.И. Ремизовский, П.С. Чистосердов; Под общ. ред. П.С. Чистосердова. - Мн.: Выш. школа, 1981.- С. 59-60.
2. Технология машиностроения (специальная часть): Учебник для машиностроительных специальностей вузов/А.А. Гусев, Е.Р. Ковальчук, И.М. Колесов и др.- М.: Машиностроение, 1986.- С 317-320 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ ДИСКОВЫМ ОДНОНИТОЧНЫМ ШЛИФОВАЛЬНЫМ КРУГОМ | 1999 |
|
RU2176179C2 |
| СБОРНЫЙ МНОГОНИТОЧНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167759C1 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ МНОГОНИТОЧНЫМ КРУГОМ | 1999 |
|
RU2165340C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ВИНТОВ | 1999 |
|
RU2167748C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2004 |
|
RU2261788C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОГО ПОНИЖАЮЩЕГО ТЕМПЕРАТУРУ ШЛИФОВАНИЯ | 2001 |
|
RU2199429C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2146599C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1998 |
|
RU2146587C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ С РАДИАЛЬНЫМИ ОТВЕРСТИЯМИ И АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2001 |
|
RU2190517C1 |
| СБОРНЫЙ ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2200083C1 |
Изобретение относится к изготовлению абразивных инструментов и может быть использовано при финишной абразивной обработке винтовых поверхностей точных винтов, например винтов винтовых насосов преимущественно с большим углом подъема витков с использованием метода бегущего локального контакта труднообрабатываемых материалов. Дисковый однониточный круг, имеющий прямой профиль и выполненный высотой, равной половине шага обрабатываемого винта, устанавливают под острым углом αAPC к плоскости, перпендикулярной к оси вращения круга с помощью косых шайб. Последние устанавливают по две с каждого торца круга. Разворот круга на такой угол с образованием аксиaльно-смещенного режущего слоя обеспечивает осцилляцию периферийной режущей поверхности круга, что позволяет захватывать зону резания, равную шагу винта и прерывать резание для некоторых поперечных сечений обрабатываемой детали. Приведена зависимость для выбора угла между торцами каждой косой шайбы. Использование такой конструкции ведет к повышению стойкости, виброустойчивости и прочности инструмента, повышению производительности обработки. 1 з.п.ф-лы, 4 ил.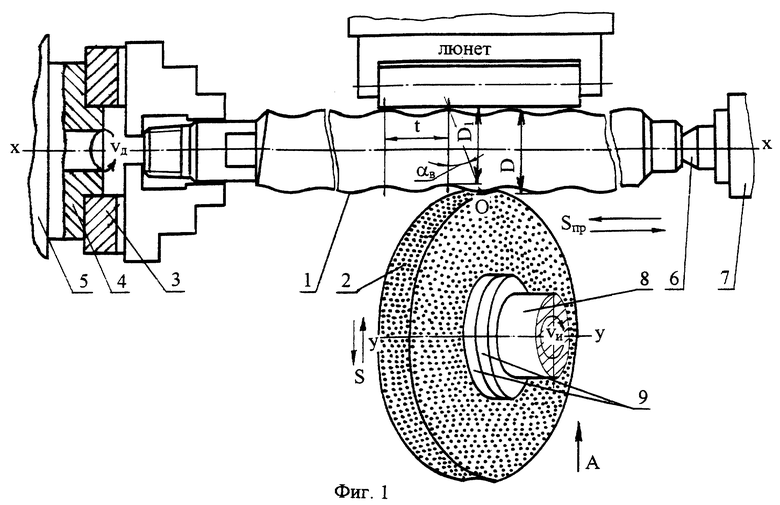
αш = 0,5 arc tg{[t•soc(arc tg[t/(2D)])-0,5 t]/Dmin и},
где t - шаг винта;
D - делительный диаметр винта;
Dmin и - наружный диаметр максимально изношенного шлифовального круга.
| ГУСЕВ А.А | |||
| и др | |||
| Технология машиностроения (специальная часть)/Учебник для машиностроительных специальностей вузов | |||
| - М.: Машиностроение, 1986, с.317 - 320 | |||
| В^сСОЮСНАЯ ПАТЕНТНО-ЕШггГиСНай | 0 |
|
SU368992A1 |
| Способ шлифования винтовых поверхностей по методу обкатки | 1972 |
|
SU500031A1 |
| Способ обработки резьбы | 1986 |
|
SU1440634A1 |
| DE 3516619 А1, 21.11.1985 | |||
| Продольный конвейер | 1988 |
|
SU1546382A1 |
