Изобретение относится к штамнам для правки растяжением коробчатых деталей прямоугольной формы, изготовленных глубокой вытяжкой из листового материала и широко применяемых в машиностроении, приборостроении и радиоэлектрике. Такие детали после вытяжки имеют неплоские (обычно вогнутые) стенки и выпуклое дно, что резко ухудшает их качество и вынуждает вводить операцию.
Р1звестны штамны для правки растяжением коробчатых деталей из листового материала, имеющих прямоугольное сечение, содержаш,ие верхнюю и нижнюю плиты, а также установленные с возможностью относительного осевого иеремеш,ения в вертикальном направлении разжимной пуансон, состоящий из четырех секций, и обхватываемую им оправку в виде пирамиды, размеры которой в плане пропорциональны размерам обрабатываемой детали.
Отличие предложенного штампа заключается в том, что онравка закреплена на нижней плите и имеет поперечное сечение в виде ромба, стороны которого перпендикулярны соответствующим диагоналям пуансона, а пуансон смонтирован на промежуточной плите, установлешюй на нижней плите с возможностью вертикального неремешения, осуществляемого при воздействии на него через дпо обрабатываемой детали верхней плиты штампа.
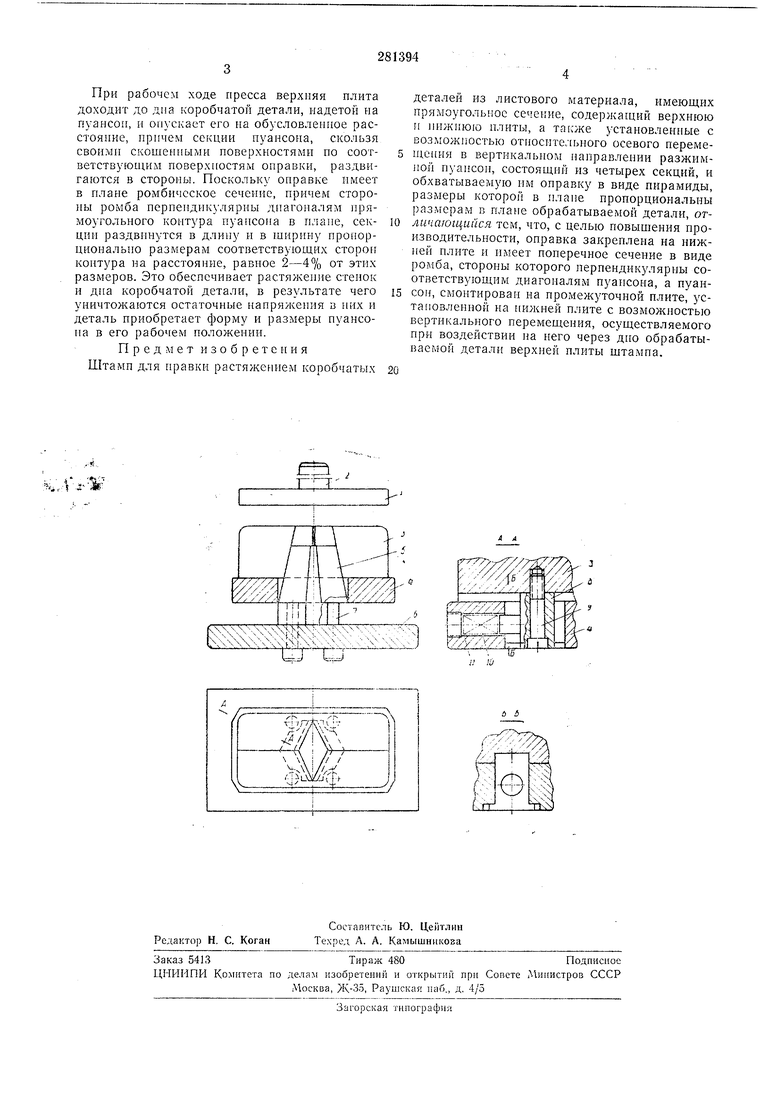
вид спереди (частично в разрезе), и его нилсняя часть, вид сверху.
Штамп состоит из верхней плиты 1 с хвостовиком 2, разл имного секторного пуансона 3, состоящего из четырех секций и смонтированного на подвижной нромежуточной плите 4, оиравки 5, прикрепленной к нижней плите 6, и проходящих через нее толкателей 7, передающих иа плиту 4 усилие буферного устройства
(на чертеже не ноказано). В плите 4 имеется четыре прямоугольных отверстия, в каждом из которых сидит колодка 8, прикреплеиная к соответствующей секции иуансона 3 винтом 9, нрнчем верхняя часть колодки плотно вставлена в наз сектора пуансона. Боковой выступ колодки 8 входит в горизонтальное отверстие в нлите 4, где находится пружина 10, подтянутая резьбовой пробкой //.
Штамп работает следующим образом.
До начала рабочего хода ползупа пресса плита 1 находится над верхней плоскостью пуансона на расстоянии, достаточном для беснренятственного надевания и съема с него детали, нодлежащей правке. Пуансон 3 и плита
4 находятся в верхнем положении, как показано иа фиг. 1, а секции пуаисоиа сближены между собой под действием оружии 10. Контур пуансона в плане в этом положении имеет размеры, несколько меньшие внутренних разПри рабочем ходе пресса верхняя плита доходит до дна коробчатой детали, надетой на пуансон, и онускает его на обусловленное расстояние, причем секции пуансона, скользя своими скошенными новерхностями по соответствующим поверхностям оправки, раздвигаются в стороны. Поскольку оправке имеет в плане ромбическое сечеиие, причем стороны ромба перпендикулярны диагоналям прямоугольного коитура пуансона в плане, секции раздвинутся в длину и в ширину пропорцнональио размерам соответствующих сторон контура на расстояние, равное 2-4% от этнх размеров. Это обеспечивает растяжение стеиок и дна коробчатой детали, в результате чего уничтожаются остаточные напряжения в них и деталь приобретает форму и размеры пуансона в его рабочем положении.
Предмет изобретения
Штамп для правки растяжением коробчатых
деталей из листового материала, имеющих прямоугольное сечение, содержащий верхнюю н нижнюю плиты, а также установленные с возможностью относительного осевого перемещсния в вертикальном направлении разжимiioii пуансон, состоящий из четырех секций, и обхватываемую им оправку в виде пирамиды, размеры которой в плане пропорциональиы размерам в плане обрабатываемой детали, отличающийся тем, что, с целью повышения производительности, оправка закреплена на нижней и имеет поперечное сечение в виде ромба, стороны которого перпендикулярны соответствующим диагоналям пуансона, а пуансон, смонтирован на промежуточной плите, устаповленной на нижней плите с возмолаюстью вертикального перемещения, осуществляемого при воздействии на пего через дно обрабатываемой детали верхней плиты штампа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ КОРОБЧАТОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2013 |
|
RU2545863C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ, ФОРМОВКИ И ПРАВКИ ДЕТАЛИ С РЕБРАМИ ЖЕСТКОСТИ (ВАРИАНТЫ) | 2013 |
|
RU2545875C2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2011 |
|
RU2502575C2 |
| Пресс для глубокой вытяжки листовых деталей | 2015 |
|
RU2619421C2 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ КОЛЬЦЕВЫХ ДЕТАЛЕЙ | 1999 |
|
RU2163175C1 |
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ПАЗОВ В ЛИСТОВЫХ ДЕТАЛЯХ | 1971 |
|
SU426731A1 |
| Штамп для деформирования кольцевых заготовок | 1985 |
|
SU1310078A1 |
| ГИБКИ ДЕТАЛЕЙ ТИПА КОЛЕЦ, ВТУЛОК | 1970 |
|
SU278613A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ С РАСТЯЖЕНИЕМ КУЗОВНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2086332C1 |
.
..;.л .- Шjzrz-
А л
