Изобретение относится к технологии восстановления кольцевых осесимметричных деталей пластической деформацией путем внедрения в изношенную деталь инструмента определенной конфигурации.
Известно устройство для восстановления деталей, например, линейного измерительного инструмента путем направленной размерной объемной вытяжки (1). Устройство содержит корпус с крышкой, бойки, винт ограничитель.
Известен штамп для правки-калибровки кольцевых деталей, содержащий нижнюю плиту с опорным кольцом и расположенными вокруг него секциями матрицы и верхнюю плиту, несущую центральный клин в виде усеченной пирамиды, на боковых сторонах которой посредством шпонок размещены с возможностью перемещения внутренние секции пуансона, а на малом основании жестко закреплено удерживающее кольцо, причем со стороны большого основания пирамиды на секциях пуансона свободно установлено уравновешивающее кольцо, и снабженный неподвижно смонтированным на верхней плите монтажным кольцом и жестко связанными с последним дополнительными внешними секциями пуансона, а также вставками, закрепленными на внутренних секциях пуансона (2).
Известен также штамп для восстановления зубчатых колес, содержащий верхнюю и нижнюю плиты с установленными на них верхним и нижним пуансоном с рабочими поверхностями и секционной матрицей с полостью, а также оправку, при этом торцевая и часть боковой поверхности полости матрицы образованы поверхностями, расположенными с охватом зоны износа зубьев по длине двух конусов, основания которых обращены к нижнему пуансону, а рабочая поверхность нижнего пуансона образована поверхностями двух сопряженных между собой конусов, наружный из которых расположен с охватом зубьев (3).
Наиболее близким по технической сущности и достигаемому эффекту является штамп для восстановления цилиндрических зубчатых колес, содержащий пуансон и матрицу, на рабочих поверхностях которых, обращенных одна к другой, выполнены кольцевые выступы, а также оправку, при этом торцевая поверхность зубчатой части матрицы со стороны пуансона выполнена скошенной в направлении от основания зубьев к их вершине, а кольцевые выступы пуансона и матрицы смещены один относительно другого и выполнены в соотношении d>d1; h>h1, где d - диаметр выступа пуансона, d1 - диаметр выступа матрицы; h - высота выступа пуансона, h1 - высота выступа матрицы (4).
Недостатком известного штампа является низкое качество восстанавливаемых деталей из-за неравномерного формирования восстанавливаемой поверхности детали, а также невозможность восстановления деталей, имеющих сквозные отверстия и большие полости.
Задачей предлагаемого изобретения является повышение качества восстанавливаемых деталей за счет равномерного формирования восстанавливаемой поверхности детали и расширение их номенклатуры.
Для этого в известном штампе, содержащем верхнюю и нижнюю плиты, с установленными на них матрицей и пуансоном с рабочими поверхностями, обращенными друг к другу и имеющими деформирующую и формообразующие части, выталкиватель, рабочие поверхности деформирующих частей матрицы и пуансона выполнены в виде кольцевого зуба с наклонной гранью, направленной в сторону изношенной поверхности детали, а их формообразующие части выполнены с образованием конуса для придания формы и размеров, при этом на нижней и верхней плитах за их деформирующими частями установлены прижимные кольца, контактная поверхность которых выполнена шероховатой.
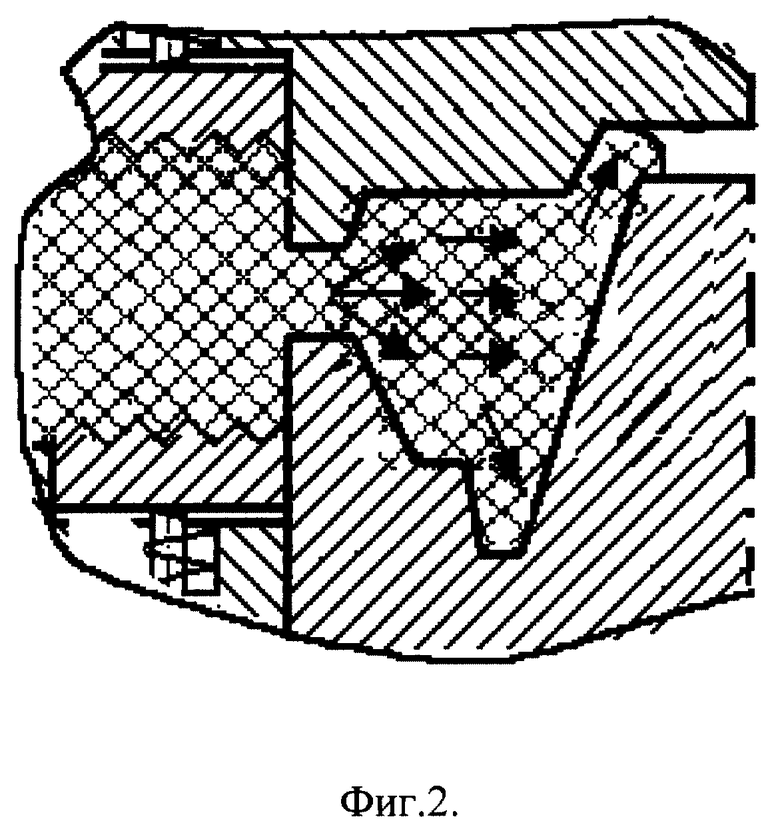
На фиг. 1 представлена схема штампа для восстановления осесимметричных деталей (цилиндрических поверхностей);
На фиг. 2 - схема заполнения металлом штампа (для восстановления конических поверхностей).
Штамп содержит верхнюю 1 и нижнюю 2 плиты с установленными на них матрицей 3, пуансоном 4, с рабочими поверхностями, имеющими деформирующую часть в виде кольцевого зуба 5, наклонная грань которого направлена в сторону изношенной поверхности, и формообразующую часть с образованием конуса 6. На нижней 2 и верхней 1 плитах за деформирующей частью 5 установлены прижимные кольца 7, контактная поверхность которых выполнена шероховатой. Кольца 7 подпружинены пружинами 8. Для того, чтобы исключить деформирование неизношенной части детали 9, в штампе имеются штифты 10. Чтобы избежать деформации восстановленной детали в момент, выталкивания в штампе предусмотрен кольцевой выталкиватель 11, распределяющий выталкивающую силу равномерно по нижней плоскости детали.
Штамп работает следующим образом. При сближении верхней 1 и нижней 2 плит штампа с деталью 9 соприкасаются в начале прижимные кольца 7 с шероховатой поверхностью. При этом под действием пружин 8 создается напряженное состояние в приконтактном слое детали 9, что и приводит к появлению зоны затрудненного течения. При дальнейшем сближении половинок штампа в тело внедряются кольцевые зубья пуансона 4 и матрицы 3 и вытесняют металл в направлении изношенной поверхности. Если в конструкции детали имеются отверстия, то для сохранения их формы и размеров в штампе устанавливаются штифты 10.
Для придания формы и размеров восстанавливаемой поверхности используют конусы 6 (фиг. 1 - для восстановления цилиндрических поверхностей; фиг. 2 - для восстановления конических поверхностей).
Чтобы избежать деформации восстановленной детали в момент выталкивания, в штампе предусмотрен кольцевой выталкиватель 11, распределяющий выталкивающую силу равномерно по нижней плоскости детали. Так как восстанавливаемые детали в процессе эксплуатации имеют различную величину износа, штамп должен в своей конструкции иметь специально предусмотренные в труднодоступных местах магазины, служащие для вытекания излишек металла.
Для исключения течения металла в нежелательном направлении и искажения формы и размеров детали в непосредственной близости от места внедрения инструмента располагается зона затрудненного течения. Зона затрудненного течения образуется за счет использования в конструкции штампа прижимных колец 7 с комбинацией контактных условий на рабочей поверхности, позволяющих на основании явления анизотропии трения увеличивать зону прилипания, а также для создания в восстанавливаемой детали напряженного состояния объемного сжатия.
Применение кольцевого выталкивателя, исключает искажение формы детали при выталкивании ее из штампа.
Применимость данного способа восстановления возможно при наличии места на поверхности детали для внедрения зуба.
При выборе места восстановления необходимо учитывать то, что след, оставленный инструментом, не должен влиять на эксплуатационные свойства детали, ее прочность и жесткость. Место для внедрения зуба должно находиться в непосредственной близости от изношенной поверхности, так как металл из зоны внедрения может быть перемещен лишь на небольшое расстояние. В случае если деталь не имеет сплошной зоны для внедрения кольцевого зуба вследствие нахождения отверстий, пазов и т.д. в непосредственной близости от восстанавливаемой поверхности, то возможно внедрение сегментов зуба в нескольких местах. Необходимо также условие равенства суммы объемов изношенного металла (максимального) и удаляемого при механической обработке объему металла, вытесняемому при восстановлении внедряемым зубом. Температурный интервал процесса восстановления выбирается на основании требуемых пластических характеристик металла детали. Предпочтение следует отдавать методам холодного деформирования, так как нагрев повышает трудоемкость процесса.
Источники информации:
1. Авт. св. СССР N 1678784, М.кл. B 23 P 6/00.
2. Патент РФ N 2008113, М.Кл. B 21 D 3/10.
3. Авт. св. СССР N 1225746, М.Кл. B 23 P 6/00.
4. Авт. св. СССР N 1006149, М.Кл. B 23 P 6/00.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ВОССТАНОВЛЕНИЯ ШАРОВЫХ ЭЛЕМЕНТОВ ДЕТАЛЕЙ МЕТОДОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2003 |
|
RU2238832C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ С КАНАВКОЙ И УКЛОНОМ В СТЕРЖНЕВОЙ ЧАСТИ МЕТОДОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2008 |
|
RU2371292C1 |
| Штамп для восстановления зубчатых колес | 1982 |
|
SU1225746A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОРШНЕЙ | 1992 |
|
RU2047456C1 |
| Способ изготовления полых деталей с внутренним фланцем из трубчатых заготовок и устройство для его осуществления | 1990 |
|
SU1766565A1 |
| Способ изготовления полых изделий | 1983 |
|
SU1148672A1 |
| Штамп для восстановления цилиндрических зубчатых колес | 1982 |
|
SU1006149A1 |
| ШТАМП ДЛЯ РАДИАЛЬНОГО ВЫДАВЛИВАНИЯ | 2001 |
|
RU2183528C1 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ТИПА "РАЗЖИМНОЙ КУЛАК" МЕТОДОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2008 |
|
RU2376121C2 |
Изобретение относится к технологии восстановления кольцевых осесимметричных деталей пластической деформацией путем внедрения в изношенную деталь инструмента определенной конфигурации. Штамп содержит верхнюю и нижнюю плиты с установленными на них матрицей и пуансоном с рабочими поверхностями, обращенными друг к другу и имеющими деформирующую и формообразующую части, рабочие поверхности деформирующей части матрицы и пуансона выполнены в виде кольцевого зуба с наклонной гранью, направленной в сторону изношенной поверхности, а рабочие поверхности формообразующей части выполнены с образованием конуса, при этом на нижней и верхней плитах за деформирующей частью установлены прижимные кольца с шероховатой контактной поверхностью. Качество восстанавливаемых деталей повышается за счет равномерного формирования восстанавливаемой поверхности детали, и расширяется номенклатура восстанавливаемых деталей. 2 ил.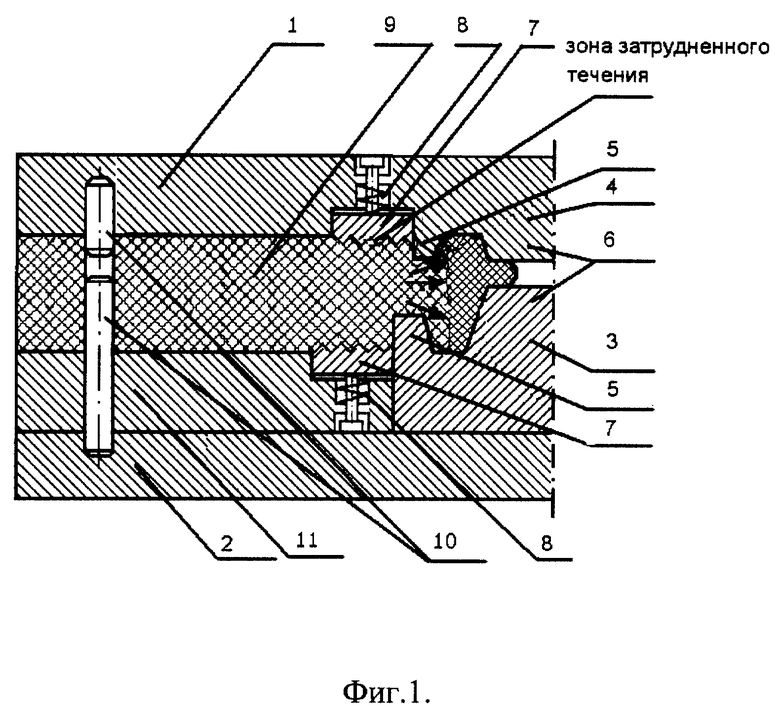
Штамп для восстановления изношенных осесимметричных кольцевых деталей, содержащий верхнюю и нижнюю плиты с установленными на них матрицей и пуансоном с рабочими поверхностями, обращенными друг к другу и имеющими деформирующую и формообразующую части, выталкиватель, отличающийся тем, что он снабжен установленными на верхней и нижней плитах за деформирующими частями рабочих поверхностей пуансона и матрицы прижимными кольцами с шероховатой контактной поверхностью, рабочие поверхности деформирующих частей матрицы и пуансона выполнены в виде кольцевого зуба с наклонной гранью, направленной в сторону изношенной поверхности детали, а их формообразующие части выполнены с образованием конуса для придания формы и размеров.
| Штамп для восстановления цилиндрических зубчатых колес | 1982 |
|
SU1006149A1 |
| УСТРОЙСТВО для ПРАВКИ РАСТЯЖЕНИЕМ ШТАНГ ГЛУБИННЫХ НАСОСОВ | 0 |
|
SU383497A1 |
| Станок для восстановления изношенных ватерных колец | 1937 |
|
SU52820A1 |
| DE 3711826 A1, 27.10.1988 | |||
| US 3808667, 07.05.1974. | |||

