Изобретение относится к оснастке для листоштамповоч«ого производства, в частности к штампам для получения пазов, преимущественно остроугольных, в листовых деталях. Известные штампы для получения пазов в листовых деталях, содержащие секционную матрицу, пуансон и прижим-съемник, имеют недостаточло высокую стойкость пуансона и особенно при получении пазов в виде остроугольных треугольников при одновременном образовании па этом же штампе наружцого контура детали. Цель изобретения - повышение стойкости инструмента, в частности, при совмещении операции вырезки пазов в виде остроугольных треугольников ,и -контура детали. iB Предлагаемом штампе пуансон для вырезки паза снабжен индивидуальным приводом, например элекгро,магниТ|Ным, перемещающим его вдоль одной из режущих кромок, и выполнен .ступенчатым. Режущие кромки пуансона расположены на разных ступенях, минимальная разность в уровнях расположения ступеней и соответственно режущих кромок определяется из соотношения JM f/ ) ш где SM - минимальная разновысотность режущих кромок; 5„ - путь перемещения пуансона вдоль кромки; Vn - скорость перемещения пуансона вдоль кромки; УШ - скорость перемещения («а участке внедрения инструмента в материал) подвижной части штампа в направлении, перпендикулярном плоскости его основания. Режущие кромки матрицы для вырезки паза также расположены в разных ее секциях и на уровнях, отличающихся на величину, не меньшую, чем глубина внедрения в материал, соответствующая началу его разделения. Для осуществления иранки вырезаемых деталей штамп может быть снабжен клином с индивидуальным приводом. Этот «лин взаимодействует с той секцией матрицы, рабочий торец которой расположен ближе к пуансону, чем торец другой секции. При этом штамп может быть снабжен и прилсимом-выталкивателем, установленным в той части штамна, где расположен пуансон, а пуансон быть снабжен хвостовой частью, выступающей за его режущую кромку в направлении перемещения вдоль нее пуансона и расположенной на уровне рабочей плоскости прижима-выталкивателя в свободном состоянии.
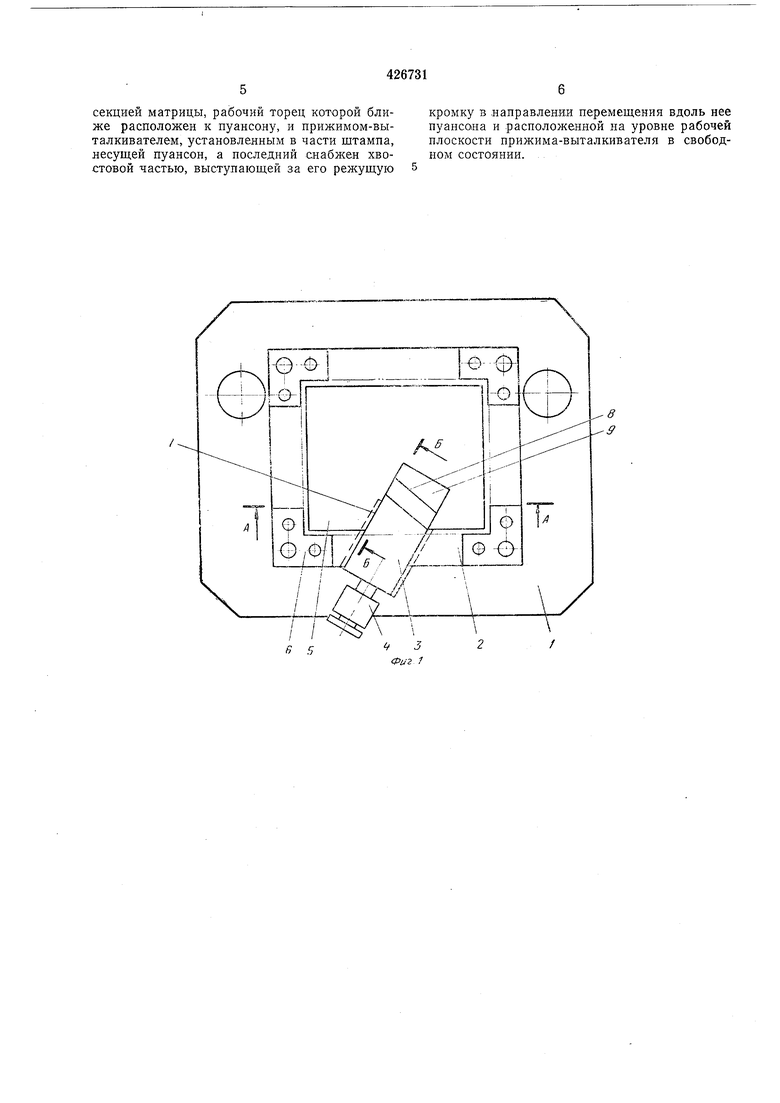
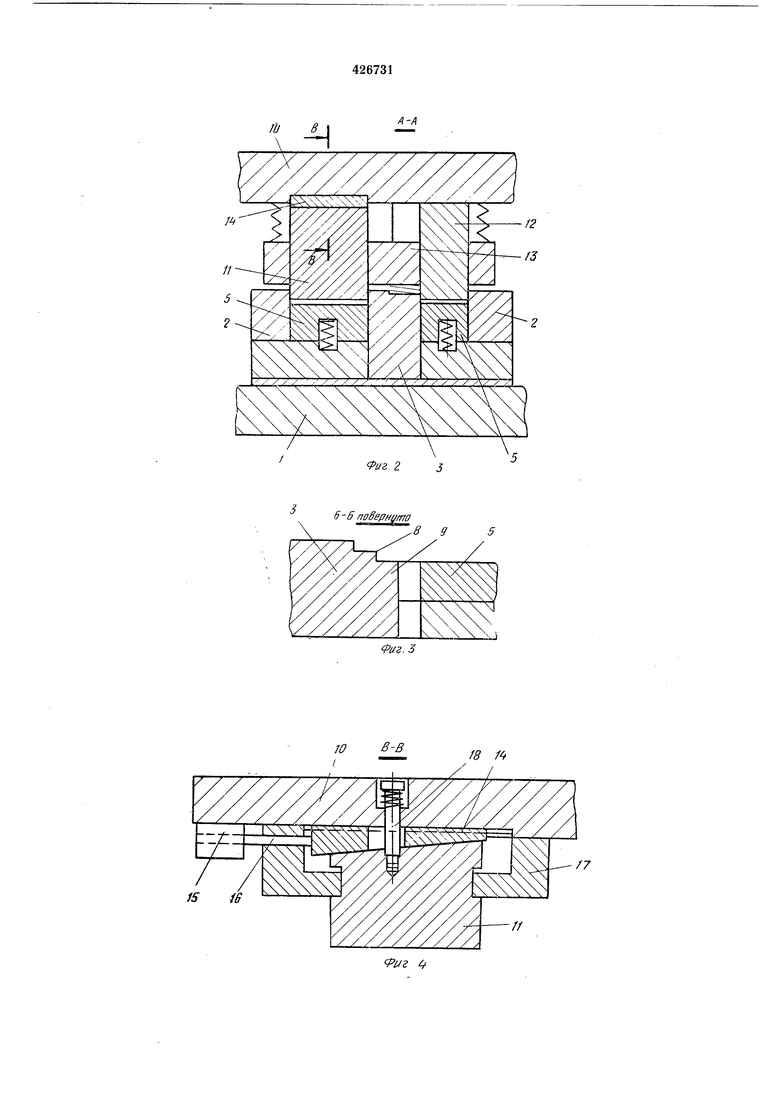
iHa фиг. 1 показана -нижняя часть описываемого штампа в открытом положении; ла фиг. 2 - штамп в закрытом положении, сечение по А-А на фиг. 1; на фиг. 3 - пуансон и прижим-выталкиватель в закрытом положении штампа, сечение по Б-Б на фиг. 1; на фиг. 4 - одна из частей .матрицы и клин, сечение по В-В на фиг. 2; на фиг. 5 - вырезаемые детали.
На нижней плите / расположены матрнца 2 для вырезки контура детали н пуансон 3 для вырезки треугольного паза. Пуансон 3 снабжен приводом 4, например электромагнитным. На нижней плите также расположены нрижим-вытал,кн.ватель 5 и фиксаторы 6, по которым устанавливают заготовку. Пуансон имеет режущие Кромки 7 и 8, расположенные на разных уровнях, и хвостовую часть 9.
Минимальная разность в уровнях расположения ступеней ,и режунд.их кромок определяется из соотношения.
SnV,,
SM
Кш
где 5„
минимальная разновысотность режущих кромок;
5 5п
путь перемещения пуансона вдоль кромки; У, - скорость перемещения пуансона
вдоль «р.омки;
УШ - скорость перемещения (на участке внедрения инструмента в материал) подвижной части штампа в направлении, перпендикулярном :плоскости его основания.
На верхней плите 10 установлена матрица для вырезки паза, состоящая из двух секций: подвижной ,// и неподвижной 72. Эти секции стыкуются между собой, образуя двугранный угол, соответствующий пазу, вырезаемому в детали. Матрица для вырезки паза может одновременно служить пуансонам для вырезки детали.
Рабочий торед подвижной .секции в ее исходном (крайнем нижнем) положении расположен ниже рабочего торца неподвижной секции по меньшей мере на величину .внедрения инструмента в разрезаемый материал до начала его разделения. На верхней плите также закреплены подпружиненный прижим-съемник 13 и .клин 14, перемещаемый но плоскости плиты под действием привода, в частности электромагнита 15, закрепленного на плите 10 и связанного с .клином с помощью-щтока 16. Клин взаимодействует с подвижной секцией I// матрицы и перемещает ее по направляющим //7. Подпружиненный винт 8 поджимает секцию . матрицы к клину.
При ходе ползуна нресса вниз прижимсъемнлк прижимает заготовку к матрице 2 для вырезки детали и пуансону 3. Подвижная секция 11 матрицы внедряется в материал и вырезает соответствующую (левую по чертежу) часть детали, при этом происходит некоторый
изгиб детали, затем матрица для вырезки паза под действием электромагнитного привода перемещается в направлении режущей кромки 7, секция 12 матрицы внедряется в материал заготовки и вырезает оставшуюся часть контура детали и паза, включая зону, прилежащую к вершине паза, так как во избел ание надрыва материала в этой зоне кромка 7 у этого угла имеет закругление. Далее клин 14 перемещается так, что торец секции ,/7 поднимается относительно торца секции .2 и устанавливается на одном с iHHM уровне, при этом между торцами секций 11 и ,12, прижимом-выталкивателем :5 и хвостовой частью 9 пуансона 3 происходит правка детали.
При ходе ползуна пресса вверх секция 11 матрицы и пуансон 3 возвращаются в исходное положение, прижим-съемник удаляет отход, а готовую деталь выталкивает прижимвыталкиватель.
Описываемый щтамп может быть использован при совмещении вырезки контура и паза, только при вырезке паза, а также при вырезке паза и гибке заготовки.
Предмет изобретения
1. Штамп для получения пазов в листовых деталях, содержащий пуансон и секционную
матрицу для вырезки пазов и прижим-съемник, отличающийся тем, что, с целью повыщения стойкости инструмента, в частности, при совмещении операции вырезки пазов в виде остроугольных треугольников -н контура детали, пуансон для вырезки паза снабжен индивидуальным приводом, например электромагнитным, перемещающим его .вдоль одной из режущих кромок, и выполнен ступенчатым с режущими кромками, расположенными на разных ступенях, минимальная разность в уровнях которых определяется из соотнощения
S JM т/ ш
где S.M - минимальная разновыоотность режущих кромок;
5п - путь перемещения пуансона вдоль кромки;
у„ - скорость перемещения пуансона
вдоль кромки;
1/ш - скорость перемещения (на участке внедрения инструмента в материал) подвижной части щтамна в направлении, перпендикулярном плоскости его основания;
режущие кромки матрицы для вырезки паза также расположены в разных секциях и на уровнях, отличающихся на величину, не меньщую, чем глубина внедрения в материал, соответствующая началу его разделения.
2. Штамп по п. 1, отличающийся тем, что,
с целью осуществления правки 1ВЬ резаемь х
деталей, он снабжен клипом, имеющим индивидуальный привод и взаимодействующим с
секцией матрицы, рабочий торец которой ближе расположен к пуансолу, и прижимом-выталкивателем, установленным в части штампа, несущей пуансон, а последний снабжен хвостовой частью, выступающей за его режущую
кромку в направлении перемещения вдоль нее пуансона и расположенной на уровне рабочей плоскости прижима-выталкивателя в свободном состоянии.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Способ получения круглых листов из широкорулонного материала | 1977 |
|
SU685391A1 |
| Способ вырубки деталей из листовогоМАТЕРиАлА элАСТичНОй СРЕдОй ишТАМп для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU845984A1 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО ДЕЙСТВИЯ | 1991 |
|
RU2018395C1 |
| Штамп для пробивки пазов в противолежащих стенках полых тонкостенных деталей | 1985 |
|
SU1292876A1 |
| Штамп для чистовой вырезки | 1974 |
|
SU522878A1 |
| Штамп для обработки листового материала | 1988 |
|
SU1562045A1 |
| Штамп для получения деталей из листового материала вырубкой по контуру | 1975 |
|
SU558738A1 |
| Штамп для обрезки кромок полых деталей | 1982 |
|
SU1050781A1 |
| Способ изготовления деталей и устройство для его осуществления | 1987 |
|
SU1548062A1 |
«ж;
и 5
-8 -3
17
9 А
k
/
5-5 поВедщмто
10 В-В
Л-Л
л 895
