Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении, нриборостроеини и других смежных отраслях ири изготовлении деталей замкнутого контура из штучных или иолосовых заготовок.
Известны штамиы для изготовления деталей типа колец, втулок и хомутиков, содержащие верхнюю плиту с укрепленными иа ней пуаисоном, упругим элемептом и имеюи1им возможность вертикального неремеидения относительно нее держателем с оправкой, а также нижнюю плиту с матрицей. Такие штамиы не обеспечивают автоматического съема деталей с оправки.
В предлагаемом штампе автоматический съем детали с оправки достигается тем, что штамп снабжен смонтированными на верхней плите илоскими пазовыми кулачками, взаимодействующими с оправкой, и размещенным на нижней плите подпружиненным упором, при этом пружина его имеет л-сесткость, меиьшую жесткости упругого элемента, установленного на верхней плите на расстоянии от держателя, обеспечивающем его промежуточный выстой. Кроме того, оправка описываемого штампа выполнена из двух частей, приводимых в нротивоиоложно направленное возвратно-поступательное перемещенне в горизонтальной
плоскости от плоских пазовых кулачков во время промежуточного выстоя держателя.
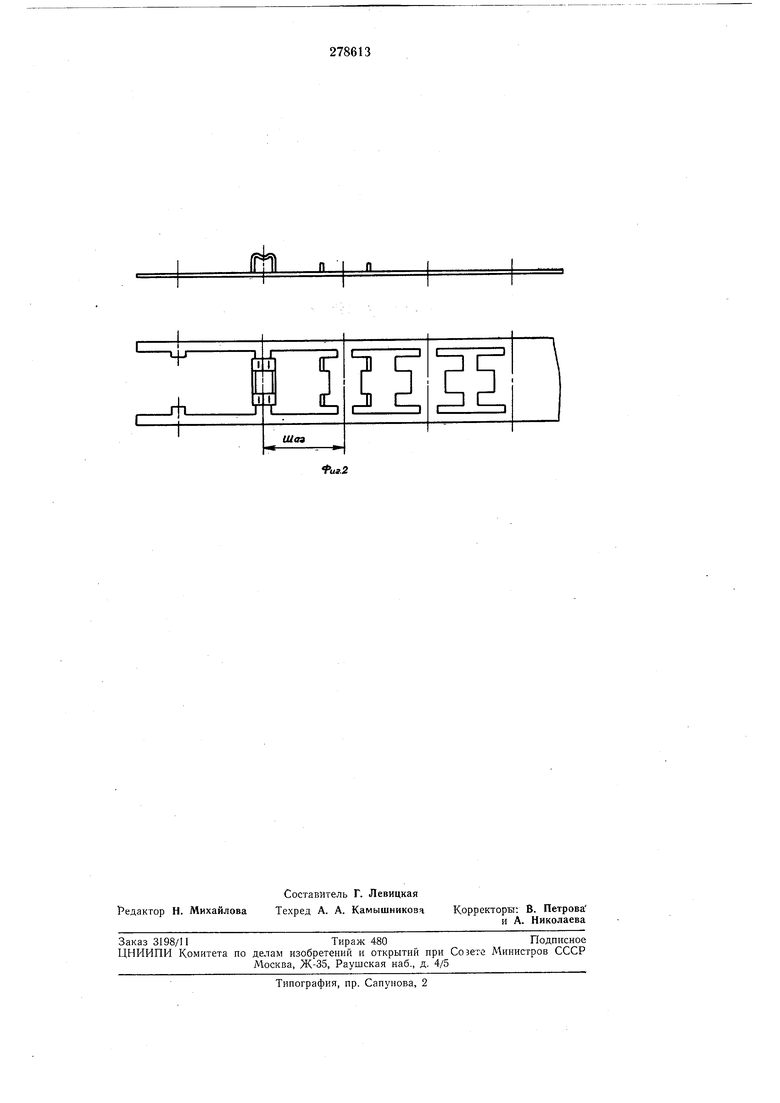
На фиг. 1 показана гибочная позиция щтампа; на фиг. 2 - схема раскроя обрабатываемой ленты (или полосы).
Штамп состоит из нижней и верхней частей. Верхняя часть содержит держатель 1 с окнами, в которых расположены ползунки 2 с закрепленными в них оправками 3. Оси 4 иолзуйков вставлены в фигурные пазы стоек 5, закрепленных в нуансонодержателе 6 с рядом вырубных пуансонов (на чертеже не иоказапы). Держатели / упираются верхним торцом в траверсу 7, которая находится в верхней
плнте 8, вместе с пружииами 9 и W сжатия двух видов, расиоложенными та.м же. Между держателями установлен пуансон 11, укрепленный в нуансонодержателе 6 (пуансон ставится в случае необходимости нроведения доиолнительных щтамповочиых операций на верхней грани коробчатой детали). В нижией части расположены упор 12 с матр;щедери ателем 3, в котором укреплена матр1ща 14. Штамп работает следующим образом.
На предварительных иозициях нолучают Побразную заготовку, нмеющую концы, отогнутые вверх, и связанные с лентой перемычками, не нревышающимп ширину оиравок 3. При спускаиип ползуна пресса верхняя часть
держателей с подпружиненным упором 12. Затем за счет пружины 9, которая слабее пружин упора (на чертеже не показаны), верхняя плнта 8, пуансоподержатель 6 с укрепленными в нем пуансонами и стойками 5 продолжает перемещение вниз относительно держателей и траверсы 7. В результате происходит перемещение осей 4 ползунков 2 в фигурных пазах стоек 5. Пазы выполнены таким образом, что заставляют двигаться в горизонтальной нлоскости ползунки с оправками, когорые через окна держателей выдвигаются па рабочую позицию. Движение прекращается после смыкания соответствующих торцов нолзунков и держателей. В то же время верхний торец траверсы 7 упирается в нижний торец тарельчатой нрулснны W, более сильной чем пружины унора. На этом заканчивается холостой ход щтампа иначинается рабочий.
В дальнейщем верхняя часть штамна продолжает двигаться как одно целое, и онравкн 3 оказывают давление на среднюю часть основания П-образной заготовки, которая нри движении упора 12 вниз встречается с матрицей 14. По достилсении упором 12 матрицедержателя 13 оформление коробчатого сечення заканчивается. Далее за счет сжатия тарельчатой пружины верхняя часть щтамна вновь начинает неремещаться относительно держателей и траверсы. В результате пуансоны производят вырубку заготовок на предыдущих позициях и отделение от полосы готовой детали. Одновременно с этим пуансон // проводит дополнительные онерации на верхней грани коробчатой детали. На этом заканчивается рабочий ход щтамиа. При обратиом ходе нолзуна пресса (па чертеже не указан) все детали щтамна в обратной носледовательности возвращаются в исходное пололсение, а оправки при этом выходят пз отформованной заготовки.
Предмет изобретения
Штамн для гибки деталей типа колец, втулок и хомутиков, содерл ащий верхнюю плиту с укрепленными на,ней нуансоном, унругим
элементом и имеющим возмол ность вертикального перемещения относительно нее держателем с оправкой, а также плиту с матрицей, отличающийся тем, что, с целью обеспечения автоматического съема детали с
оправки, он спабл :ен смонтированными на верхней плите плоскими пазовыми кулачками, взаимодействующими с оправкой, и размещенным на плите поднрулшненным упором, пружина которого пмеет л есткость, меньщую жесткости упругого элемента, установленного на плнте по отнощению к держателю на расстоянии, обеспечивающем его промежуточный выстой, а оправка выполнена из двух частей, приводимых в противоположно направленное возвратно-ностунателыюе неремещение в горизонтальной плоскости от плоских пазовых кулачков во время промел уточного выстоя держателя.
n I n

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обработки пакета заготовок | 1979 |
|
SU776916A1 |
| Штамп для вытяжки и обрезки | 1982 |
|
SU1015973A1 |
| Штамп второго перехода для изго-ТОВлЕНия дЕТАлЕй ТипА ХОМуТиКОВ | 1979 |
|
SU818709A1 |
| ШТАМП ДЛЯ ЧИСТОВОЙ ВЫРУБКИ | 1970 |
|
SU281395A1 |
| Механический пресс | 1976 |
|
SU603590A1 |
| Штамп для вырубки деталей из листового материала | 1975 |
|
SU599893A1 |
| Штамп последовательного действия | 1972 |
|
SU476918A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1978 |
|
SU694258A1 |
| Устройство для изготовления рулонных пружин | 1976 |
|
SU654329A1 |
c
