Изобретение относится к коллекторным электрическим машинам, особенно к машинам с большим иерепадом между диаметрами коллектора Н якоря.
При известном способе изготовления таких якорей концы секций припаивают к ленточным петушкам коллектора после укладки секций в пазы сердечника.
Особенностью предложенного способа является то, что соединение секций обмотки с контактными соединителями и изолирование мест соединения производят до укладки обмотки в пазы сердечника, а пайку коллектора с контактными соединителями и уравнителями осуществляют после укладки обмотки, причем пайку можно проводить в паяльной ванне.
Это позволяет понизить трудоемкость изготовления якоря, повысить качество контактных соединений между обмоткой и коллектором и получить надежную изоляцию последних.
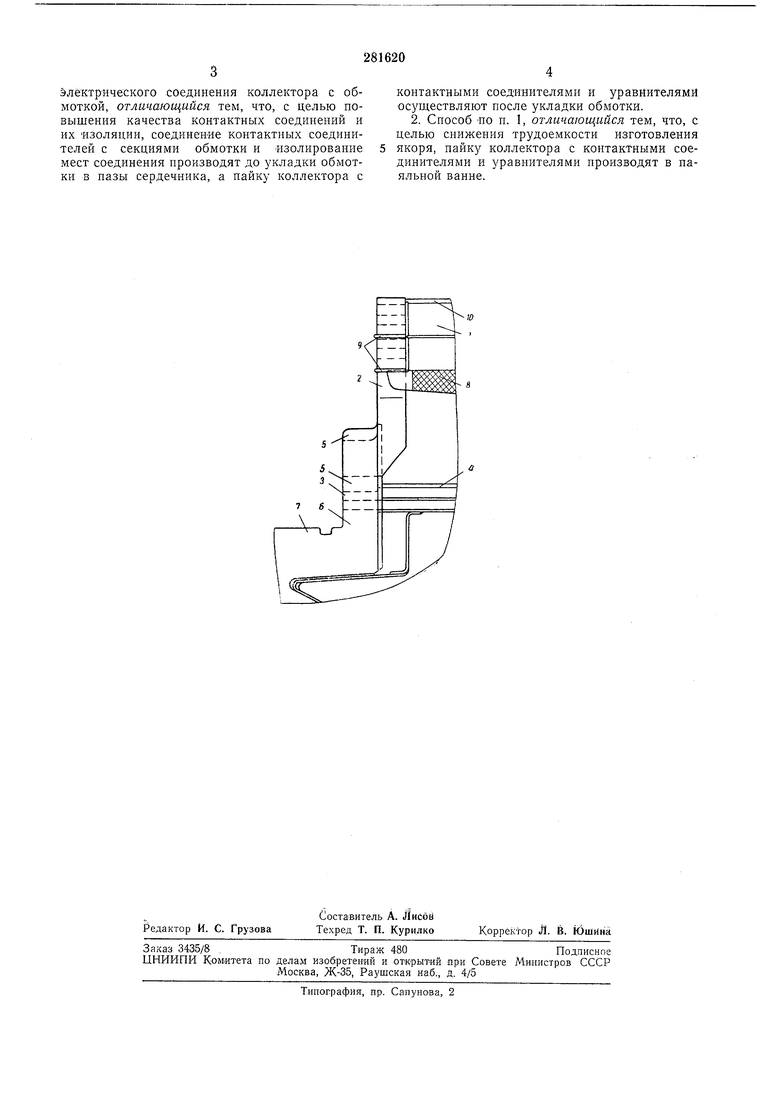
Па чертеже показан якорь электрической машины, цодлежаший изготовлению нредложенным способом.
Якорь изготавливают в следующей последовательности.
соединителей, затем изолируют секции и места соединения.
Укладывают уравнительные соединения 3 и закрепляют их бандажом 4 и медными клиньями 5 в шлицах петушков 6 коллектора 7. При укладке обмотки якоря в назы контактные соединители вводят в прорези изоляционной зубчатки 8, вкладывают в шлицы петушков коллектора и закрепляют клиньями, контактные соединители верхних и нижних секций каждого паза скрепляют между собой изоляционным бандажом 9. Тем же бандажом усиливают изоляцию концов секций. Затем закрепляют обмотку пазовыми клиньями и бандажом 10.
Соединения петушков коллектора с уравнителями и контактными соединителями паяют в паяльной ванне (возможна и пайка вручную). При пропитке якоря оголенные контактные концы секций обмотки покрывают термореактивным лаком и запекают.
Предмет изобретения
25
электрического соединения коллектора с обмоткой, отличающийся тем, что, с целью повышения качества контактных соединений и их изоляции, соединение контактных соединителей с секциями обмотки и изолирование мест соединения нроизводят до укладки обмотки в пазы сердечника, а пайку коллектора с
контактными соединителями и уравнителями осуществляют после укладки обмотки.
2. Способ по п. 1, отличающийся тем, что, с целью снижения трудоемкости изготовления якоря, пайку коллектора с контактными соединителями и уравнителями производят в паяльной ванне.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления коллектора с ленточными петушками | 1985 |
|
SU1292085A1 |
| Якорь электрической машины | 1991 |
|
SU1838860A3 |
| СПОСОБ ТОЧНОГО ОБНАРУЖЕНИЯ ЗАМЫКАНИЯ МЕЖДУ УРАВНИТЕЛЯМИ ПЕРВОГО РОДА ПРОСТОЙ ПЕТЛЕВОЙ ОБМОТКИ ЯКОРЯ КОЛЛЕКТОРНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2010 |
|
RU2456626C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ВИТКОВЫХ ЗАМЫКАНИЙ В ОБМОТКЕ ВРАЩАЮЩЕГОСЯ ЯКОРЯ КОЛЛЕКТОРНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ С УРАВНИТЕЛЬНЫМИ СОЕДИНЕНИЯМИ | 2012 |
|
RU2523730C2 |
| Якорь электрической машины | 1986 |
|
SU1436159A1 |
| Способ изготовления якоря электрической машины | 1989 |
|
SU1697203A1 |
| СПОСОБ ТОЧНОГО ОБНАРУЖЕНИЯ МЕСТА ВИТКОВОГО ЗАМЫКАНИЯ В ОБМОТКАХ ЯКОРЕЙ КОЛЛЕКТОРНЫХ ЭЛЕКТРИЧЕСКИХ МАШИН С УРАВНИТЕЛЬНЫМИ СОЕДИНЕНИЯМИ | 2005 |
|
RU2308730C2 |
| Способ соединения выводов обмотки якоря микромашины с пластинами коллектора | 1981 |
|
SU964819A1 |
| Способ укладки однослойной обмотки гладких якорей электрических машин | 1980 |
|
SU943998A1 |
| Коллектор с ленточными катушками | 1990 |
|
SU1808158A3 |