Изобретение относится к электротехнике, в частности к производству крупных электрических машин постоянного тока, например тяговых генераторов для тепловозов, электродвигате- лей прокатных станов, шахтных подъемников и т.д.
Целью изобретения является повышение надежности коллектора.
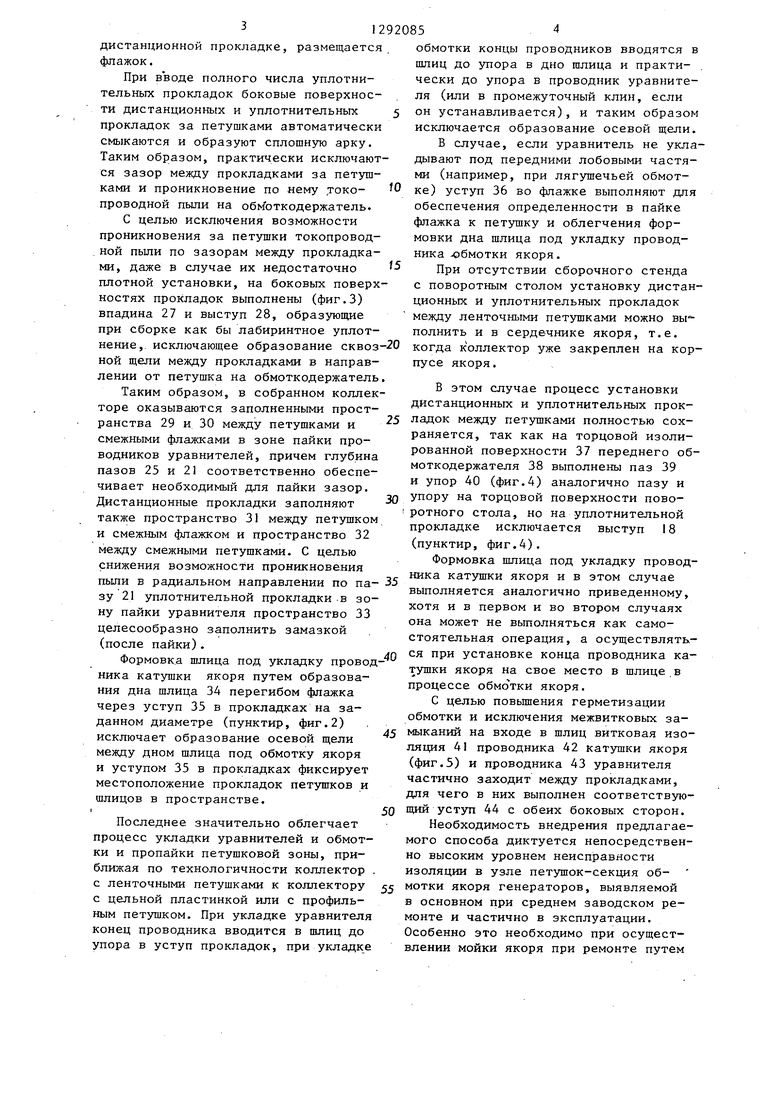
На фиг.1 показана сборка коллекто ра на поворотном столе (стрелками и знаками (+) показаны направления ввода прокладок) ; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - узел соединения Обмотки с петушками коллектора; на фиг,5 - разрез В-В на фиг.4.
Комплект коллекторных пластин 1 (фиг.1) с приваренными ленточными петушками 2, снабженными флажками 3, собран в коллектор 4 на втулке 5 посредством, например, стяжных шпилек 6.
Для установки между петушками дис танционных прокладок 7 и уплотни- тельных прокладок 8 коллектор помещен на поворотный стол 9 сборочного стенда. Конструкция поворотного стола позволяет сборщику работать сидя.
Поворотный стол снабжен упорной 10 и центрирующей 11 поверхностями для фиксации местоположения коллектора посредством сочленения с опорной 12 и центрирующей I3 поверхности ми втулки коллектора, ограничительной поверхностью 1,4, пазом 15, определяющим местоположение прокладок в радиальном направлении от центра, и торцовой поверхностью 16, определяю- щей местоположение прокладок в осевом направлении таким образом, что при насадке коллектора на корпус якоря торцовая поверхность 17 этих прокладок входит в соприкосновение с изолированной поверхностью обмотко- держателя (целесообразно с допуско- вым натягом), выступ 1В на прокладках входит в паз обмоткодержателя, упор 19 на прокладках также входит в сочленение с обмоткодержателем, а поверхность 20 дистанционных и уплот нительных прокладок располагается на диаметре, соответствующем диаметру расположения уравнивательных провод-
НИКОВ,
Дистанционные прокладки устанавливают выступом в паз обмоткодержа- теля, вводя их между петушками колo
n
5 30
j 40 45 зо 55
лектора в осевом направлении (знак i на фиг,I и знак + на фиг.2). До упора в торцовую поверхность поворотного стола дистанционные прокладки устанавливают группами, примерно по 10-20 шт., оставляя свободными промежутки для последзтащей установки уп- лотнительных прокладок.
Для определения числа дистанционных прокладок в группе и числа групп проводят их калибровку.
Устанавливают на приспособление группу дистанционных прокладок, сжимают их до соприкосновения друг с другом и фиксируют суммарный фактический размер. Сравнивают полученный фактический размер с расчетным номинальным размером. Количество уплотни- тельных прокладок, выполненных утолщенными в тангенциальном направлении, например, на 1-2 мм по сравнению с дистанционной прокладкой, должно компенсировать разницу в размерах фактической дистанционной прокладки и ее номинала, которая образуется за счет минусового допуска на изготовление прокладок.
После установки прлного числа дистанционных прокладок устанавливают в незаполненных, между группами дистанционных прокладок, местах уплотнительные прокладки, вводя их в радиальном направлении (на фиг.1 и 2, направление ввода прокладки показано стрелкой), для чего уплотни- тельной прокладке придана форма клина, а именно (фиг.2) паз 21, глубина которого рассчитана под установку фпажка и проводьшка уравнителя, на боковой поверхности 22 выполнен сквозным в радиальном направлении к центру, а для обеспечения возможности ввода уплотнительных прокладок между петушками в радиальном направлении к центру на торцовой поверхности стола вьтолнены в местах ввода уплотнительных прокладок местные выборки в уровень с дном пазе 15 (фиг.1).
При установке дистанционных и уплотнительных прокладок в сквозном пазу 23, вьтолненном на боковой по- .верхности 24 этих прокладок, располагается петушок (западание на величину допусков), а в пазах 21 и 25, выполненных на боковой поверхности 22 дистанционной и уплотнительной прокладок, и в пазу 26, выполненном в
дистанционной прокладке, размещается флажок.
При вводе полного числа уплотни- тельных прокладок боковые поверхности дистанционных и уплотнительных прокладок за петушками автоматически смыкаются и образуют сплошную арку. Таким образом, практически исключаются зазор между прокладками за петушками и проникновение по нему ,токо- проводной пьши на обм откодержатель.
С целью исключения возможности проникновения за петушки токопровод- ной пьши по зазорам между прокладками, даже в случае их недостаточно плотной установки, на боковых поверхностях прокладок выполнены (фиг.З) впадина 27 и выступ 28, образующие при сборке как бы лабиринтное уплотнекие, исключающее образование сквоз-20 когда коллектор уже закреплен на кор
ной щели между прокладками в направлении от петушка на обмоткодержатель
Таким образом, в собранном коллекторе оказываются заполненными пространства 29 и 30 между петушками и смежными флажками в зоне пайки проводников уравнителей, причем глубина пазов 25 и 21 соответственно обеспечивает необходимый для пайки зазор. Дистанционные прокладки заполняют также пространство 31 между петушком и смежным флажком и пространство 32 между смежными петушками. С целью снижения возможности проникновения пыли в радиальном направлении по па- ЗУ 21 уплотнительной прокладки в зону пайки уравнителя пространство 33 целесообразно заполнить замазкой (после пайки).
Формовка шлица под укладку проводника катушки якоря путем образования дна шлица 34 перегибом флажка через уступ 35 в прокладках на заданном диаметре (пунктир, фиг.2) исключает образование осевой щели между дном шлица под обмотку якоря и уступом 35 в прокладках фиксирует местоположение прокладок петушков и шлицов в пространстве.
Последнее значительно облегчает процесс укладки уравнителей и обмотки и пропайки петушковой зоны, приближая по технологичности коллектор . с ленточными петушками к коллектору с цельной пластинкой или с профильным петушком. При укладке уравнителя конец проводника вводится в шлиц до упора в уступ прокладок, при укладке
92085
обмотки концы проводников вводятся в шлиц до упора в дно галица и практи- . чески до упора в проводник уравнителя (или в промежуточный клин, если он устанавливается), и таким образом исключается образование осевой щели.
В случае, если уравнитель не укладывают под передними лобовыми частями (например, при лягушечьей обмотке) уступ 36 во флажке выполняют для обеспечения определенности в пайке флажка к петушку и облегчения формовки дна шлица под укладку проводника-обмотки якоря.
При отсутствии сборочного стенда с поворотным столом установку дистанционных и уплотнительных прокладок между ленточными петушками можно полнить и в сердечнике якоря, т.е.
Ш
15
25
30
35
5
0
5
пусе якоря.
В этом случае процесс установки дистанционных и уплотнительных прокладок между петушками полностью сохраняется, так как на торцовой изолированной поверхности 37 переднего об- моткодержателя 38 выполнены паз 39 и упор 40 (фиг.4) аналогично пазу и упору на торцовой поверхности поворотного стола, но на уплотнительной прокладке исключается выступ 18 (пунктир, фиг.4).
Формовка птица под укладку проводника катушки якоря и в этом случае выполняется аналогично приведенному, хотя и в первом и во втором случаях она может не выполняться как самостоятельная операция, а осуществляться при установке конца проводника катушки якоря на свое место в шлице в процессе обмоЧки якоря.
С целью повьш1ения герметизации обмотки и исключения межвитковьос замыканий на входе в шлиц витковая изоляция 41 проводника 42 катушки якоря (фиг.5) и проводника 43 уравнителя частично заходит между прокладками, для чего в них выполнен соответствующий ycTjrn 44 с обеих боковых сторон.
Необходимость внедрения предлагаемого способа диктуется непосредственно высоким уровнем неисп равности изоляции в узле петушок-секция обмотки якоря генераторов, выявляемой в основном при среднем заводском ремонте и частично в эксплуатации. Особенно это необходимо при осуществлении мойки якоря при ремонте путем
погружения в моющий раствор (при механизированной мойке, при которой якорь ставится в вертикальном положении) , при которой затруднен сток моющей жидкости и удаление грязи из внутренних пустот карманов, так как последнее чревато снижением сопротивления изоляции после ремонта, включающего мойку погр жением, и практически не восстанавливаемое методом сушки,
В общем плане производства крупных электрических машин с ленточными петушками коллектора внедрение способа изготовления коллектора с ленточными петушками в зоне соединения их с обмоткой по предлагаемому способу обеспечивает унификацию конструкции в части укладки уравнительных соединений и обмотки якоря, исключает из процесса изготовления операцию установки и выемки технологических клиньев между петушками, необходимых для выполнения пайки, созда
ет возможность механизации пайки и экономии припоя.
Формула изобретения
Способ изготовления коллектора с ленточными петушками, включающий формовку флажка для крепления уравнительных соединений, формовку флажка для крепления проводников обмотки якоря, установку между петушками в осевом направлении дистанционных прокладок, установку уплотнительных прокладок между петушками и дистанционными прокладками, отличающийся тем, что, с целью повышения надежности коллектора, уплотни- тельные -прокладки выполняют в виде .клина и вводят между петзшками в радиальном направлении к центру, а формовку флажков для крепления проводников обмотки якоря производят после установки уплотнительных прокладок .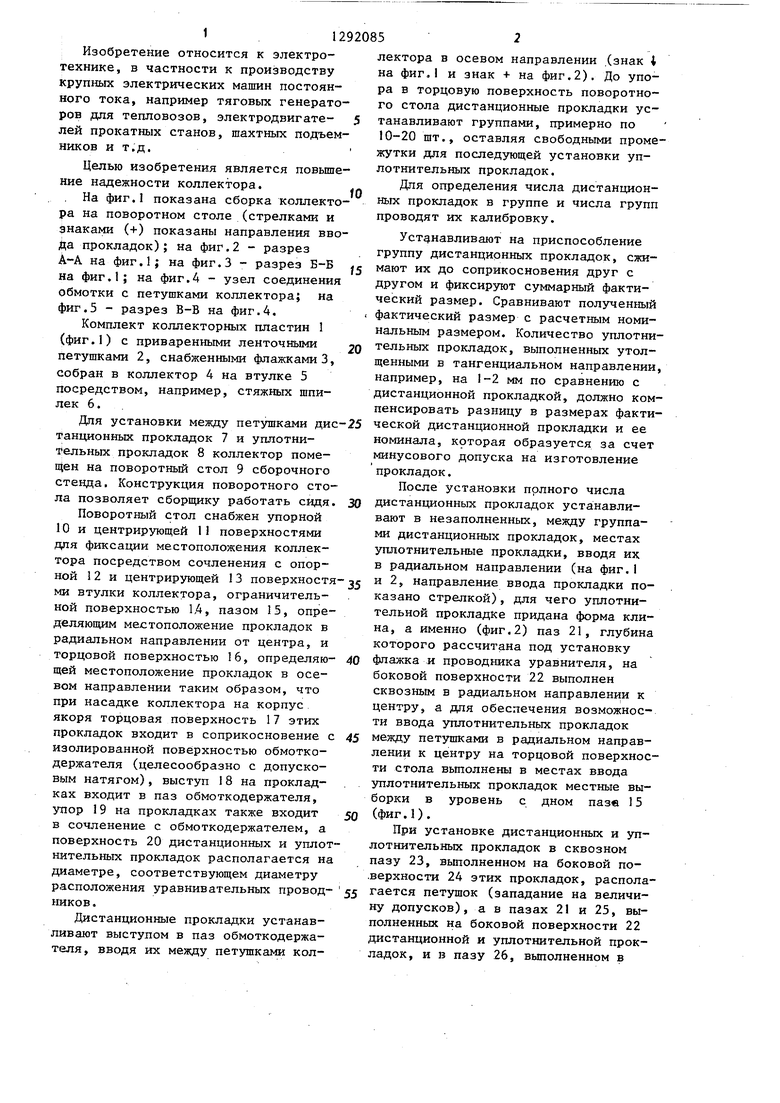

| название | год | авторы | номер документа |
|---|---|---|---|
| Коллектор с ленточными катушками | 1990 |
|
SU1808158A3 |
| Якорь электрической машины | 1991 |
|
SU1838860A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯКОРЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1970 |
|
SU281620A1 |
| Якорь электрической машины | 1986 |
|
SU1436159A1 |
| СПОСОБ ТОЧНОГО ОБНАРУЖЕНИЯ ЗАМЫКАНИЯ МЕЖДУ УРАВНИТЕЛЯМИ ПЕРВОГО РОДА ПРОСТОЙ ПЕТЛЕВОЙ ОБМОТКИ ЯКОРЯ КОЛЛЕКТОРНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2010 |
|
RU2456626C1 |
| Узел соединения выводов секций обмотки якоря с петушками коллекторных пластин | 1987 |
|
SU1608770A1 |
| Составная коллекторная пластина тягового электродвигателя | 1986 |
|
SU1410151A1 |
| Коллектор электрической машины | 1988 |
|
SU1656616A1 |
| Способ соединения выводов обмотки якоря микромашины с пластинами коллектора | 1981 |
|
SU964819A1 |
| Якорь электрической машины постоянного тока | 1989 |
|
SU1690087A1 |
Изобретение относится к электротехнике, в частности к производству крупных электрических машин постоянного тока, например тяговых генератоА А ров для тепловозов, электродвигателей прокатных станов, шахтных подъ-- емников и т.д. Целью изобретения является повьш1ение надежности коллектора. Способ изготовления коллектора с ленточными петушками 2, включающий формовку флажка 3 для крепления уравнительных соединений, формовку флажка для крепления проводников обмотки якоря, установку между петушками в осевом направлении дистанционных прокладок 7, установку уплотнитель- ных прокладок 8 между петушками и дистанционными прокладками. Уплотни- тельные прокладки 8 выполняют в виде клина и вводят между петушками в радиальном направлении к центру. мовку флажков для крепления проводников обмотки якоря производят после установки уплотнительных прокладок. 5 ил.i (Л J а и а X
./
5-6
Фаг.
Редактор О.Головач
Составитель В.Волков Техред Л.Олейник
Заказ 279/53 Тираж 626Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.5
Корректор А.Ильин
| Виноградов Н.В | |||
| Производство электрических машин | |||
| - М.: Энергия, 1970, с | |||
| Приспособление для останова мюля Dobson аnd Barlow при отработке съема | 1919 |
|
SU108A1 |
| 0 |
|
SU199963A1 | |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
