Известные способы изготовления изделий с параболической поверхностью не обеспечЕвают повышенной точности параболической поверхности и низкой стоимости изделий.
В Предлагаемом способе для повышения точности параболической поверхности и снижения -стоимости изделий в качестве формовочного элемента используют жидкость с большим удельным весом, на которую на-носят жидкость с (Меньшим удельным весом, затвердеваюпхую при вращении резервуара.
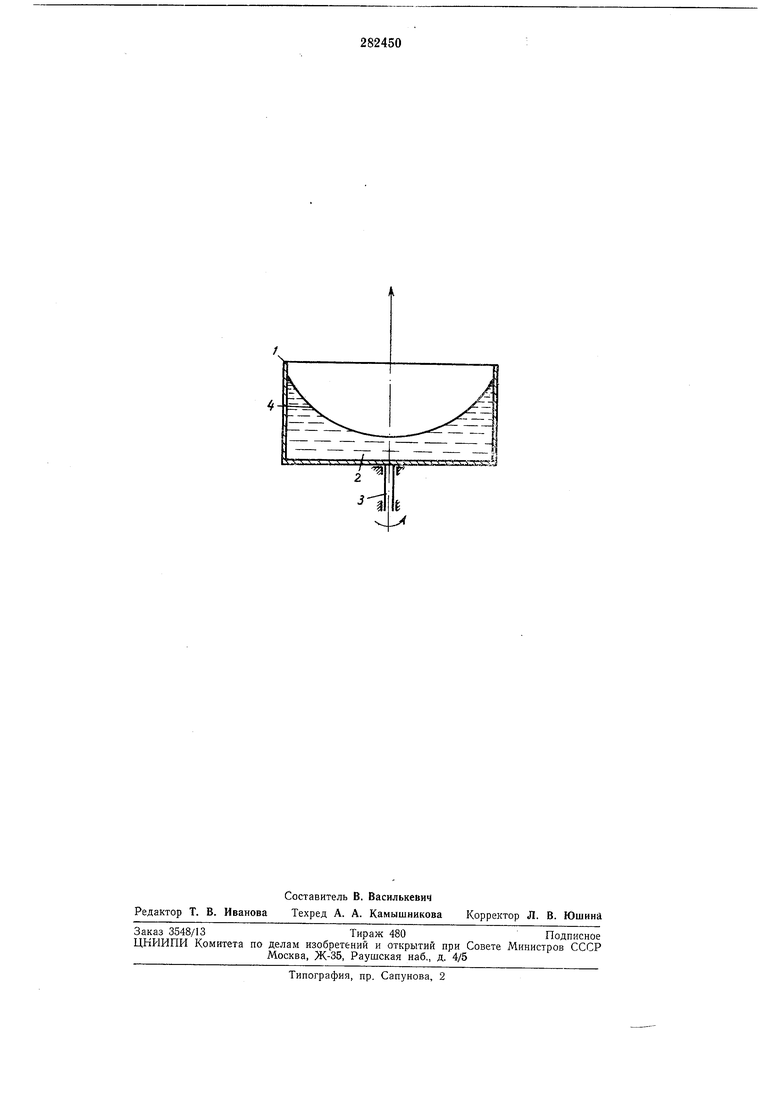
На чертеже изображена схема устройства, реализуюш,его предлагаемый способ.
Резервуар 1 с формовочным элементом 2, находяшимся в жидком состоянии, концентрично установлен на оси 3. На поверхность формовочного элемента наносится слой материала 4 с меньшим удельным весом, также находящийся в жидком состоянии.
Необходи1мая параболическая поверхность образуется при вращении резервуара € жидкой средой (водой, расплавленными металлами или пластмассами и т. д.).
Изменение фокусного расстояния обеспечивается за счет изменения угловой скорости вращения. После затвердевания материала, из которого изготавливается параболическая поверхность, вращение резервуара прекращается. Готовое изделие снимается.
Так как удельный вес материала для изготовления параболической поверхности меньше удельного веса формовочной жидкости, то его можно наносить до начала враЩения резервуара.
Предмет изобретения
Способ изготовления изделий с параболической поверхностью, основанный на иопользовании вращения резервуара с жидкостью, отличающийся тем, что, С целью снижения стоимости и повышения точности параболической поверхности, в качестве формовочного элемента используют жидкость с большим удельным весом, на которую наносят жидкость с меньшим удельным весом, затвердевающую при вращении резервуара.