Настоящее изобретение относится к усовершенствованным методам и составам для изготовления составов на основе крахмала с равномерно распределенными волокнами, которые могут использоваться для изготовления изделий со вспененной ячеистой структурной матрицей на крахмальном связующем с волоконным армированием. Более конкретно, настоящее изобретение относится к применению жидкофазной системы, обладающей достаточно высоким пределом текучести и большой вязкостью, чтобы обеспечить однородное распределение волокон, в частности удлиненных волокон (т. е. волокон со средней длиной свыше 2 мм), в крахмальных составах по настоящему изобретению. Однородно распределенные волокна армируют образуемую структурную матрицу с крахмальным связующим, что обеспечивает формоустойчивость и прочность отформованных изделий непосредственно после их извлечения из технологической формы, даже несмотря на то, что во вспененной матрице остается достаточное количество свободной воды, обеспечивающей ее достаточную гибкость и вязкость для использования по назначению без необходимости в выполнении обычных операций кондиционирования. Кроме того, хорошо распределенные волокна существенно повышают конечную прочность, ударную вязкость и гибкость изделий с крахмальным связующим, что дает возможность изготавливать изделия с уменьшенной площадью поперечного сечения и повышенной прочностью. В составы с крахмальным связующим при желании можно включать неорганический (или природный минеральный) заполнитель и другие добавки, предназначенные для улучшения формуемости и снижения себестоимости отформованных изделий. Получаемые изделия можно изготавливать способами массового производства, которые будут более экономичными и безвредными для окружающей среды, чем способы изготовления изделий из традиционных материалов, таких как бумага, стекло, металл, пластмасса, пенополистирол или другие материалы с органическими связующими.
Применяемая технология
A. Традиционные материалы.
Такие материалы, как бумага, картон, пластмасса, полистирол и даже металлы в настоящее время применяются в огромных объемах для изготовления таких изделий, как тара, перегородки, разделители, крышки, пробки, банки и прочие упаковочные материалы, которые позволяют хранить, паковать и транспортировать самые разнообразные жидкие и твердые товары. Тара и другие упаковочные материалы защищают товар от влияния окружающей среды и повреждений при прохождении по товарораспределительной сети, в частности от воздействия газов, влаги, света, микроорганизмов, паразитов, физических ударов, раздавливания, вибрации, утечки или разлива. Некоторые упаковочные материалы также являются средством распространения полезной или рекламной информации для потребителей, такой как наименование предприятия-изготовителя, описание содержимого, реклама, инструкции по пользованию, товарные знаки и цена.
Большинство традиционных тарных изделий и другие упаковочные материалы (включая одноразовую тару) изготавливаются из бумаги, картона, пластмассы, полистирола, стекла или металлических материалов. Ежегодно для хранения и раздачи безалкогольных напитков, соков, готовой пищи, круп, пива и других продуктов используют свыше ста миллиардов алюминиевых банок, миллиарды стеклянных бутылок и тысячи тонн пластмасс и бумаги. Кроме того, огромные объемы розничных товаров продаются или распространяются с применением упаковочных материалов того или иного типа. Только в Соединенных Штатах Америки на изготовление упаковочных материалов ежегодно расходуется около 5,5 миллионов тонн бумаги, изготавливаемой в основном из древесной целлюлозы. Этот огромный объем потребления представляет собой лишь около 15% от ежегодного объема выпуска бумажной продукции в стране.
Недавно по инициативе организаций по охране окружающей среды широко обсуждался вопрос о том, какие применяемые при изготовлении тары и других изделий материалы (например, бумага, картон, пластмасса, полистирол, стекло или металлы) наносят наибольший вред окружающей среде, и какие из них обеспечивают "более правильное" отношение к окружающей среде. Однако в ходе этого обсуждения часто упускается из виду тот факт, что каждый из этих материалов обладает своими специфичными экологически "слабыми сторонами". Какая-либо группа зачастую может пропагандировать какой-либо конкретный материал, который может казаться лучше другого в свете одной конкретной экологической проблемы, если при этом по незнанию (или даже заведомо) игнорировать другие, зачастую более серьезные проблемы, связанные с использованием якобы "экологически безвредного" материала. В действительности, такую дискуссию следовало бы ориентировать не на выявление тех материалов, которые в большей или меньшей степени опасны для окружающей среды, а в направлении поиска ответа на вопрос: можем ли мы открыть или создать альтернативный материал, который позволил бы решить большинство различных экологических проблем, связанных с каждым из традиционно используемых материалов, а возможно и все такие проблемы.
B. Альтернативные материалы.
Из-за достигнутого в последнее время понимания последствий огромного экологического воздействия бумаги, картона, пластмасс, полистирола, стекла и металлов, используемых для разнообразных одноразовых и выбрасываемых после использования изделий, таких как тара и другие упаковочные материалы (не говоря уже о все нарастающем политическом давлении), существует насущная необходимость (уже давно осознаваемая специалистами в данной отрасли) найти экологически безвредные или улучшенные заменяющие материалы. Одним из альтернативных вариантов является изготовление одноразовой тары для пищевых продуктов и напитков из испеченных съедобных листов типа вафель или кексов. Хотя из съедобных листов можно изготавливать подносы, конусы и стаканы, легко подвергающиеся разложению, их применение связано с рядом ограничений. Съедобные листы изготавливаются в основном из смеси воды, муки и разрыхлителей, которая запекается в нагретой технологической форме с целью придания ей требуемой формы. В смесь часто добавляют масла или жиры, облегчающие извлечение листа из пекарной формы. Однако окисление этих жиров может придать таким съедобным листам прогорклый вкус. С механической точки зрения получаемые съедобные листы являются весьма хрупкими и недостаточно прочными для того, чтобы заменить большинство изделий, изготавливаемых из обычных материалов, присущая низкая прочность обычно требует существенного увеличения поперечного сечения съедобных листов по сравнению с аналогичными изделиями из обычных материалов, что сводит к нулю практически все экологические и экономические преимущества. Кроме того, под действием влаги такие изделия легко могут изменить форму или разложиться еще до их использования по назначению или во время использования, что делает их непригодными для многих областей применения, в которых их замена оказалась бы желательной.
Предпринимались попытки изготовления изделий из органических материалов, таких как крахмал, который относится к числу природного, широко распространенного и возобновляемого сырья. Например, изготавливались изделия из смеси крахмала, воды и состава для смазки формы. Смеси на основе крахмала обычно запекаются в нагретой форме в течение 2-3 минут или более, до тех пор пока крахмал не загустеет, не вспенится и не схватится до почти полного застывания формуемой смеси на основе крахмала, придавая требуемую форму изделию. Такие изделия обладают относительно низкой плотностью и, как правило, подвергаются биоразложению.
Однако изготовление изделий на основе крахмала и качество самих таких изделий сопряжены с рядом недостатков. Изготовление таких изделий ранее известными методами было связано с длительным временем изготовления, относительно высокой концентрацией крахмала, дорогостоящим оборудованием, требующим больших затрат времени "этапом кондиционирования" либо с добавлением синтетического полимера, что необходимо для обеспечения в формованном изделии требуемого баланса влаги, а также обязательного нанесения покрытия для сохранения необходимого баланса влаги. В результате стоимость производства изделий на основе крахмала известными методами была намного выше стоимости изготовления изделий из традиционных материалов.
Более того, изделия на основе крахмала являются весьма ломкими и хрупкими (т. е. они имеют недостаточную ударную вязкость и изгибную прочность, являющиеся важнейшими характеристиками большинства упаковочных материалов), в особенности после удаления из технологической формы, что ограничивает возможность их использования. Повышенная хрупкость изделий, только что удаленных из технологической формы, обусловлена необходимостью удаления практически всей свободной воды из ячеистой матрицы на крахмальной основе, чтобы предотвратить порчу или разрушение, связанное с расширением изделия после извлечения из технологической формы. Это объясняется тем фактом, что у таких изделий ячеистая матрица на крахмальной основе является слишком мягкой и не в состоянии выдерживать внутреннее давление, возникающее и действующее внутри ячеек в силу испарения свободной воды, оставшейся внутри "недопеченного" изделия. С другой стороны пересушивание изделий за счет их чрезмерно длительной выдержки в горячей технологической форме может привести к карамелизации, образованию усадочных трещин и потере связывающей способности крахмального материала. Эти противодействующие факторы оставляют лишь очень узкие временные рамки для формования таких изделий на крахмальной основе без появления многочисленных дефектов, что, естественно, повышает себестоимость изготовления. Более того, эти факторы приводят к практической невозможности изготовления изделий с переменным сечением, так как не представляется возможным одновременно удалить достаточное количество воды из толстостенного участка, что необходимо для предотвращения повреждения изделия, и предотвратить перегрев тонкостенного участка.
Для повышения гибкости и снижения хрупкости только что отформованных изделий с крахмальным связующим ранее требовалось осуществлять их "кондиционирование" за счет помещения извлеченного из формы изделия в условия повышенной влажности и температуры на длительный срок, чтобы снизить хрупкость и повысить ударную вязкость изделий. Этот "этап кондиционирования" часто занимает несколько минут или даже часов, в зависимости от условий обработки, что еще более замедляет и без того низкопроизводительный технологический процесс. Кроме того, для поддержания у кондиционированных изделий критически необходимого уровня влажности ячеистой матрицы на крахмальной основе или для придания изделиям свойства водостойкости требуется еще одна дополнительная операция нанесения покрытия.
Как и их аналоги на основе съедобных листов, такие изделия на крахмальной основе не обеспечивают возможность получения требуемых характеристик, свойственных традиционным материалам (даже при условии "кондиционирования") без существенного увеличения толщины и массы изделий, изготавливаемых из таких материалов (при этом требуется толщина, составляющая не менее 2 мм и обычно достигающая 5 мм). Такая большая толщина, естественно, обуславливает существенное увеличение общего объема материала, требуемого для формовки приемлемого изделия. Кроме того, такие изделия подвержены порче под воздействием чрезмерной влажности, что обуславливает критические условия в отношении влажности: недостаток влаги приводит к чрезмерной хрупкости и (или) ломкости изделий, что не позволит использовать их по назначению, а избыток влаги приведет к их порче или гниению. Отсюда следует, что такие изделия имеют низкий срок хранения. Кроме того, такие изделия на крахмальной основе обычно имеют низкое качество поверхности, что обусловлено плохой вентиляцией, недостаточной вязкостью и пределом текучести, а также неоптимизированной динамикой течения материала. Для маскировки поверхностных дефектов такие изделия часто изготавливались с вафельной или текстурированной поверхностью, причем вафельные технологические формы одновременно служили и для достижения второй цели: улучшение текучести смесей, которые уже имели склонность к расслоению.
Предпринимались попытки заполнить такие материалы на крахмальной основе волокнами, для чего обычно использовались короткие волокна и (или) волокна с низким отношением длины к диаметру (например, менее 25:1). Однако такие волокна не обеспечивали существенное повышение прочности и ударной вязкости получаемых изделий на крахмальной основе. Более того, хотя любой специалист в данной отрасли техники мог бы предположить, что включение более длинных волокон (например со средней длиной свыше 2 мм) или волокон с увеличенным соотношением длины и диаметра (например, свыше 25: 1) обеспечит улучшение механических характеристик изделий на крахмальной основе, на практике имели место противоположные последствия. Было установлено, что добавление волокон обычно не улучшало характеристик или даже приводило к ослаблению изделий из-за ухудшения дисперсии образования комков и (или) сепарации волокон от жидкофазных компонентов исходного состава на крахмальной основе.
Невозможность обеспечения адекватной дисперсии волокон была обусловлена непониманием связи между реологическими характеристиками (в частности пределом текучести) жидкофазного компонента и способностью этого компонента диспергировать волокна и предотвращать образование комков или узлов и отделение волоконных компонентов от жидкой фазы. На практике, традиционным способом улучшения дисперсии волокон служило увеличение концентрации воды. Ярким примером является производство обычной бумаги на древесной основе, для чего используется волокнистая пульпа, содержащая до 99,5% воды. Однако даже добавление большого количества воды в вышеупомянутые материалы на крахмальной основе (в некоторых случаях концентрация воды доходила до 80%) не приводило к адекватной дисперсии волокон любой длины. Более того, включение в состав большого количества воды с целью обеспечения дисперсии волокон, даже в случае коротких волокон приводило к повышению себестоимости производства из-за увеличения расхода времени и энергии на удаление дополнительной воды из отформованного изделия.
И наконец, предпринимались попытки включения в крахмальные составы небольшого количества инертных неорганических заполнителей, чтобы снизить затраты на сырьевые материалы; однако максимальная концентрация таких заполнителей была ограниченной (на уровне не свыше примерно 10% от объема состава) из-за резкого ухудшения механических характеристик и снижения прочности отформованного изделия по мере увеличения концентрации таких заполнителей. Попытки введения в крахмальные составы большого количества неорганических заполнителей до сих пор не приводили к получению изделий с прочной структурной матрицей, обладающих хотя бы минимальными требуемыми механическими характеристиками. Даже в случае успешного включения в состав неорганических заполнителей в концентрации до 10%, результаты снижения затрат на материалы и повышения эффективности производства оказывались незначительными.
В целом, в данной отрасли промышленности неоднократно предпринимались попытки разработки материалов с повышенной концентрацией неорганических заполнителей, пригодных для массового производства разнообразных изделий разового назначения. Такие неорганические материалы как глина, природные минералы и камень являются легкодоступными, неистощимыми, недорогими и экологически безвредными. Однако, несмотря на экономическое и экологическое давление, интенсивные исследовательские и опытные работы и давно ощущаемую потребность в таких материалах, до сих пор практически не существовало технологии для экономически эффективного изготовления материалов с высокой концентрацией неорганических заполнителей, которыми можно было бы заменить бумагу, картон, пластмассу, полистирол, металлы и другие изделия на органической основе.
В свете вышеизложенного можно заявить, что требуются новые составы и методы изготовления материалов с крахмальным связующим, которые позволили бы заменить бумагу, картон, металл, пластмассу, полистирол или другие органические материалы, традиционно используемые для изготовления тарных и других изделий.
Значительным достижением в данной отрасли техники явились бы составы и методы, обеспечивающие улучшение дисперсии волокон внутри упомянутых материалов на крахмальной основе без применения большого количества воды. Еще одним значительным усовершенствованием явится возможность более тщательного распределения волокон, в частности относительно длинных волокон (например, со средней длиной свыше 2 мм) и (или) волокон с повышенным соотношением длины и диаметра (например, как минимум, около 25: 1), внутри материалов на крахмальной основе, используемых для изготовления упомянутых тарных или других изделий.
Еще одним достижением в данной отрасли явится возможность заполнения упомянутых составов с крахмальным связующим относительно большим количеством неорганических заполнителей, в частности заполнителей, совместимых с составом земли и обычно присутствующих в земле, при сохранении структурной целостности и требуемых механических характеристик изделий, изготавливаемых из таких составов.
Значительным достижением в данной отрасли техники будет обеспечение возможности использования таких составов и методов для получения изделий с высокой концентрацией неорганических заполнителей и крахмальным связующим, обладающих такими же характеристиками, как изделия из бумаги, картона, металла, полистирола, пластмассы или других органических материалов, либо еще более высокими характеристиками.
Другим достижением в данной отрасли техники явилась бы возможность применения таких составов и методов для получения тарных и иных изделий, которые можно изготавливать без длительного кондиционирования в условиях высокой влажности для обеспечения требуемой гибкости или ударной вязкости.
Еще одним достижением в данной отрасли техники явились бы составы и методы для изготовления изделий с крахмальным связующим, для которых не требовалось бы нанесение покрытий, предотвращающих высыхание ячеистой структурной матрицы или поглощение ею влаги из атмосферы.
Дополнительным усовершенствованием в данной отрасли будут составы и методы, пригодные для получения тарных и иных изделий, которые имели бы более гладкую и однородную поверхность в сравнении с существующими изделиями на крахмальной основе.
Еще одним достижением явились бы составы и методы, позволяющие получать изделия с крахмальным связующим, имеющие переменную толщину поперечного сечения в пределах одного изделия.
Другим достижением в данной отрасли техники будет возможность формования таких изделий с помощью существующего оборудования и методов, которые в настоящее время применяются для формования изделий из бумаги, картона, металлов, полистирола, пластмассы или других органических материалов. Еще одним достижением явились бы такие методы и составы, которые не приводили бы к вырабатыванию тех сопутствующих отходов, которые обычно возникают при производстве изделий из традиционных материалов.
Еще одним достижением в данной отрасли техники будут такие составы и методы, которые требовали бы введения меньшего объема воды, подлежащей удалению в ходе технологического процесса (в сравнении с процессом изготовления бумаги или других материалов на органической основе), чтобы сократить время обработки и снизить начальные капитальные затраты на приобретение оборудования.
С практической точки зрения, существенным достижением явилась бы возможность применения таких составов и методов для изготовления тарных и иных изделий, себестоимость которых не превышала бы себестоимость изделий, получаемых с помощью существующих методов изготовления тарных или иных изделий из бумаги, картона, металла, пластмассы, полистирола или других органических материалов. В частности, достижением в данной области техники явилась бы возможность сократить потребление энергии, сберечь ценные природные ресурсы и снизить первоначальные капитальные затраты, требуемые в настоящее время для изготовления изделий из обычных материалов, таких как бумага, металлы, полистирол, пластмасса или иные органические материалы.
Дальнейшим усовершенствованием в данной отрасли стала бы возможность применения таких составов и методов для получения тарных и иных изделий, обладающих аналогичным поперечным сечением и сопоставимыми основными механическими характеристиками, требуемыми для конкретного назначения (такими как, например, теплоизоляционные свойства, прочность, ударная вязкость и т. п.), в сравнении с бумагой, картоном, полистиролом, пластмассой или другими органическими материалами.
С точки зрения производственной технологии, существенным достижением в данной отрасли послужила бы возможность применения таких составов и методов для массового производства изделий с крахмальным связующим и с высокой концентрацией неорганических заполнителей, которые поддавались бы быстрой формовке и были бы готовы к употреблению через несколько минут после начала процесса изготовления.
Еще одним значительным достижением в данной отрасли техники будет наличие таких составов и методов, которые обеспечили бы получение изделий с крахмальным связующим и с высокой концентрацией неорганических заполнителей, обладающих повышенной гибкостью, прочностью на изгиб, ударной вязкостью, формуемостью (удобоукладываемостью), технологичностью для массового производства, долговечностью и пониженным экологическим воздействием в сравнении с обычными материалами на крахмальной основе.
Такие составы, методы и изделия описаны и заявлены в данной заявке и являются предметом настоящего изобретения.
Настоящее изобретение относится к новым составам на крахмальной основе и методам получения составов на крахмальной основе, снабженных практически однородно распределенными волокнами, а также к методам применения таких составов для изготовления изделий с армированной волокнами вспененной структурной матрицей с крахмальным связующим. Предлагаемые составы на основе крахмала являются уникальными в том смысле, что они включают значительное количество тщательно перемешанных волокон, в качестве которых предпочтительно применять волокна с высоким соотношением длины и диаметра и с повышенной длиной. Это позволяет получать изделия с практически единообразными показателями количества, концентрации или распределения волокон по всей связующей матрице, что позволяет изготавливать разнообразные изделия, достигающие практически полной конечной прочности, гибкости, ударной вязкости или других важных характеристик сразу же или вскоре после извлечения из технологической формы, без необходимости в выполнении последующей операции кондиционирования. Для передачи усилия сдвига, развиваемого смесителем, на уровень волокон, что требуется для однородного распределения волокон в составе, применяется жидкофазная система, обладающая псевдопластическими или примерно Бингхамовскими характеристиками течения (т.е. жидкость, обладающая достаточно высоким пределом текучести).
Предлагаемые составы на основе крахмала включают загуститель, обеспечивающий повышение предела текучести жидкой фракции, что способствует практически однородному распределению волокон, нежелатинированного связующего на крахмальной основе, воды и (при желании) неорганических заполнителей, составов для смазки технологической формы, внутренних материалов для образования покрытия, увлажнителей, пластификаторов, внутренних уплотняющих (герметизирующих) материалов, красителей и других добавок. В качестве загустителя предпочтительно применять предварительно желатинированный крахмал. В состав формовочной смеси включается вода, которая служит для обеспечения дисперсии компонентов, желатинизации связующего на крахмальной основе, а также в качестве испаряющегося пенообразующего средства. Вода, остающаяся в ячеистой матрице конечного изделия с крахмальным связующим, также способствует повышению пластичности структуры изделия, которая в ином случае была бы чрезмерно хрупкой, что обеспечивает внутреннюю гибкость и ударную вязкость.
Настоящее изобретение также предусматривает усовершенствованные методы для применения составов на крахмальной основе с целью формования изделий, обладающих ячеистой структурной матрицей с крахмальным связующим. Процесс формования обычно включает помещение формуемого состава в нагретую технологическую форму, что обеспечивает желатинирование связующего на крахмальной основе, а также испарение и увеличение объема растворителя на водной основе, что позволяет получить вспененную ячеистую матрицу с крахмальным связующим.
Было установлено, что однородно распределенные в составе на крахмальной основе волокна с высоким соотношением длины и диаметра (например, порядка 25: 1 и более) и предпочтительно с относительно большой длиной (например, не менее примерно 2 мм) выполняют, как минимум, две важные функции. Первой и, вероятно, наиболее важной функцией является армирование (т.е. упрочнение) образующейся вспененной матрицы формуемого состава с желатинированным крахмальным связующим, что позволяет извлекать отформованное изделие из технологической формы при сохранении в структуре изделия достаточного количества свободной воды, требуемой для придания пластичности матрице с крахмальным связующим. Это позволяет получать изделия, которые сразу же или вскоре после извлечения из технологической формы будут иметь достаточную ударную вязкость и прочность для их употребления по назначению без необходимости в обычно применяемом процессе кондиционирования или в использовании масел, пластификаторов или сополимеров, которые ранее требовались при изготовлении вспененных изделий на крахмальной основе. Без операции кондиционирования, требуемой для повторного увлажнения матриц с крахмальным связующим, вспененные изделия на крахмальной основе, даже снабженные значительным количеством коротких волокон (т. е. со средней длиной порядка 0 - 1,5 мм), обычно нельзя было использовать по назначению из-за чрезмерной хрупкости и ломкости, преимущественно обусловленной невозможностью обеспечения достаточной дисперсии волокон. Кроме того, такие изделия не поддавались извлечению из технологической формы без пересушивания, поскольку в противном случае в ячеистой структуре извлеченного из формы изделия оставалось бы значительное количество воды, находящейся под высоким давлением и приводящей к разрушению структуры свежеформованного изделия. Обычная ячеистая матрица на крахмальной основе не обладала достаточной прочностью, чтоб выдерживать нарастание внутреннего давления, обусловленное процессом горячего формования.
Другое важное преимущество включения в отформованные изделия тщательно перемешанных, предпочтительно длинных волокон с высоким соотношением длины и диаметра заключается в резком увеличении ударопрочности, прочности на растяжение и изгиб, ударной вязкости, гибкости и других соответствующих характеристик конечного отформованного изделия в сравнении с ранее изготавливавшимися изделиями на крахмальной основе. Это повышение механических характеристик становится еще более значительным в случае добавления большого количества неорганических заполнителей, что в прошлом приводило к существенному снижению прочности отформованных изделий. Именно практически однородное распределение волокон придает предлагаемым материалам характеристики, по меньшей мере не уступающие характеристикам традиционных материалов при примерно такой же толщине поперечного сечения или массе. Это позволяет изготавливать тонкостенные изделия, обладающие характеристиками, которые превышают характеристики ранее изготавливавшихся толстостенных аналогичных изделий на крахмальной основе, что обеспечивает существенное снижение массы, себестоимости, продолжительности формования и экологического воздействия материалов, применяемых для изготовления таких изделий. Более того, сокращение продолжительности формования и исключение ранее требовавшейся операции кондиционирования приводит к резкому сокращению производственных расходов, благодаря снижению трудозатрат, а также затрат труда, времени и энергии.
Предпочтительный формовочный состав на крахмальной основе получают посредством двухступенчатого процесса. Первая операция заключается в смешивании волокон (часто состоящих из волокнистого материала в виде путанки или пучка волокон), а также части связующего на крахмальной основе и воды с последующим желатинированием связующего на крахмальной основе с целью получения "предварительно замешанной" смеси, в которой жидкая фракция обладает достаточно высокими характеристиками предела текучести и вязкости, чтобы обеспечить достаточную дисперсию волокон, и в перемешивании волоконного материала посредством приложения достаточных усилий сдвига к предварительно замешанной смеси. В ходе второй операции к предварительно замешанной смеси добавляются остальные компоненты, включая оставшееся нежелатинированное связующее на крахмальной основе и дополнительное количество воды, а также другие (необязательные) компоненты, такие как неорганические заполнители, средство для смазки технологической формы, пластификаторы, реагенты для модификации реологических характеристик, материалы для образования внутреннего покрытия и любые другие желательные добавки. Однако после того, как волокна будут диспергированы в смеси, поддержание высокого предела текучести утрачивает значение. На практике, снижение вязкости и предела текучести конечной смеси часто способствует повышению технологичности процесса формообразования за счет повышения текучести смеси.
В альтернативном варианте реализации настоящего изобретения волокна диспергируются в формуемом составе на крахмальной основе с применением только одной операции смешивания, для чего вязкость и предел текучести жидкой фракции смеси (за исключением твердых составляющих, таких, как волокна, нежелатированные гранулы крахмала, неорганические заполнители и т.п.) на начальной стадии должны быть достаточно высокими, чтобы обеспечить требуемое усилие сдвига на уровне волокон. Это можно осуществить, например, за счет введения в начальный состав на крахмальной основе как предварительно желатинированного связующего на крахмальной основе (или иного аналогичного загустителя), так и нежелатинированного связующего на крахмальной основе, причем предварительно желатинированный крахмал или другой загуститель повышает вязкость и предел текучести жидкой фракции смеси до минимального требуемого уровня.
Важно понять, что возможность однородного распределения волокон в составе на крахмальной основе определяется в первую очередь реологическими свойствами жидкой фракции, а не свойствами смеси в целом. Действительно, известно, что добавление в смесь таких твердых компонентов, как волокна и заполнители, приводит к повышению предела текучести и вязкости смеси. Однако простое повышение предела текучести и вязкости смеси не обеспечивает столь же высокой степени дисперсии волокон, какая достигается за счет применения жидкой фракции, обладающей высоким пределом текучести; этим объясняется важность добавления желатинированного крахмала или другого приемлемого водорастворимого загустителя в жидкую фракцию смеси.
После обеспечения однородной дисперсии волокон, будь то одноступенчатым или двухступенчатым методом, вязкость и предел текучести состава на крахмальной основе можно менять по мере необходимости для получения желательного формуемого состава. Как правило, добавление оставшихся компонентов приводит к повышению вязкости и предела текучести всего формуемого состава (но не его жидкой фракции), что во многих случаях является желательным. Однако часто бывает желательно вместо этого снизить вязкость жидкой фракции формуемого состава, например, за счет добавления воды и (или) диспергатора, чтобы повысить текучесть состава в формовочном устройстве. Это, в свою очередь, способствует улучшению качества поверхности отформованных изделий в сравнении с изделиями, изготовленными из смесей с более высокой вязкостью. Однако предел текучести жидкой фракции следует поддерживать на достаточно высоком уровне, чтобы сохранить когезию (связность) и пластичность состава.
Было установлено, что предел текучести жидкой фракции, используемой для первоначальной дисперсии волокон в составе предварительно замешанной смеси, должен составлять примерно не менее 10 Па и до 5000 Па, предпочтительно - примерно от 20 Па до 2000 Па, более предпочтительно - примерно от 50 Па до 1000 Па и наиболее предпочтительно - примерно от 100 Па до 500 Па. Было установлено, что между пределом текучести жидкой фракции и возможностью однородного и гомогенного распределения волокон в смеси существует более прямая корреляция, чем между вязкостью и дисперсией волокон. На практике, даже весьма вязкие смеси, как правило, не обеспечивают возможности адекватного и однородного распределения волокон, если такие смеси обладают низким или нулевым пределом текучести.
Тем не менее, хотя вязкость жидкой фракции имеет меньшее значение, чем поддержание требуемого предела текучести, следует указать, что вязкость жидкой фракции, как правило, должна составлять примерно не менее 3 Па•с, вплоть до 3000 Па•с, предпочтительно - примерно от 5 Па•с до 1000 Па•с, более предпочтительно - примерно от 10 Па•с до 500 Па•с и наиболее предпочтительно - примерно от 30 Па•с до 200 Па•с. Вышеуказанные и все последующие значения вязкости (если не оговорено иное) представляют собой значения "кажущейся вязкости", замеряемые в вискозиметре типа Paar-Physica при скорости сдвига 5 с-1. Однако "пластическая вязкость" той же жидкой фракции предварительно замешанной смеси, определяемая наилучшей аппроксимизацией кривой текучести в диапазоне скорости сдвига от 60 с-1 до 100 с-1, как правило, будет попадать в более широкий диапазон значений, начиная, как минимум, примерно с 0,1 Па•с и примерно до 100 Па•с, предпочтительно - примерно от 0,25 Па•с до 100 Па•с, более предпочтительно - примерно от 0,4 Па•с до 50 Па•с и наиболее предпочтительно - примерно от 0,5 Па•с до 20 Па•с.
При применении как одноступенчатого, так и двухступенчатого процесса смешивания, вышеуказанные численные значения для предварительно замешанной смеси хорошо аппроксимируют предпочтительные значения предела текучести и вязкости жидкой фракции любой соответствующей смеси, которые желательны для обеспечения гомогенного распределения волоконного компонента этой смеси. Поскольку включение твердых составляющих обычно приводит к повышению как предела текучести, так и вязкости, предел текучести конечного формовочного состава на крахмальной основе (приготовленного посредством как одноступенчатого, так и двухступенчатого процесса) будет составлять, как минимум, примерно от 10 Па и до 10000 Па, предпочтительно - примерно от 250 Па до 4000 Па, более предпочтительно - примерно от 500 Па до 3000 Па и наиболее предпочтительно - примерно от 1000 Па до 2000 Па. Соответствующая кажущаяся вязкость конечного состава, измеряемая при скорости сдвига 5 с-1, как правило, будет попадать в широкий диапазон, начиная, как минимум, примерно с 6 Па•с и до 3000 Па•с, предпочтительно - примерно от 50 Па•с до 2000 Па•с, более предпочтительно - примерно от 100 Па•с до 1000 Па•с и наиболее предпочтительно - примерно от 300 Па•с до 600 Па•с. Пластическая вязкость того же состава на крахмальной основе, определяемая наилучшей аппроксимизацией кривой текучести в диапазоне скорости сдвига от 4 с-1 до 14 с-1, как правило, будет попадать в более широкий диапазон значений, начиная, как минимум, примерно с 1 Па•с и до примерно 2000 Па•с, предпочтительно - примерно от 2 Па•с до 500 Па•с, более предпочтительно - примерно от 4 Па•с до примерно 100 Па•с и наиболее предпочтительно - примерно от 10 Па•с до 30 Па•с.
Разумеется, значения вязкости и предела текучести конечной формовочной смеси можно снизить посредством добавления воды, или более предпочтительно посредством введения диспергатора, без влияния на степень дисперсии волокон, которые уже были тщательно перемешаны. Действительно, хотя за счет добавления твердых компонентов предел текучести и вязкость всей смеси на крахмальной основе будут возрастать по сравнению с пределом текучести и вязкостью жидкой фазы на этапе первоначального диспергирования волокон, тем не менее предел текучести и вязкость одновременно можно снизить за счет добавления воды и (или) диспергатора. После обеспечения практически однородного перемешивания волокон посредством одноступенчатого или двухступенчатого процесса смешивания, предел текучести и вязкость можно снизить до желательного уровня, чтобы обеспечить формуемость смеси.
Было установлено, что в отличие от обычной практики, при которой считалось, что для обеспечения адекватной дисперсии волокон требуется большое количество воды, что, как правило, приводило к получению жидкой фракции с низкой вязкостью и очень низким пределом текучести, в настоящем изобретении используется впервые обнаруженная способность жидкой фракции с начальными высокими значениями вязкости и предела текучести передавать усилия сдвига от смесителя на уровень волокон независимо от значений вязкости и предела текучести жидкой фракции конечной формовочной смеси. Невозможность применения традиционных методов для обеспечения адекватной дисперсии волокон с высоким соотношением длины и диаметра (в особенности, волокон со средней длиной, превышающей примерно 2 мм) в водно-сольватированных системах в основном объясняется невозможностью передачи усилий или энергии сдвига от смесителя на волокна через маловязкую жидкую фракцию, представляющую собой ньютоновскую жидкость (т. е. жидкость с низким или нулевым пределом текучести). Вместо этого, в таких смесях энергия поглощается в перемешиваемом водном растворителе (или другой жидкой фракции, представляющей собой ньютоновскую жидкость) из-за того, что невязкая вода будет просто течь в направлении усилия сдвига, не передавая эту энергию на волокна или сгустки волокон. Таким образом, дополнительное увеличение концентрации воды не приведет к существенному улучшению диспергирования или перемешивания волокон в водной суспензии таких растворов. На самом деле, увеличение концентрации воды приведет к увеличению сепарации между волокнами и остальными компонентами состава в процессе формования, что приводит к снижению качества, прочности и структурной целостности отформованных изделий. Аналогично, простое увеличение интенсивности сдвига или энергии сдвига, передаваемой смесительным устройством, не приводит к существенному улучшению степени дисперсии волокон (в особенности, относительно длинных волокон). Более того, зачастую имеет место противоположный эффект: увеличение скорости сдвига, развиваемой смесителем, может привести к образованию комков и переплетению волокон и соответствующему образованию узлов волокон. И наконец, любую дополнительно введенную воду потребуется удалять, что приводит к повышению себестоимости изготовления.
По настоящему изобретению эти проблемы разрешаются за счет диспергирования волокон посредством вышеописанных одноступенчатых или двухступенчатых процессов, при которых жидкая фракция предварительно замешанной смеси или состава на крахмальной основе обладает высокими значениями предела текучести и вязкости (т. е. аппроксимирует текучесть по Бингхаму), что, как было обнаружено, обеспечивает существенно более эффективную прямую передачу усилий сдвига от смесителя на волокна. Этот факт объясняется тем, что высокие значения вязкости и предела текучести жидкой фракции способствуют получению смеси с высокой внутренней когезией и адгезией, и, следовательно, передающей высокое усилие сдвига на уровне волокон. В результате обеспечивается существенное улучшение дисперсии волокон, в частности волокон с относительно большой длиной и высоким соотношением длины и диаметра, в сравнении с традиционными методами. Кроме того, предварительно замешанная смесь, обладающая высокой вязкостью и высоким пределом текучести, а также предпочтительные составы на крахмальной основе, описываемые ниже, имеют достаточную вязкость для надежного сохранения состояния тщательного и равномерного распределения волокон и других добавок в составе смеси. Применение таких составов обеспечивает ранее недостижимую возможность диспергирования волокон с высоким соотношением длины и диаметра и (или) со средней длиной, составляющей примерно не менее 2 мм, а также позволяет обеспечивать дисперсию волокон со средней длиной не менее примерно 3,5 мм, 6,5 мм и 10 мм, или даже до примерно 25 мм и более.
После обеспечения адекватной дисперсии волокон в составе предварительно замешанной смеси приготавливают формовочную смесь, для чего в исходную смесь вводят остальные компоненты или добавки. Если связующее на крахмальной основе, применявшееся в предварительно замешанной смеси, было желатинировано за счет повышения температуры предварительно замешанной смеси до точки желатинирования или выше, то обычно бывает предпочтительным сначала обеспечить охлаждение смеси до температуры, которая будет ниже точки желатинирования, а уже затем добавлять оставшуюся часть нежелатинированного связующего на основе крахмала. В противном случае эта оставшаяся часть связующего на крахмальной основе подвергнется желатинированию до операции формования, что, как правило, будет приводить к получению недоброкачественных изделий с низкой прочностью. Кроме того, обычно предпочтительно поддерживать большую часть связующего на крахмальной основе в нежелатинированном состоянии, чтобы сохранять значения вязкости и предела текучести формовочной смеси в предпочтительном диапазоне, что требуется для сохранения адекватной текучести и формуемости формовочной смеси.
Для охлаждения смеси до температуры, которая будет ниже точки желатинирования связующего на крахмальной основе, можно применять соответствующие средства, известные в данной отрасли техники. Например, операцию охлаждения можно выполнять просто за счет добавления всех оставшихся компонентов, таких как неорганический заполнитель и оставшаяся вода до добавления оставшейся части связующего на крахмальной основе. В других случаях может оказаться предпочтительным добавление очень холодной воды или даже льда для охлаждения предварительно замешанной смеси при ее преобразовании в формовочную смесь, что в особенности целесообразно в тех случаях, когда в составе предварительно замешанной смеси уже применялась относительно высокая суммарная концентрация воды.
Операции смешивания, применяемые для получения конечной формовочной смеси, должны обеспечивать адекватное усилие сдвига, достаточное для тщательного перемешивания компонентов формовочной смеси, но не настолько большое, чтобы обусловить повреждение волокон и заполнителей или чтобы привести к образованию нежелательных воздушных пузырьков в составе смеси. В дополнение к вышеуказанным компонентам можно вводить любые добавки, предназначенные для улучшения формуемости смеси или для придания отформованному изделию требуемых механических характеристик. Например, можно вводить добавочные растворители, такие как водорастворимые летучие спирты, способствующие удалению воды в процессе формования. К числу других добавочных растворителей относятся относительно нелетучие компоненты, такие как этиленгликоли, полиэтиленгликоли, пропиленгликоли, глицерин и т.п., которые пластифицируют или смягчают вспененную ячеистую матрицу с крахмальным связующим. Единственным ограничением при выборе типа добавляемых добавок является требование о том, чтобы они не препятствовали процессу желатинирования связующего на крахмальной основе в ходе формования. В противном случае, отформованное изделие, в котором связующее на крахмальной основе не было подвергнуто достаточному желатинированию во время формования, как правило, будет обладать низкими механическими характеристиками и будет с трудом выниматься из формы без повреждения.
Если связующее на крахмальной основе было подвергнуто надлежащему желатинированию, то отформованное изделие будет обладать формоустойчивостью и практически всеми требуемыми характеристиками сразу же или через очень короткое время после извлечения из технологической формы. Включение тщательно перемешанных волокон способствует обеспечению достаточной формоустойчивости изделия, извлеченного из технологической формы, и в особенности сопротивлению внутреннему давлению, обусловленному действием небольшого количества воды, остающейся в ячеистой матрице изделия после его извлечения из технологической формы. Это, в свою очередь, обеспечивает достаточную ударную вязкость и прочность изделия, извлеченного из формы, что позволяет осуществлять высокопроизводительные операции с этим изделием без его растрескивания или повреждения сразу же или вскоре (например, в течение нескольких секунд) после извлечения из формы. Исследования показали, что в предлагаемых изделиях волокна практически однородно распределены по структурной матрице изделия. Хотя предпочтительно применять относительно длинные волокна со средней длиной, превышающей примерно 2 мм, тем не менее было показано, что более короткие волокна (т.е. волокна со средней длиной примерно от 0,3 мм до примерно 2 м), которые также более тщательно и равномерно распределяются в составе смесей с высокой вязкостью и высоким пределом прочности по настоящему изобретению, позволяют получить изделия с повышенной прочностью и работой разрушения при поддержании соотношения длины и диаметра порядка 1: 25 и за счет включения таких волокон в концентрации, достаточной для обеспечения большой суммарной длины волокон в любом данном элементе объема состава на крахмальной основе.
К числу других механических характеристик, которые могут быть приданы отформованному изделию за счет изменения состава смеси и (или) параметров смешивания, относятся толщина, плотность, модуль упругости, прочность на сжатие, растяжение и изгиб, относительная деформация, работа разрушения, теплоизолирующая способность и удельная теплоемкость. Благодаря возможности осуществления требуемого регулирования этих характеристик можно изготавливать самые разнообразные изделия, включая тару, стаканы, подносы, коробки-"раковины", тарелки, упаковочные коробки, ящики, бутылки, грузовые ящики, разделители и многочисленные другие изделия, применяемые, например, при упаковке, хранении, транспортировке, сервировке, фасовке и раздаче практически любых товаров, включая пищевые продукты или напитки.
Материалы, применяемые по настоящему изобретению, могут включать разнообразные экологически безвредные компоненты, такие как связующее на крахмальной основе, вода, волокна, неорганические заполнители, ферменты, пектины, инертные органические заполнители, средства для смазки технологической формы, реагенты для модификации реологических характеристик, сшивающие средства (упрочнители или отвердители), материалы для образования внутренних покрытий, диспергаторы, пластификаторы и покрытия. Для сокращения себестоимости и для повышения экологической совместимости изделий при формулировании составов формовочных смесей в первую очередь учитываются факторы максимизации концентрации неорганического компонента, оптимизации концентраций крахмала, волокна и растворителей за счет включения их только в том объеме, который необходим для использования их полезных характеристик, а также избирательного изменения значений вязкости и предела текучести формовочной смеси для быстрого и экономичного изготовления изделий, обладающих требуемыми свойствами для их использования по назначению.
Связующее на основе крахмала действует в качестве связующего вещества, в состав которого обычно входят любые крахмалы, такие как картофельный крахмал, кукурузный крахмал, крахмал из восковидной кукурузы, рисовый крахмал, пшеничный крахмал, зерновые материалы, применяемые для изготовления крахмалов, например, мука и дробленное зерно, либо их видоизмененные аналоги.
Обычно предпочтительно применять модифицированные крахмалы, поскольку они желатинируются только после того, как температура формовочной смеси в процессе формования повысится до точки желатинирования немодифицированного крахмала, что позволяет контролировать срок, скорость и степень желатинирования. Кроме того, эти материалы обычно намного дешевле, чем модифицированные крахмалы. Такие немодифицированные крахмалы, как картофельный крахмал и крахмал из восковидной кукурузы, т.е. те самые крахмалы, которые являются предпочтительными по настоящему изобретению, считаются дешевыми отходами и используются в качестве корма для скота или в качестве ирригационных добавок. Замена нефтехимических или синтетических пластмасс, полистирола и других полимеров, применяемых при изготовлении обычных материалов, имеющимися в изобилии и очень дешевыми крахмалами природного происхождения, служит дополнительной иллюстрацией положительного экологического эффекта, обуславливаемого предлагаемыми волоконно-армированными материалами с крахмальным связующим и добавочными неорганическими заполнителями.
Во многих традиционных процессах применения крахмала, таких как метод горячего расплава, при котором крахмал нагревается при высокой температуре и высоком давлении в присутствии минимального количества воды, в результате чего крахмал демонстрирует своего рода "термопластичное" поведение (в этом случае, он иногда именуется "деструктурированным" крахмалом), необходимо применять крахмал с относительно высоким содержанием амилозы (свыше 45% по весу), чтобы обеспечить повышенную химическую совместимость крахмала с водой, добавляемой в небольшой концентрации с целью пластификации крахмального материала. Это резко отличается от предлагаемого способа использования связующих на крахмальной основе, согласно которому вклад связующего на крахмальной основе в механические характеристики конечного отформованного изделия не зависит от содержания амилозы. На самом деле два наиболее предпочтительных связующих на крахмальной основе, а именно немодифицированные крахмалы из картофеля и восковидной кукурузы, имеют относительно низкое содержание амилозы (соответственно, 1-3% и 20-25%).
Вода, применяемая в отдельности или в сочетании с добавочным растворителем, используется для диспергирования компонентов смеси, для регулирования вязкости и предела текучести формовочной смеси, а также в качестве средства для желатинизации связующего на основе крахмала. Кроме того, и другие добавки, такие как связующее на крахмальной основе, волокна, неорганические заполнители, реагенты для изменения реологических характеристик, пластификаторы и диспергаторы, способствуют приданию смеси требуемых реологических характеристик, т.е. характеристик текучести.
Связующее на крахмальной основе предпочтительно вводится в виде нежелатинированных гранул, хотя при приготовлении предварительно замешанной смеси или окончательной формовочной смеси оно может быть подвергнуто частичному или полному желатинированию. При использовании одноступенчатого процесса смешивания может оказаться предпочтительным включение как предварительно желатинированного, так и нежелатинированного связующего на крахмальной основе, чтобы повысить значения вязкости и предела текучести всего состава до уровня, требуемого для обеспечения дисперсии волокон. При нагревании связующего на основе крахмала в присутствии воды гранулы разрушаются, что обеспечивает возможность вытягивания амилозных полимеров с одинарными длинными цепочками и их переплетения с другими полимерами крахмала, такими как существенно разветвленные полимеры амилопектина. Этот процесс именуется желатинированием (или застудневанием). Предпочтительные немодифицированные крахмалы, такие как крахмалы, изготавливаемые из картофеля или восковидной кукурузы, легко набухают в ходе одноступенчатого процесса. После удаления растворителя получающаяся переплетенная сетка крахмальных полимеров образует сплошной материал. Хотя многие связующие на крахмальной основе (например, немодифицированные крахмалы) являются весьма дешевыми, обычно бывает нецелесообразно изготавливать изделия из смеси, содержащей исключительно или преимущественно только крахмал и воду из-за чрезмерных затрат времени и энергии на удаление растворителя, что требуется для получения формоустойчивого изделия с достаточной прочностью и ударной вязкостью, а также из-за необходимости затрат времени на кондиционирование отформованного изделия в условиях высокой влажности.
Добавление волокон позволяет улучшить характеристики работы разрушения и ударной вязкости изделия, а также повысить формоустойчивость и гибкость изделия сразу после извлечения из технологической формы. Одним из предпочтительных волоконных материалов являются волокна мягких пород дерева, имеющие среднюю длину около 3,5 мм. Относительно длинные волокна являются предпочтительными в сравнении с относительно короткими волокнами, поскольку длинные волокна в большей степени перекрывают длину полостей или пор, имеющихся внутри вспененной матрицы с крахмальным связующим, что улучшает их связь с матрицей и способствует получению повышенного усиливающего эффекта. Тем не менее, также можно применять и относительно короткие волокна, как сами по себе, так и в сочетании с более длинными волокнами, при единственном условии обеспечения соотношения длины и диаметра волокон на уровне не менее 1: 25. За счет поддержания высокого соотношения длины и диаметра волокон обеспечивается сохранение или увеличение общей совокупной длины волокон в единице объема материала.
Как правило, относительно короткие волокна, такие как волокна твердых пород дерева, у которых средняя длина составляет примерно 1,5 мм, или хлопковые очесы со средней длиной в диапазоне примерно от 0,3 мм до 1 мм, в большей степени придают изделию полезные свойства прочности и ударной вязкости, если средний размер пор в изделии не превышает 0,25 мм. Даже бумажная макулатура, представляющая собой смесь волокон твердого и мягких пород дерева, в сочетании с составами по настоящему изобретению, обладающими высокой вязкостью и высоким пределом текучести, позволяет получить изделия с повышенной прочностью и ударной вязкостью. Как правило, экономически эффективная концентрация волокон составляет примерно от 2% до 80% от массы твердых составляющих, или примерно от 1% до 40% от массы всей смеси, включая воду. Однако при этом необходимо соблюдать следующее общее правило: при применении волокон с небольшой средней длиной следует увеличивать их концентрацию, чтобы обеспечить те же или аналогичные механические характеристики, которые обеспечиваются при использовании относительно длинных волокон.
Для дальнейшего снижения себестоимости и придания требуемых характеристик конечному изделию в смесь при желании можно добавлять неорганические заполнители или наполнители в концентрации, доходящей до 80% от общей массы твердых веществ в составе смеси. Тогда как этот диапазон концентраций применим для большинства наполнителей с относительно высокой плотностью (свыше 1 г/см3), в случае применения "легких" наполнителей (с плотностью менее 1 г/см3), таких как вспененный перлит или полые стеклянные сферы, эта весовая пропорция может снижаться и будет зависеть от плотности данного конкретного наполнителя. В результате, концентрацию легких наполнителей целесообразно выражать в объемных процентах. Предпочтительная концентрация таких наполнителей в широком диапазоне составляет от 5% до 80% от объема состава на крахмальной основе до его формования.
Чтобы получить смеси с высокой концентрацией неорганических материалов, выбор формы и гранулометрического распределения частиц неорганических наполнителей предпочтительно производится так, чтобы обеспечить высокую плотность упаковки частиц. Этот процесс именуется упаковкой частиц. Кроме того, предпочтительно, чтобы частицы имели небольшую удельную площадь поверхности, так как в противном случае частицы материала-заполнителя могут помешать реакции желатинирования связующего на крахмальной основе, происходящей под воздействием воды. Удельную площадь поверхности частиц материала-заполнителя, т. е. отношение площади поверхности к объему этих частиц, можно сократить за счет применения заполнителей, имеющих однородную, преимущественно сферическую форму. Хотя повышение диаметра частиц материала-заполнителя также приводит к сокращению их удельной площади, тем не менее предпочтительно, чтобы отношение этого диаметра к толщине стенки ячейки внутренней матрицы не превышало 0,5, более предпочтительно - 0,3, а наиболее предпочтительно - 0,2. Применение наполнителей с высокой плотностью упаковки и низкой удельной поверхностью обеспечивает минимизацию расхода крахмального связующего и растворителя, требуемого для смеси. За счет минимизации расхода крахмального связующего и растворителя удается свести к минимуму стоимость материалов и затраты времени на изготовление изделий. Более того, за счет выбора заполнителей с определенными механическими и физическими характеристиками можно придать аналогичные свойства готовому изделию. Например, с помощью заполнителей можно регулировать удельную теплоемкость, плотность, прочность и текстуру поверхности готовых изделий. Одним из предпочтительных неорганических заполнителей является карбонат кальция.
Хотя повышение вязкости и предела текучести составов на крахмальной основе способствует предотвращению расслоения твердых компонентов состава и, разумеется, способствует улучшению дисперсии волоконного компонента, может оказаться желательным снижение предела текучести и, в особенности, вязкости формуемого состава после того, как будет обеспечено однородное распределение волокон. Одной из причин этого является тот факт, что частицы неорганического заполнителя, как правило, легче распределяются в смеси с низкой вязкости, в особенности, при использовании диспергатора. В бетонной промышленности диспергаторы часто называются "водозаменяющими добавками", поскольку они снижают вязкость смеси без необходимости в добавлении воды в смесь. После обеспечения хорошей дисперсии волокон в составе на крахмальной основе можно ввести диспергатор, который будет способствовать дисперсии частиц неорганического заполнителя без снижения качества дисперсии ранее диспергированного волоконного компонента. Кроме того, диспергатор повышает текучесть состава на крахмальной основе, что улучшает заполнение технологической формы смесью, и, свою очередь, способствует получению отформованных изделий с более гладкой и ровной поверхностью.
Реагенты для модификации реологических характеристик, такие как материалы на основе целлюлозы, материалы на основе полисахаридов, белковые материалы и синтетические органические материалы, при желании могут добавляться для регулирования вязкости и предела текучести смеси. Однако в большой концентрации эти материалы могут мешать или даже препятствовать процессу желатинирования связующего на крахмальной основе. На практике было установлено, что добавление известных в данной отрасли реагентов для модификации реологических характеристик или загустителей (кроме желатинированного крахмала) в концентрации, требуемой для обеспечения высоких значений вязкости и предела текучести, необходимых для дисперсии большинства относительно длинных волокон, может обусловить расслоение материала при формовании изделия и появление различной пористости, что может привести к снижению прочности конечного отформованного изделия.
Применение таких загустителей в дополнение к желатинированному крахмалу или вместо него связано, как минимум, с двумя недостатками. Во-первых, такие загустители обычно намного дороже, чем желатинированные немодифицированные крахмалы. Во-вторых, они могут мешать реакции желатинирования, происходящей с участием связующего на крахмальной основе и воды, вплоть до того, что в определенный момент реакция желатинирования связующего на крахмальной основе будет существенно замедлена или вообще ингибирована, что предотвратит выполнение крахмальным связующим функций основного связующего вещества и будет противоречить той цели, для достижения которой связующее на крахмальной основе вообще включалось в состав смеси. За счет желатинирования, как минимум, части связующего на крахмальной основе во время приготовления предварительно замешанной смеси, а также за счет увеличения концентрации неорганического заполнителя или сокращения концентрации воды в конечной формовочной смеси, необходимость в добавлении реагента для модификации реологических характеристик для обеспечения требуемых показателей вязкости и предела текучести смеси будет существенно сокращена или вообще устранена.
Во всяком случае, согласно известным теориям загустители применяются только для повышения стабильности коллоидальных смесей. Их применение для обеспечения дисперсии относительно длинных волокон, даже если это возможно, не было известно. Таким образом, если обычный специалист в данной отрасли при использовании загустителя случайно обнаружил бы, что загуститель способствует улучшению дисперсии волокон, в частности волокон с относительно большой длиной, то вполне очевидно, что такой факт входит в объем настоящего изобретения. Как правило, из смесей с большой концентрацией воды получают относительно легкие изделия с низкой плотностью и большими ячейками или порами в структурной матрице. И наоборот, из смесей с низкой концентрацией воды получают изделия с высокой плотностью и меньшими ячейками или порами в структурной матрице. Образование вспененной структурной матрицы также зависит от таких переменных параметров, как концентрация растворителя, а также давление и температура, воздействующие на смесь. Если реагент для модификации реологических характеристик все же будет использоваться, то он будет в некоторой степени действовать в качестве связующего, что может способствовать некоторому повышению прочности изделия.
В зависимости от концентрации и средней длины волокон, используемых в составе формовочной смеси, изделие после извлечения из технологической формы может иметь повышенную хрупкость, особенно в случае применения небольшой концентрации волокон или преимущественного использования относительно коротких волокон. Чтобы повысить гибкость изделий, кроме вышеупомянутых волокон в смесь можно добавлять пластификаторы, гигроскопические материалы и пористый заполнитель, пропитанный пластификаторами или гигроскопическими материалами. Пластификаторы включают материалы, которые могут абсорбироваться крахмальным связующим для размягчения структурной матрицы и которые имеют относительно высокую температуру испарения, так что они не испаряются и не улетучиваются в процессе формования и предпочтительно сохраняют стабильность после формования изделия. Эти материалы также могут абсорбироваться волокнами, придавая им повышенную податливость или гибкость. Двумя предпочтительными пластификаторами, кроме воды, являются глицерин и полиэтиленгликоль. Гигроскопические материалы, такие как MgCl2 и CaCl2, поглощают влагу и прочно связывают ее внутри структурной матрицы с крахмальным связующим, удерживая воду даже после завершения процесса формования. Эта влага повышает гибкость и эластичность готового изделия. Пористые частицы заполнителя и волокна могут удерживать воду или другие пластификаторы в процессе формования и затем способствовать их дисперсии в матрице формоустойчивого изделия, что позволяет повысить гибкость изделия.
Гидравлически отверждаемые связующие, такие как полугидрат сульфата кальция (гипс - CaSO4•1/2H2O), могут применяться в смесях по настоящему изобретению в качестве водопоглотителя, поскольку гипс реагирует с водой с образованием дигидрата сульфата кальция (CaSO4•2H2O). Водопоглощающие компоненты могут применяться для ускоренного повышения вязкости и формоустойчивости отформованного изделия, особенно в случае большой концентрации воды в исходной смеси. Однако такие материалы обычно не высвобождают ранее связанную воду и, как правило, не добавляются с целью размягчения отвержденной матрицы. Тем не менее, при повышенных температурах, применяемых, например, при формовании требуемых изделий из составов на крахмальной основе, дигидрат сульфата кальция может терять воду и переходить в полугидратную форму. После извлечения из технологической формы такого изделия, содержащего полугидрат сульфата кальция, изделие обычно приобретает повышенную жесткость и упрочняется при пребывании в условиях умеренной влажности.
Другие компоненты, например, жирные кислоты с длинными и средними полимерными цепями, их соли и их кислотные производные могут добавляться в раствор для облегчения извлечения затвердевшего изделия из технологической формы. Формы, имеющие полированную металлическую поверхность или другую поверхность, предотвращающую прилипание, также могут применяться для облегчения или упрощения извлечения изделия. Можно также добавлять сшивающие реагенты, которые способствуют повышению прочности и устойчивости отформованных изделий. Можно добавлять средства для образования покрытий изнутри, которые по мере удаления воды из матрицы с крахмальным связующим мигрируют на поверхность и образуют покрытие на поверхности или непосредственно под поверхностью отформованного изделия.
Сначала из выбранных компонентов приготавливают однородную формовочную смесь с применением вышеописанного одноступенчатого или двухступенчатого процесса, причем наиболее важным переменным параметром является обеспечение в составе смеси жидкой фракции с высокими значениями вязкости и предела текучести, требующейся на период диспергирования волокон. В зависимости от вязкости смеси смешивание можно производит в смесителе с высоким усилием сдвига, лопастном смесителе или в шнековом экструдере. Часто бывает предпочтительно поместить состав на крахмальной основе в условия частичного разрежения, чтобы удалить из смеси нежелательные воздушные пустоты, которые могут обуславливать появление дефектов в готовом отформованном изделии.
В предпочтительном варианте изобретения формовочная смесь помещается в полость нагретой технологической формы. Полость нагретой технологической формы может иметь различные конструктивные исполнения, включая формы, используемые при обычной инжекционной формовке, а также при прессовании в штампах с применением матрицы и пуансона. Например, в одном из предпочтительных вариантов изобретения формовочную смесь помещают в нагретую матрицу штампа. После этого нагретый пуансон, контур которого является зеркальным отражением контура матрицы, сближают с матрицей, тем самым сжимая смесь между матрицей и пуансоном. При нагревании смеси крахмальное связующее желатинируется, что увеличивает вязкость и предел текучести смеси. Одновременно смесь увеличивается в объеме, оставаясь внутри полости нагретого штампа, что объясняется образованием пузырьков газа за счет испарения растворителя, который сначала удерживается в вязкой смеси.
Для массового изготовления предлагаемых тарных и других изделий можно применять различные нагреваемые формовочные устройства, известные в данной отрасли техники, включая вафлепекарные машины. Кроме того, для изготовления предлагаемых изделий можно модифицировать обычные машины для формования пенополистирола.
Как будет подробнее описано ниже, за счет избирательного регулирования термодинамических параметров, воздействующих на смесь (т.е. давления, температуры и времени), а также содержания воды, из смеси можно формовать формоустойчивые изделия с выбранной вспененной структурной матрицей. Это означает, что имеется возможность выбора размера, количества и расположения пор или ячеек вспененной структурной матрицы, что позволяет получать изделия, обладающие требуемыми характеристиками для их использования по назначению. Более того, за счет избирательного изменения температуры между половинами технологической формы и регулирования температуры по их длине можно менять текстуру поверхности и конфигурацию ячеек внутри вспененной структурной матрицы. Кроме регулирования характеристик различных формованных изделий, можно менять свойства материала в пределах одного изделия, включая переменную толщину стенок и корки, переменную структуру ячеек и переменную плотность. Это можно осуществить, например, за счет создания разности температур или различных температурных зон в технологической форме. В результате различные части одного изделия будут формоваться при различных температурных и технологических условиях.
Более того, благодаря способности удерживать значительное количество свободной воды внутри ячеистой матрицы без утраты структурной целостности матрицы, новые предлагаемые составы также дают возможность изготавливать изделия с переменной толщиной, например стаканы с утолщенным дном и тонкими стенками. Из-за того, что утолщенная часть формуемого изделия может содержать больше свободной воды, чем его тонкостенная часть, все изделие можно извлечь из технологической формы за один прием благодаря одинаковой общей прочности и формоустойчивости различных частей изделия. Кроме того, так или иначе любые различия концентрации воды внутри разных изделий, извлеченных из формы, с течением времени сглаживаются. Возможности изготовления изделий с переменной толщиной стенок также способствует существенное повышение работы разрушения, обеспечиваемое за счет практически однородного распределения волокон в составе структурной матрицы.
В предпочтительном варианте реализации настоящего изобретения изделия формуются из вышеописанных смесей, содержащих волокна, что позволяет придать отвержденным изделиям требуемую гибкость без необходимости в кондиционировании в условиях высокой важности. Остаточная вода, концентрация которой обычно составляет примерно от 2% до 6% от веса изделия, более предпочтительно - примерно от 3% до 4 вес.%, сохраняется внутри матрицы с крахмальным связующим даже после того, как отформованное изделие приобретет достаточную формоустойчивость и обеспечит достаточное сопротивление внутреннему давлению, что позволит извлечь его из технологической формы без существенной деформации требуемой структуры изделия. Предполагается, что часть воды, удерживаемой волокнами, со временем может переходить из волокон в отвержденную матрицу с крахмальным связующим, тем самым обеспечивая дальнейшее смягчение структурной матрицы изделия. Кроме того, дополнительное повышение гибкости отформованных изделий можно обеспечить за счет обычного кондиционирования в камере с повышенной влажностью, где изделия выдерживаются в условиях высокой влажности и температуры. Однако эта операция обычно является излишней и неэкономичной.
После извлечения изделия из технологической формы можно нанести покрытие, которое служит для придания изделию герметичности, улучшения качества его поверхности, а также для повышения прочности. Нанесение покрытия можно производить с помощью различных традиционных методов, таких как распыление, погружение, нанесение валиком или кистью. В альтернативном варианте реализации настоящего изобретения так называемые "внутренние материалы для образования покрытий" могут добавляться в смесь перед формованием изделия. Если температура плавления внутреннего материала для образования покрытия близка к максимальной температуре смеси в процессе формования, то частицы этого материала в процессе горячего формования изделия переносятся к поверхности изделия вместе с направленным наружу потоком испаряющейся воды. По достижении поверхности формуемого изделия эти частицы подвергаются воздействию высокой температуры, что приводит к расплавлению и сплавлению этих частиц и их последующему застыванию или затвердеванию на поверхности или вблизи поверхности изделия после его извлечения из технологической формы и охлаждения. В качестве таких внутренних материалов для образования покрытия можно применять любые материалы, у которых точка плавления, как правило, превышает температуру кипения перегретой воды, содержащейся внутри формуемого изделия, но не превышает максимальной температуры на поверхности изделия во время его формования. К числу таких внутренних материалов для образования покрытий относятся некоторые виды воска (парафина), стеараты, шеллак, полимолочная кислота или любые другие пластмассовые или полимерные материалы, отвечающие указанным требованиям в отношении точки плавления. Кроме того, для обеспечения водостойкости внутри вспененной ячеистой матрицы можно применять некоторые жидкие материалы, такие как латексы или поливиниловый спирт. Для герметизации пор, выступающих на поверхность изделия, можно добавлять желатин.
Получаемые изделия можно спроектировать так, чтобы их характеристики по меньшей мере не уступали характеристикам изделий, изготовленных из обычных материалов, таких как бумага, картон, полистирол, металлы, пластмассы или иные природные органические материалы. Учитывая весьма низкую стоимость неорганических наполнителей и умеренную стоимость немодифицированного крахмала и волокон, себестоимость изготовления изделий по настоящему изобретению будет намного ниже себестоимости обычных изделий. И наконец, изделия по настоящему изобретению менее опасны для окружающей среды, чем традиционные изделия. Например, в технологическом процессе не применяется никаких опасных химикатов, не выделяется никаких опасных отходов, сбрасываемых в воздух или воду, не потребляется никаких невозобновляемых ресурсов в качестве исходного сырья для формовочных смесей, а потребление электроэнергии сводится к минимуму. Более того, изделия по настоящему изобретению обычно имеют небольшую массу, легко поддаются утилизации или быстро разлагаются в окружающей природной среде.
Для изложения способов достижения вышеописанных и других преимуществ изобретения ниже приводится более подробное описание изобретения, кратко описанного выше, со ссылками на конкретный способ реализации изобретения, иллюстрируемый на прилагаемых чертежах. С учетом того, что эти чертежи отражают лишь типичные способы реализации изобретения и, следовательно, не ограничивают его объем, изобретение подробно и конкретно поясняется ниже со ссылками на прилагаемо чертежи, которые перечислены ниже.
На фиг. 1 приведена диаграмма состояния, показывающая температуру и давление, при которых по одному из вариантов реализации настоящего изобретения осуществляется формование изделий из смеси.
На фиг. 2 показан увеличенный поперечный разрез поверхностной корки и" внутреннего участка отвержденного изделия.
На фиг. 2A приведена микрофотография поперечного сечения изделия с относительно тонкой поверхностной коркой и внутренним сечением, содержащим относительно большие ячейки или поры.
На фиг. 2B приведена микрофотография поперечного сечения изделия с относительно тонкой поверхностной коркой и внутренним сечением, содержащим ячейки или поры среднего размера.
На фиг. 2C приведена микрофотография поперечного сечения изделия с относительно толстой поверхностной коркой и внутренним сечением, содержащим ячейки или поры относительно большого размера, причем относительно длинные волокна в произвольном порядке распределены по всей ячеистой матрице.
На фиг. 3 показан разрез матрицы и пуансона технологической формы в процессе сведения.
На фиг. 4 показан общий вид дозаторов и смесителя.
На фиг. 5 приведен вид шнекового экструдера в разрезе.
На фиг. 6 приведен вид двухступенчатого инжектора в разрезе.
На фиг. 7 приведен вид инжектора с возвратно-поступательным винтом в разрезе.
На фиг. 8 показан общий вид матрицы и пуансона технологической формы.
На фиг. 9 показан разрез матрицы, заполняемой формовочной смесью через горловину.
На фиг. 10 приведен разрез пуансона и матрицы на фиг. 9, находящихся в процессе сведения.
На фиг. 11 приведен разрез изделия по настоящему изобретению, формуемого между совмещенными пуансоном и матрицей на фиг. 10.
На фиг. 11A показан увеличенный вид на выпускные отверстия между совмещенными пуансоном и матрицей на фиг. 11.
На фиг. 12 приведен разрез матрицы, снабженной ракелем для удаления излишка материала.
На фиг. 13 показан вид сдвоенной пресс-формы в разрезе.
На фиг. 14 показана составная пресс-форма с всасывающим ниппелем.
На фиг. 15 приведен общий вид устройства для горячего формования.
На фиг. 16 показан общий вид пресс-формы в позиции заполнения в устройстве для горячего формования, показанном на фиг. 15.
На фиг. 17 показан общий вид ракеля, используемого в устройстве для горячего формования, показанном на фиг. 15.
На фиг. 18 показан разрез матрицы и пуансона, используемых в обычной машине для формования пенополистирола.
На фиг. 19 показан разрез совмещенных половин технологической формы на фиг. 18.
На фиг. 20 приведен график, демонстрирующий предел текучести и вязкость смеси, содержащей 50 г желатинированного крахмала и 800 г воды.
На фиг. 21 приведен график, демонстрирующий предел текучести и вязкость смеси, содержащей 100 г желатинированного крахмала и 800 г воды.
На фиг. 22 приведен график, демонстрирующий влияние изменения концентрации предварительно желатинированного крахмала на предел текучести.
На фиг. 23 приведен график, демонстрирующий влияние изменения концентрации предварительно желатинированного крахмала на вязкость.
На фиг. 24 приведен график, демонстрирующий влияние изменения концентрации предварительно желатинированного крахмала на предел текучести и вязкость конечной смеси.
На фиг. 25 приведен график, демонстрирующий влияние концентрации воды в формовочной смеси на толщину корки конечного изделия.
На фиг. 26 приведен график, демонстрирующий влияние концентрации воды в формовочной смеси на диаметр внутренних ячеек вспененного изделия.
На фиг. 27 приведен график, демонстрирующий влияние скорости сдвига на вязкость формовочной смеси, содержащей 900 г воды.
На фиг. 28 приведен график, демонстрирующий влияние скорости сдвига на вязкость формовочной смеси, содержащей 1300 г воды.
На фиг. 29 приведен график, демонстрирующий влияние скорости сдвига на предел текучести формовочной смеси, содержащей 1300 г воды.
На фиг. 30 приведен график, демонстрирующий влияние скорости сдвига на вязкость формовочной смеси, содержащей 1300 г воды.
На фиг. 31 приведен график, демонстрирующий влияние продолжительности сдвига на вязкость формовочной смеси, содержащей 1300 г воды.
На фиг. 32 приведен график, демонстрирующий влияние скорости сдвига на вязкость формовочной смеси, содержащей 1500 г воды.
На фиг. 33 приведен график, демонстрирующий влияние скорости сдвига на предел текучести формовочной смеси, содержащей 1500 г воды.
На фиг. 34 приведен график, демонстрирующий приведенные значения работы разрушения предлагаемых материалов на крахмальной основе и обычного крахмального материала.
На фиг. 35 показано перспективное изображение формовочного устройства, предназначенного для массового изготовления изделий.
На фиг. 36 показано перспективное изображение технологической формы формовочного устройства на фиг. 35 в положении загрузки.
Настоящее изобретение относится к новым методам получения формуемых составов на крахмальной основе, снабженных практически однородно распределенными волокнами, а также к изделиям, изготавливаемым из таких составов. Равномерное распределение волокон обеспечивается за счет применяемой в общем составе жидкой фракции с высоким пределом текучести и высокой вязкостью. Изделия, изготовленные из таких составов, обладают вспененной, армированной волокнами структурной матрицей с органическим связующим. В предлагаемых составах могут применяться разнообразные экологически безвредные компоненты, включая связующее на основе крахмала, воду и волокна, а также такие дополнительные добавки, как неорганические заполнители, средства для смазки технологической формы, реагенты для модификации реологических характеристик, средства для образования перекрестных связей (отвердители), пластификаторы, гигроскопические материалы, диспергаторы, органические заполнители и внутренние материалы для образования покрытий.
С помощью методов технологии материалов и микроструктурной инженерии можно выбирать тип, размеры, форму, пропорции и другие характеристики всех компонентов, при смешивании которых получают формуемую смесь на крахмальной основе и последующие конечные изделия, обладающие требуемыми характеристиками при оптимальной себестоимости. Требуемые характеристики зависят от требований к методам обращения с изделиями и к назначению готовых изделий. Оптимизация себестоимости осуществляется за счет выбора компонентов, которые обеспечат максимальный выход продукции при минимизации себестоимости материалов и изготовления. Благодаря применению метода микроструктурной инженерии предлагаемые составы и методы позволяют получать различные изделия, включая тарные изделия, тарелки, стаканы, коробки-"раковины", подносы, коробки, а также другие тарные и иные изделия, обладающие механическими характеристиками, которые не уступают характеристикам аналогичных изделий, изготовленных из обычных материалов, таких как бумага, пенополистирол, пластмасса, металл и стекло, или даже превосходят характеристики этих материалов. Себестоимость изготовления изделий по настоящему изобретению зачастую будет намного ниже себестоимости обычных изделий, что является результатом применения относительно дешевых заполнителей, которые, как правило, составляют большую часть смеси, а также снижения энергопотребления в процессе производства.
Кроме того, предлагаемые технологические процессы и изделия менее опасны для окружающей среды, чем традиционные процессы. Во-первых, в теории все производственные отходы могут повторно использоваться в технологической цепочке. Во-вторых, готовые изделия разового употребления, использованные по назначению, легко подвергаются утилизации с целью получения других изделий или аналогичных материалов при минимальном объеме переработки. В-третьих, после захоронения использованных изделий связующее на крахмальной основе и другие компоненты изделия находятся в таком состоянии, которое обеспечивает их быстрое растворение и биоразложение в присутствии влаги, так как неорганический заполнитель в основном состоит из тех же элементов, что и земля, в которую захораниваются такие изделия. В-четвертых, предлагаемые изделия, как правило, обладают малой массой и небольшим объемом.
Предпочтительные составы на крахмальной основе, из которых формуются предлагаемые изделия, включают связующее на крахмальной основе, например, картофельный крахмал, кукурузный крахмал, крахмал из восковидной кукурузы, рисовый крахмал, пшеничный крахмал или зерновые материалы, применяемые для изготовления крахмалов, воду, равномерно диспергированные волокна с соотношением длины и диаметра, составляющим примерно не менее 25 : 1, и со средней длиной, предпочтительно составляющей примерно не менее 2 мм, и, при желании, неорганический заполнитель, такой как карбонат кальция. Добавление равномерно диспергированных волокон с большим соотношением длины и диаметра с относительно большой длиной (и, при желании, неорганических материалов-заполнителей в существенной концентрации) позволяет ускорить формование изделий и их извлечение из технологической формы, снизить себестоимость и повысить экологическую безопасность и увеличить теплостойкость в сравнении с изделиями, изготавливаемыми с минимальной концентрацией неорганического заполнителя и без равномерно диспергированных волокон.
Предлагаемые материалы и изделия, включающие неорганический заполнитель, могут именоваться материалами или изделиями "с неорганическими заполнителями" или "с высокой концентрацией неорганических заполнителей".
Предпочтительный метод получения составов на крахмальной основе по настоящему изобретению предусматривает двухступенчатый технологический процесс. Сначала приготавливается предварительно замешанная смесь, включающая часть связующего на крахмальной основе и воды, а также практически все волокна, подлежащие диспергированию. Волокна тщательно и равномерно распределяются по объему предварительно замешанной смеси за счет повышения предела текучести и вязкости жидкой фракции предварительно замешанной смеси, что обеспечивает более эффективную передачу усилий сдвига, развиваемых смесительным устройством, в сравнении с типичными волоконными пульпами, в которых применяется относительно высокая концентрация воды. Для повышения вязкости и предела текучести жидкой фракции осуществляют желатинирование связующего на крахмальной основе, что производится посредством увеличения температуры предварительно замешанной смеси до точки желатинирования связующего на крахмальной основе, которая в случае немодифицированного картофельного крахмала обычно составляет около 65o. В альтернативном варианте значения вязкости и предела текучести можно увеличить за счет применения предварительно желатинированного крахмала, т.е. модифицированного крахмала, который будет застудневать при комнатной температуре, или других загустителей, известных в данной отрасли техники. Если применяется какой-либо загуститель, отличный от крахмала, то при приготовлении жидкой фракции с высокими значениями вязкости и предела текучести такой загуститель предпочтительно использовать в дополнение к желатинированному крахмалу, а не вместо него. Если для желатинирования связующего на крахмальной основе применялось тепло, то обычно бывает предпочтительным сначала обеспечить охлаждение предварительно замешанной смеси до температуры, которая будет ниже точки желатинирования, а уже затем добавлять оставшуюся часть связующего на основе крахмала. И наконец, окончательный формуемый состав на крахмальной основе приготавливается посредством простого подмешивания в предварительно замешанную смесь оставшейся части связующего на крахмальной основе, воды и других добавок.
В альтернативном варианте реализации настоящего изобретения окончательный формуемый состав на крахмальной основе готовится посредством одной операции, в ходе которой в состав на крахмальной основе добавляют достаточное количество предварительно желатинированного крахмала, модифицированного крахмала или другого соответствующего загустителя, чтобы увеличить значения вязкости и предела текучести жидкой фракции до уровня, достаточного для обеспечения адекватной и равномерной дисперсии волокон.
Волокна, равномерно распределенные внутри формуемого состава на крахмальной основе, повышают формоустойчивость ячеистой матрицы отформованных изделий и их сопротивление внутреннему давлению, что облегчает извлечение из технологической формы без необходимости в предварительном удалении практически всей воды из структурной матрицы на крахмальной основе. Это частично обусловлено эффектом переплетения волокон, которые упрочняют полузастывшую структурную матрицу на крахмальной основе и позволяют производить извлечение изделия из технологической формы и манипуляции с ними без существенной деформации или дальнейшего разбухания извлеченного из формы изделия. Кроме того, волокна в большей степени, чем связующее на крахмальной основе, способны связывать и, тем самым, удерживать воду внутри структурной матрицы. В результате, после извлечения изделия из технологической формы влага, сохранившаяся внутри волокон, может мигрировать в структурную матрицу связующего на крахмальной основе и размягчать эту матрицу, которая в противном случае была бы чрезмерной хрупкой.
Эти результаты применения волокон позволяют уменьшить хрупкость извлеченных из технологической формы изделий и повысить их гибкость и упругость сразу же после извлечения из формы или в кратчайшее время после этого. Это устраняет или, по меньшей мере, существенно сокращает необходимость в последующем кондиционировании матрицы на крахмальной основе, осуществляемом посредством выдержки в условиях высокой влажности или посредством добавления масел, пластификаторов или других упрочняющих средств. Волокна также увеличивают показатели работы разрушения и ударной вязкости конечных изделий.
Для придания изделиям требуемых свойств в состав на крахмальной основе можно добавлять другие добавки. Например, для дополнительного регулирования вязкости и предела текучести смеси, кроме того, что уже обеспечивается связующим на крахмальной основе и твердыми компонентами, можно вводить реагенты для модификации реологических характеристик и диспергаторы. Для повышения гибкости отформованных изделий можно применять пластификаторы и гигроскопические материалы (водопоглотители). К числу других добавок относятся диспергаторы, снижающие вязкость смеси без увеличения концентрации растворителя, а также внутренние материалы для образования покрытий или внутренней герметизации, позволяющие в процессе формования создавать покрытия на поверхности изделий или внутри него. Частицы наполнителя, на которых образовался слой кристаллического цемента (эттрингит), могут применяться для улучшения взаимодействия между частицами наполнителя и связующим на основе крахмала. Можно добавлять внутренние материалы для образования покрытий, которые в ходе процесса формования вступают в реакцию и обеспечивают покрытие изделия или его внутреннюю герметизацию.
Приготовленный формуемый состав на крахмальной основе помешается в полость нагретой технологической формы. Полость нагретой технологической формы может иметь различные конструктивные исполнения, включая исполнения, характерные для форм, используемых при обычной инжекционной формовке, а также при прессовании в штампах с применением матрицы и пуансона. Например, в одном из предпочтительных вариантов изобретения состав на крахмальной основе помещают в нагретую матрицу штампа. После этого нагретый пуансон, контур которого является зеркальным отражением контура матрицы, сближают с матрицей, тем самым сжимая смесь между матрицей и пуансоном. За счет тщательного регулирования температуры и давления смеси, а также надлежащего выбора вязкости и концентрации растворителя из приготовленного состава можно быстро отформовать формоустойчивые изделия с селективно выбранными параметрами вспененной структурной матрицей. Кроме того, за счет регулирования длины волокон и их концентрации внутри структурной матрицы можно регулировать прочность и гибкость отформованных изделий. Как правило, текстуру поверхности, прочностные характеристики, гибкость и формирование пор внутри структурной матрицы можно избирательно регулировать за счет подбора типов и относительных концентраций компонентов состава, а также за счет надлежащего выбора термодинамического режима обработки. Благодаря этому появляется возможность изготовления разнообразных тарных и других изделий с различными термическими и механическими характеристиками, соответствующими требуемым функциональным свойствам изделия.
В предпочтительном варианте реализации настоящего изобретения формуемые изделия приобретают требуемые для их использования характеристики гибкости и ударной вязкости сразу же или вскоре после извлечения из технологической формы. Тем не менее, при желании дополнительное повышение гибкости и ударной вязкости конечных изделий можно обеспечить за счет обычного кондиционирования в условиях повышенной влажности. В ходе операции кондиционирования в условиях высокой влажности вода абсорбируется гидрофильным крахмальным связующим, тем самым размягчая структурную матрицу и снижая ее хрупкость. Разумеется, связующее на крахмальной основе, обладающее естественной гидрофильностью, также может в сравнительно короткий срок после извлечения изделия из технологической формы абсорбировать влагу из окружающего воздуха.
И наконец, на поверхность предлагаемых изделий можно нанести покрытие, которое служит для защиты от влаги или придания свойств непроницаемости для агрессивных веществ. Нанесение покрытия можно производить с помощью различных традиционных методов, известных в данной отрасли техники, либо формировать на месте за счет применения внутренних материалов для образования покрытий, которые в процессе формования перемещаются к поверхности и затем застывают на поверхности изделия или вблизи нее. В альтернативном варианте, или в дополнение к "внутренним материалам для образования покрытий" можно применять внутренние герметизирующие материалы, которые не перемещаются к поверхности, но обеспечивают повышение общей водостойкости структурной матрицы на крахмальной основе. Последующая обработка изделий может включать нанесение надпечаток, штабелирование и затаривание в ящики.
Применяемые в настоящем описании и прилагаемой формуле изобретения термины "состав на крахмальной основе", "формуемый состав на крахмальной основе", "формуемый состав", "состав", "формовочная смесь" или "смесь" имеют взаимозаменяемые значения и относятся к составу, из которого можно формовать предлагаемые изделия, описываемые здесь. Такие составы характеризуются наличием связующего на крахмальной основе, равномерно диспергированных волокон и желатинирующего растворителя, в качестве которого обычно применяется вода. Состав также может включать другие добавки, такие как неорганические наполнители или заполнители (в концентрации примерно до 80% от общего веса твердых составляющих смеси), средства для извлечения из технологических форм, органические заполнители, диспергаторы, средства для создания перекрестных связей (отвердители), реагенты для модификации реологических характеристик, пластификаторы, влагопоглотители и внутренние покрывающие материалы. При использовании неорганического заполнителя формовочная смесь часто будет именоваться "формуемым составом с неорганическими заполнителями". Учитывая большое разнообразие возможных добавок, формовочные составы могут иметь различную вязкость, начиная с кажущейся вязкости около 3 Па•с, измеряемой при скорости сдвига 5 с-1, и кончая столь высоким значением, как примерно 3000 Па•с, измеряемым при скорости сдвига 5 с-1. Кроме того, поскольку составы будут демонстрировать аппроксимированное поведение пластичной жидкости по Бингхаму, их предел текучести может меняться в широком диапазоне, примерно от 10 Па до 10 000 Па.
Применяемый в настоящем описании и прилагаемой формуле изобретения термин "предварительно замешанная смесь" относится к любой смеси, содержащей жидкую фракцию с достаточно высокими значениями предела текучести и вязкости, что обеспечивает равномерное распределение волоконного компонента. В состав предварительно замешанной смеси, как правило, входят связующее на крахмальной основе, вода и равномерно диспергированные волокна.
Применяемые в настоящем описании и прилагаемой формуле изобретения термины "жидкая фракция", "жидкофазная система" или "жидкостная фракция" относятся к жидкому или жидкостному компоненту в составе предварительно замешанной смеси или состава на крахмальной основе за вычетом твердых веществ или твердых составляющих, не растворившихся в жидкой фракции. Жидкая фракция включает все растворенные в ней компоненты, в том числе даже те материалы, которые являлись твердыми в исходном состоянии или возвращаются в твердое состояние на последующих стадиях процесса формования. Жидкая фракция аппроксимирует характеристики пластического течения по Бингхаму (т.е. имеет предел текучести, поддающийся измерению), в отличие от ньютоновского
течения (при котором предел текучести отсутствует как при низкой, так и при высокой вязкости). Важно понять, что возможность однородного распределения волокон в составе на крахмальной основе определяется в первую очередь реологическими свойствами жидкой фракции, а не свойствами смеси в целом. Действительно, известно, что добавление в смесь таких твердых компонентов, как волокна и заполнители, приводит к повышению предела текучести и вязкости смеси. Однако простое повышение предела текучести и вязкости смеси не обеспечивает столь же высокой степени дисперсии волокон, какая достигается за счет применения жидкой фракции, обладающей высоким пределом текучести; этим объясняется важность добавления желатинированного крахмала или другого приемлемого водорастворимого загустителя в жидкую фракцию смеси.
Применяемые в настоящем описании и прилагаемой формуле изобретения термины "загуститель" или "материал-загуститель" относятся к любым материалам, растворяющимся или диспергирующимся в воде, которые могут применяться для повышения предела текучести жидкой фракции и, тем самым, способствовать дисперсии волокон в объеме жидкой фракции. Загуститель или материал-загуститель действует посредством требуемого повышения предела текучести жидкой фракции до такого уровня, при котором усилия сдвига, развиваемые смесителем, могут передаваться через жидкую фракцию на уровень волокон. Предпочтительным дешевым и высокоэффективным материалом-загустителем является предварительно желатинированный крахмал, который после удаления из него воды также может действовать в качестве связующего материала.
Применяемый в настоящем описании и прилагаемой формуле изобретения термин "связующее на крахмальной основе" ("крахмальное связующее") включает любые крахмалы или производные крахмала, которые могут действовать в качестве связующего в процессе желатинирования связующего на крахмальной основе в воде и последующего удаления, как минимум, части воды из геля на крахмальной основе. Термин "связующее на крахмальной основе" относится к любым таким связующим материалам независимо от степени желатинирования или удаления воды. Поэтому, под определение "связующего на крахмальной основе" подпадают любые крахмалы или производные крахмала, включая модифицированные и немодифицированные, желатинированные и нежелатинированные, диспергированные или растворенные в воде, либо затвердевшие в результате полного или частичного удаления воды из геля на крахмальной основе. Термин "гель на крахмальной основе" относится к водному гелю, образующемуся при застудневании или желатинировании связующего на крахмальной основе в водном растворе, что аналогично растворению связующего на крахмальной основе. Этот термин не относится к крахмалам, именуемым в данной отрасли "крахмалом горячего плавления" или "деструктурированным крахмалом", для приготовления которых, как правило требуется длительная выдержка в условиях высокой температуры и чрезвычайно высокого давления (> 600 ат) при низкой концентрации воды, чтобы крахмал перешел через "фазу переходного остекловывания" и, тем самым, приобрел характеристики термопластичного материала. При применении метода горячего плавления иногда добавляют воду в небольшой концентрации, но эта вода служит не для растворения или желатинирования крахмала, а для пластификации или смягчения горячего расплава. Затвердевание горячего расплава осуществляется не в результате удаления такой воды, а после снижения температуры и давления.
Применяемый в настоящем описании и прилагаемой формуле изобретения термин "общее содержание твердых составляющих" подразумевает все твердые составляющие, а также все добавки, вводимые в предварительно замешанную смесь или в состав на крахмальной основе, которые перед их растворением в жидкой фракции находятся в твердом или полутвердом состоянии. Таким образом, термин "общее содержание твердых составляющих" включает любую часть, например, связующего на крахмальной основе или любой другой добавки, которые в какой-то момент могут раствориться в воде и войти в состав жидкой фракции до того, как значительная часть воды будет удалена посредством испарения с целью образования ячеистой структурной матрицы. Применительно к определению относительных концентраций компонентов смеси на крахмальной основе термин "общее содержание твердых составляющих" означает реальные твердые вещества и все прочие компоненты, которые первоначально находятся в твердом состоянии, но в какой-то момент могут раствориться в жидкой фракции.
Применяемые в настоящем описании и прилагаемой формуле изобретения термины "ячеистая матрица с волоконным армированием", "ячеистая матрица", "вспененная ячеистая матрица", " ячеистая матрица с крахмальным связующим" или "материал с крахмальным связующим" являются взаимозаменяемыми и относятся к существенно затвердевшей структуре изделия, образующейся посредством нагрева формовочной смеси в описанном порядке. Эти термины также относятся к любым материалам на крахмальной основе, которые обуславливают повышение объема конечного отформованного изделия в сравнении с начальным объемом формовочной смеси. Такое увеличение объема может составлять всего 2%, но также может быть десятикратным (1000%) и более. Если в структурную матрицу вводится неорганический заполнитель, то такая матрица также может именоваться, например, "ячеистой матрицей с неорганическими заполнителями" или "матрицей с неорганическими заполнителями".
Термин "отверждение", применяемый в настоящем описании и прилагаемой формуле изобретения, относится к процессу желатинирования (застудневания) крахмального связующего и одновременного удаления растворителя из формовочной смеси с целью получения формоустойчивого изделия. Однако термин "отверждение" не увязывается с определенной степенью желатинирования или удаления растворителя.
Применяемый в настоящем описании и прилагаемой формуле изобретения термин "формоустойчивый" означает, что матрица на крахмальной основе у изделия, извлекаемого из технологической формы, обладает достаточной прочностью и структурной целостностью для извлечения изделия из формы, выдерживания изделием собственного веса и обеспечения сопротивления деформациям при продолжении обработки и дальнейших манипуляциях. Кроме того, термин "формоустойчивый" означает, что из структурной матрицы изделия удалено достаточное количество растворителя, так что в изделии не будут образовываться пузыри или трещины в результате расширения паров после выемки изделия из технологической формы.
Применяемые в настоящем описании и прилагаемой формуле изобретения термины "изделие", "отформованное изделие", "изделие на крахмальной основе" и "промышленное изделие" включают все изделия, которые можно формовать с помощью составов и технологических процессов по настоящему изобретению. К примерам таких изделий относятся тарные изделия, такие как тара для пищевых продуктов и напитков, а также упаковочная тара. В число изделий, относящихся к объему настоящего изобретения, также входят такие разнородные предметы, как, например, столовые приборы, легкие амортизационные материалы, трубы для пневматической почты и осветительная арматура.
Термины "тара" или "тарные изделия", используемые в настоящем описании и прилагаемой к нему формуле изобретения, включают любые емкости или сосуды, используемые, например, для хранения, упаковки, транспортировки, сервировки, расфасовки или раздачи различных продуктов или предметов (как твердых, так и жидких), рассчитанные как на короткий, так и на длительный срок эксплуатации.
Примерами тары, соответствующей объему настоящего изобретения, являются, помимо прочего, коробки, ящики, коробки для бутербродов, коробки -"раковины" (как разборные, так и шарнирные), коробки для сухих круп, коробки для замороженных пищевых продуктов, молочные пакеты, пакеты для фруктовых соков, тара для переноски напитков, коробки для упаковки мороженого, стаканы (включая, среди прочего, одноразовые стаканы для напитков и конические стаканы), подносы для жареного картофеля, коробки, используемые пищевыми предприятиями быстрого обслуживания для раздачи пищевых продуктов на вынос, упаковочные материалы, подносы (например, для печенья и конфет), банки, пакеты для йогурта, втулки, коробки для сигар, коробки для конфет, коробки для косметики, тарелки, поддоны торговых автоматов, подносы для пирогов, подносы, противни, чашки, тарелки для завтрака, поддоны для разогрева обеда в СВЧ-печи, подносы для сервировки обеда для телезрителей, коробки для упаковки яиц, поддоны для упаковки мясных продуктов, одноразовые вкладыши, применяемые для стаканов или тары с продуктами, амортизирующие упаковочные материалы (например, в виде шариков), бутылки, банки, ящики, упаковочные ящики, посуда и бесконечное разнообразие других предметов.
Тара должна удерживать свое содержимое, как в стационарном положении, так и при движении или перегрузке, не теряя своей структурной целостности и обеспечивая сохранность содержимого в соответствии с ее назначением. Это требование не означает, что тара должна выдерживать существенные или хотя бы минимальные внешние нагрузки. На самом деле, в некоторых случаях желательно, чтобы тара была весьма хрупкой или легко разрушаемой. Однако тара должна выполнять функции, для которых она предназначена, в течение предусмотренного для нее срока службы.
Подразумевается, что термин "тара" также включает различные вспомогательные изделия, используемые вместе с тарой. К числу таких изделий относятся, например, крышки, соломинки для напитков, внутренние детали упаковки, такие как перегородки, вкладыши, подстилки, угловые скобки, угловые протекторы, разделительные прослойки, шарнирные листы, поддоны, воронки, подушки (амортизирующие материалы) и другие предметы, применяемые при упаковке, хранении, транспортировке, расфасовке, сервировке или раздаче предметов, хранящихся в таре.
Тарные изделия по настоящему изобретению могут классифицироваться как изделия "разового назначения" (т.е. предназначенные для одноразового употребления или использования) или как изделия многоразового пользования. В некоторых случаях, когда требуется более прочная и долговечная конструкция, тара может применяться неоднократно. "Одноразовое" изделие по настоящему изобретению обычно выбрасывается (или утилизируется) по истечение его запланированного срока службы. При ликвидации изделий массового производства состав изделий по настоящему изобретению обеспечивает быстрое разложение на экологически нейтральные компоненты, совместимые с составом земли, в которую они могут быть помещены. Матрица на крахмальной основе быстро разлагается под воздействием влаги, а ее компоненты легко подвергаются утилизации или компостированию.
Изделия, входящие в объем настоящего изобретения, могут иметь самую различную толщину в зависимости от конкретной области применения, для которой они предназначены. При применении в качестве стакана толщина изделия может составлять всего около 1 мм; и наоборот, изделиям можно придать любую требуемую толщину, если важными факторами являются прочность, долговечность и (или) массивность. Например, изделия, предназначенные для использования в качестве специализированной упаковки или термоса-холодильника, могут иметь толщину примерно до 10 см и более. Однако предпочтительная толщина для большинства изделий составляет примерно от 0,5 мм до 5 мм, а наиболее предпочтительная толщина составляет примерно от 1 до 3 мм.
Применяемые в настоящем описании и прилагаемой формуле изобретения термины "технологичность для массового производства" или изготовление "промышленными" или "экономичными" способами означают, что изделия можно изготавливать с высокой производительностью, что позволяет достичь экономической эффективности, сопоставимой с эффективностью изготовления изделий из обычных материалов, таких как бумага, картон, полистирол, пластмасса или металлы, или даже превысить эффективность изготовления таких изделий.
Предполагается, что тарные и иные изделия из материалов с неорганическими заполнителями будут конкурировать на рынке сбыта с подобными изделиями, которые в настоящее время изготавливаются из различных материалов, таких как бумага, пластмасса, полистирол или металлы. Следовательно, предлагаемые изделия должны быть экономичными в изготовлении (т.е. типичная цена не должна превышать нескольких центов за штуку). Такие стоимостные ограничения требуют осуществления автоматического производства тысяч изделий за очень короткий промежуток времени. Таким образом, требование экономически эффективного массового производства предлагаемых изделий накладывает существенные ограничения на качество материалов и изделий.
Принципы процессов формовки
A. Формулирование составов с помощью микроструктурной инженерии
Предлагаемые материалы с крахмальным связующим разрабатываются с помощью методов микроструктурной инженерии, которые позволяют придать микроструктуре материалов определенные желательные, заранее заданные свойства при одновременном обеспечении низкой себестоимости и решении других производственных проблем. Кроме того, этот метод микроструктурной инженерии в отличие от традиционного метода проб и ошибок, изготовления и опробования, позволил разработать материалы с крахмальным связующим, обладающие такими характеристиками прочности, веса, гибкости, теплоизоляции, стоимости и экологической нейтральности, которые требуются для изготовления функциональных и полезных тарных и иных изделий.
Для разработки любых конкретных изделий можно использовать огромное разнообразие различных видов сырья, число которых оценивается величинами порядка 50 - 80 тысяч. Сырьем могут служить материалы из различных широких категорий, такие как металлы, полимеры, эластомеры, керамика, стекло, композиционные материалы и цементы. В рамках определенного класса существует некоторое сходство характеристик, методов обработки и областей применения. Например, керамика обладает высоким значением модуля упругости, тогда как для полимеров это значение невысоко; металлы могут подвергаться формообразованию путем литья и штамповки, тогда как композитные материалы требуют послойной укладки или специальных методов формования; известные гидравлически отверждаемые материалы, включая материалы, изготавливаемые из гидравлического цемента, отличаются низкой прочностью на изгиб, тогда как у эластомеров значения изгибной прочности и относительного удлинения при разрыве весьма высоки.
Однако разделение характеристик материалов по классам сопряжено с определенной опасностью: это может привести к узкой специализации (когда металлург ничего не знает о керамике) и к консервативности мышления ("мы используем сталь, потому что мы всегда ее использовали"). Именно узкая специализация и консервативность мышления ограничили возможность рассмотрения вопроса об использовании материалов с крахмальным связующим для изготовления различных изделий, таких как тарные изделия и другие упаковочные материалы.
Тем не менее, после осознания того факта, что материалы с неорганическими заполнителями имеют широкую область применения и могут создаваться с помощью методов микроструктурной инженерии, возможность их применения для изготовления различных возможных изделий становится очевидной. В сравнении с другими традиционными материалами такие материалы имеют то дополнительное преимущество, что они приобретают свои характеристики в условиях относительно мягкой, щадящей и экономичной обработки. (Для других материалов зачастую требуются большие затраты энергии, сильный нагрев или жесткая химическая обработка, что существенно влияет на компоненты материалов и себестоимость изготовления). Более того, некоторые обычные материалы или их компоненты могут быть включены в предлагаемые материалы, позволяя получить синергетическое сочетание свойств или результатов.
Состав смесей по настоящему изобретению разрабатывался и уточнялся, в первую очередь, с учетом основных ограничений, диктовавшихся конструктивным назначением, а затем за счет такого подбора материалов, который позволил бы максимизировать характеристики компонентов. Однако на всех этапах этого процесса важно помнить о необходимости создания таких изделий, которые могут изготавливаться с применением конкурентноспособной технологии.
Основные ограничения при выборе материалов обусловлены характеристиками изделия, которые необходимы для его надлежащего функционирования в соответствии с назначением. Например, в случае тары для пищевых продуктов и напитков, к таким основным ограничениям относятся требования к легкости, прочности (как на сжатие, так и на растяжение), гибкости и ударной вязкости, при одновременном сохранении затрат на уровне, близком к затратам на производство бумажных, пластмассовых, полистироловых и металлических аналогов.
В своей простейшей форме процесс применения технологии материалов и микроструктурной инженерии при разработке изделия с неорганическими заполнителями требует понимания взаимозависимостей между всеми компонентами смеси, технологическими параметрами (такими, как время, температура, давление, влажность), свойствами смеси и характеристиками конечного изделия. За счет понимания взаимозависимости переменных параметров на макро - и микроуровне специалист в данной отрасли техники может выбрать такие пропорции требуемых компонентов, которые в результате обработки при заданных условиях обеспечат получение изделий, обладающих требуемыми характеристиками для использования по назначению при минимальной себестоимости.
Взаимозависимости между переменными параметрами рассматриваются ниже в тех местах, где приводится определение и описание этих переменных параметров. Конкретные составы указаны в нижеприведенных примерах, чтобы продемонстрировать оптимизацию характеристик посредством надлежащего выбора переменных параметров.
B. Концепции и переменные параметры технологических процессов
В этом разделе рассматриваются концепции и переменные параметры технологических процессов, применяемых при изготовлении предлагаемых изделий. Подробное описание механического оборудования и систем, применяемых в производственном процессе, приводится в последующем разделе.
Предпочтительные составы на крахмальной основе по настоящему изобретению приготавливаются посредством объединения выбранных компонентов и их последующего смешивания в ходе двухступенчатого процесса до тех пор, пока не будет получена однородная формовочная смесь с равномерно диспергированными компонентами. Первый этап предусматривает приготовление предварительно замешанной смеси, обладающей жидкой или жидкостной фракцией с высокими значениями вязкости и предела текучести, что способствует более равномерной дисперсии волокон (предпочтительно, относительно длинных волокон) внутри предварительно замешанной смеси. Именно эта возможность включения волокон, обеспечение дисперсии которых в прошлом было затруднительным или вообще невозможным, является основным признаком настоящего изобретения, позволяющим существенно повысить конечную прочность и другие функциональные характеристики отформованных изделий. Включение волокон (предпочтительно длинных волокон со средней длиной, превышающей примерно 2 мм) позволяет повысить прочность и гибкость отформованных изделий и способствует получению формоустойчивого изделия, выдерживающего внутреннее давление без необходимости в удалении всей воды из изделия в процессе его формовки. Это обуславливается армирующим эффектом равномерно распределенных волокон, образующих волоконную матрицу, т.е. решетчатую или каркасную структуру, которая упрочняет только что образовавшуюся структурную матрицу изделий с крахмальным связующим. Для полной реализации преимуществ, придаваемых волокнами, предпочтительно, чтобы волокна были равномерно распределены внутри состава на крахмальной основе и имели соотношение длины и диаметра, превышающее примерно 25 : 1, а предпочтительно еще выше. Было также установлено, что относительно короткие волокна (т.е. волокна со средней длиной примерно от 0,3 мм до 2 мм) также позволяют получать приемлемые изделия, если при этом будут поддерживаться высокие значения соотношения длины и диаметра, а также суммарной длины волокон.
До открытия того факта, что повышение вязкости и предела текучести жидкой фракции состава приводит к улучшению передачи усилия сдвига, требуемого для обеспечения дисперсии волокон, в большей степени, чем это обеспечивается простым увеличением концентрации воды, обеспечение равномерной дисперсии волокон (в особенности, относительно длинных волокон) было весьма затруднительным. Можно было использовать лишь небольшие концентрации волокон и только волокна со средней длиной в диапазоне 0 - 1,5 мм. Так как даже такие относительно короткие волокна лишь частично диспергировались в объеме материала, характеристики изделий, получаемых из таких смесей, намного уступали характеристикам изделий по настоящему изобретению. При попытке обеспечения дисперсии волокон (в особенности, относительно длинных волокон) в типичной невязкой водной пульпе усилия сдвига, передаваемые от смесителя воде, не передавались далее на уровень волокон из-за низкой вязкости, и в особенности, из-за низкого предела текучести жидкостной фракции. Простое повышение скорости сдвига, развиваемой смесительным устройством, не имело эффекта и обычно приводило к образованию комков или узлов волокон.
Например, в бумажной промышленности волокна древесной целлюлозы обычно диспергируются в водной пульпе, представляющей собой суспензию 4 вес.% волокон в 96 вес.% воды. Даже если требуемая дисперсия будет обеспечена, затем требуются большие затраты энергии на удаление воды из такой пульпы, концентрация воды в которой может доходить до 99,5 об.%. Из-за необходимости удаления из пульпы такого большого количества воды, приходится буквально отсасывать воду еще до того, как можно будет начать процесс сушки.
Подход, применяемый в бумажной промышленности, не сработает при попытке обеспечения дисперсии волокон в смеси на крахмальной основе, поскольку после этого потребуется дорогостоящая операция удаления большого объема избыточной воды. Процесс удаления воды приведет к появлению больших узлов волокон вместо их требуемой равномерной дисперсии. В отличие от применяемого в бумажной промышленности метода диспергирования волокон за счет использования очень большой концентрации воды, по настоящему изобретению предлагается метод, в котором применяется относительно низкая концентрация воды и обеспечиваются повышенные значения вязкости и предела текучести за счет желатинирования части крахмального связующего в составе на крахмальной основе, что предпочтительно осуществляется посредством приготовления предварительно замешанной смеси.
При приготовлении предварительно замешанной смеси волоконный материал, в котором средняя длина индивидуальных волокон предпочтительно превышает примерно 2 мм и может доходить примерно до 25 мм, перемешивается с частью воды с целью получения исходной смеси. Затем в исходную смесь добавляют часть связующего на крахмальной основе, чтобы получить предварительно замешанную смесь. Связующее на крахмальной основе в предварительно замешанной смеси желатинируется посредством нагрева смеси до точки желатинирования, что позволяет соответствующим образом увеличить значения вязкости и предела текучести жидкой фракции, что необходимо для обеспечения дисперсии волокон. Затем осуществляют перемешивание предварительно замешанной смеси с высоким усилием сдвига в течение времени, требуемого для эффективного диспергирования волокон по объему смеси. Было установлено, что увеличение вязкости и предела текучести способствует передачи энергии сдвига от смесителя через жидкостную фазу на волокна. В отличие от этого, смеси с высокой концентрацией воды, обладающие низкими значениями вязкости и предела текучести, не могут передавать требуемую энергию сдвига на уровень волокон, и энергия большей частью рассеивается в воде.
После этого предварительно замешанную смесь охлаждают до температуры, которая будет ниже точки желатинирования крахмала, а затем осуществляют тщательное перемешивание оставшегося связующего на крахмальной основе, воды и других добавок (включая, при желании, неорганический заполнитель) с предварительно замешанной смесью, чтобы получить требуемый состав на крахмальной основе. Затем формуемый состав можно использовать для изготовления любых изделий, имеющих требуемую форму и вспененную структурную матрицу, причем изделие обычно приобретает формоустойчивость примерно через 30 - 120 с после начала процесса формования (т.е. с момента помещения смеси в технологическую форму).
Ниже приводится более подробное описание вышеупомянутых методов приготовления предварительно замешанной смеси. Волоконный материал, в котором средняя длина индивидуальных волокон предпочтительно превышает примерно 2 мм, перемешивается с частью полного объема добавляемой воды с целью получения исходной смеси. Волоконный материал может включать волокна со средней длиной, доходящей примерно до 25 мм. Предпочтительными являются волокна мягкой древесины из высушенных листов целлюлозы, имеющие среднюю длину около 3,5 мм, либо волокна абаки (манильской пеньки) со средней длиной порядка 6,5 мм. Концентрация волокон устанавливается в пределах примерно от 1% до 40% от веса состава на крахмальной основе, предпочтительно - примерно от 2% до 20% по весу и более предпочтительно - примерно от 3% до 10% по весу. Концентрация воды, вводимой в состав предварительно замешанной смеси, устанавливается в пределах примерно от 10% до 90% от веса всей воды, вводимой в состав на крахмальной основе, более предпочтительно - примерно от 25% до 75% по весу, и наиболее предпочтительно - примерно от 40% до 60%. Общая концентрация вводимой воды выбирается с учетом требуемой плотности конечного изделия и предпочтительно должна составлять от 15% до 80% от веса состава на крахмальной основе, в зависимости от требуемых значений вязкости и предела текучести конечного состава, а более предпочтительно - примерно от 30% до 70% по весу. Как правило, плотность конечного изделия обратно пропорциональна концентрации воды, так что снижение концентрации воды приводит к повышению плотности конечного изделия, а повышение концентрации воды - к большей степени вспенивания и меньшей плотности конечного изделия.
Затем к исходной смеси добавляют первую порцию связующего на крахмальной основе и осуществляют его желатинирование, тем самым образуя предварительно замешанную смесь. Доля связующего на крахмальной основе, вводимого для образования предварительно замешанной смеси, определяется требуемыми значениями вязкости и предела текучести, которые должны быть достаточно высокими для адекватной передачи достаточных усилий сдвига, требуемых для обеспечения дисперсии конкретных используемых волокон. Как правило, чем больше средняя длина волокон, тем более высокие значения вязкости и предела текучести необходимы для обеспечения адекватной дисперсии волокон. Предпочтительно, доля связующего на крахмальной основе, вводимая для образования предварительно замешанной смеси, будет составлять примерно от 5% до 70% от веса всего связующего на крахмальной основе, которое будет добавлено в конечную формовочную смесь, более предпочтительно - примерно от 10% до 50% по весу и наиболее предпочтительно - примерно от 10% до 30%.
После этого крахмальное связующее в предварительно замешанной смеси подвергают желатинированию посредством нагрева смеси до температуры, превышающей точку желатинирования связующего на крахмальной основе, которая в случае немодифицированных крахмалов, например, картофельного крахмала, обычно превышает примерно 65oC. При индивидуальном изготовлении предварительно замешанной смеси нагрев можно производить в СВЧ-печи или посредством добавления в исходную смесь заранее нагретой воды. В промышленных масштабах может оказаться предпочтительным предварительное перемешивание волоконного материала с первой порцией связующего на крахмальной основе. После этого сухую смесь помещают в крупногабаритный смеситель с высоким усилием сдвига, в который затем закачивают горячую воду, что обеспечивает желатинирование крахмального связующего по мере выполнения замеса.
В альтернативных вариантах реализации настоящего изобретения в качестве крахмального связующего, вводимого для получения предварительно замешанной смеси, можно использовать предварительно желатинированный крахмал или смесь предварительно желатинированного и нежелатинированного крахмала. По мере того, как связующее на крахмальной основе будет желатинироваться и загущать смесь, значения вязкости и предела текучести предварительно замешанной смеси будут возрастать. Для регулирования вязкости и предела текучести предварительно замешанной смеси можно варьировать соответствующие концентрации крахмального связующего и воды. Предпочтительные значения предела текучести жидкой фракции, требуемые для первичной дисперсии волокон в объеме предварительно замешанной смеси будут составлять примерно от 10 Па и до 5000 Па, предпочтительно - примерно от 20 Па до 2000 Па, более предпочтительно - примерно от 50 Па до 1000 Па и наиболее предпочтительно - примерно от 100 Па до 500 Па. Было установлено, что между пределом текучести жидкой фракции и возможностью однородного и гомогенного распределения волокон в смеси существует более прямая корреляция, чем между вязкостью и дисперсией волокон. На практике, даже весьма вязкие смеси, как правило, не обеспечивают возможности адекватного и однородного распределения волокон, если такие смеси обладают низким или нулевым пределом текучести.
Тем не менее, хотя вязкость жидкой фракции имеет меньшее значение, чем поддержание требуемого предела текучести, следует указать, что кажущаяся вязкость жидкой фракции, как правило, должна составлять примерно не менее 3 Па•с и до 3000 Па•с, предпочтительно - примерно от 5 Па•с до 1000 Па•с, более предпочтительно - примерно от 10 Па•с до 500 Па•с и наиболее предпочтительно - примерно от 30 Па•с до 200 Па•с (при измерении в вискозиметре типа Paar-Physica при скорости сдвига 5 с-1). "Пластическая вязкость" той же предварительно замешанной смеси, определяемая наилучшей аппроксимизацией кривой текучести в диапазоне скоростей сдвига от 60 с-1 до 100 с-1, как правило, будет попадать в более широкий диапазон значений, начиная, как минимум, примерно с 0,1 Па•с и примерно до 100 Па•с, предпочтительно - примерно от 0,25 Па•с до 100 Па•с, более предпочтительно - примерно от 0,5 Па•с до 50 Па•с и наиболее предпочтительно - примерно от 0,5 Па•с до 20 Па•с.
Предварительно замешанная смесь перемешивается при высоком усилии сдвига примерно от 10 минут до 2 часов, предпочтительно - примерно от 10 до 30 минут, чтобы обеспечить тщательное диспергирование волокон. Продолжительность перемешивания предварительно замешанной смеси зависит от вязкости и предела текучести жидкой фракции и концентрации волокон в смеси, причем при повышении концентрации волокон обычно требуется увеличение продолжительности перемешивания. При использовании как одноступенчатого, так и двухступенчатого процесса смешивания вышеуказанные численные значения параметров предварительно замешанной смеси достаточно точно аппроксимируют предпочтительные значения вязкости и предела текучести жидкой фракции любой приемлемой смеси, требуемые для обеспечения однородного распределения волокон в объеме смеси.
Через некоторое время после желатинирования крахмального связующего производят охлаждение предварительно замешанной смеси до температуры, которая будет ниже точки желатинирования крахмального связующего, предпочтительно - до температуры, не превышающей примерно 40oC. В некоторых случаях это требование можно легко выполнить просто за счет добавления оставшейся воды и других компонентов перед тем, как добавить оставшуюся порцию связующего на крахмальной основе. В других случаях может потребоваться добавление охлажденной воды, чтобы дополнительно снизить температуру смеси и (или) предотвратить желатинирование добавляемой оставшейся части связующего на крахмальной основе. В это время добавляют другие компоненты, такие как неорганические заполнители, средства для извлечения из технологической формы, влагопоглотители, пластификаторы и внутренние материалы для покрытия или герметизации, чтобы получить окончательный состав на крахмальной основе. После этого смесь перемешивают в течение нескольких минут до достижения однородной консистенции, чтобы получить требуемый формуемый состав, который будет пригоден для формовки изделия со вспененной структурной матрицей. Следует отметить, что по мере снижения концентрации воды в конечной смеси увеличиваются значения вязкости и предела текучести конечной смеси и требуемая продолжительность перемешивания, необходимого для обеспечения дисперсии оставшихся твердых компонентов.
Поскольку твердые компоненты, как правило, увеличивают как предел текучести, так и вязкость, конечный формуемый состав на крахмальной основе (приготовленный с помощью как одноступенчатого, так и двухступенчатого процесса) будет иметь предел текучести примерно от 10 Па и до 10 000 Па, предпочтительно - примерно от 250 Па до 4000 Па, более предпочтительно - примерно от 500 Па до 3000 Па и наиболее предпочтительно - примерно от 1000 Па до 2000 Па. Соответствующая кажущаяся вязкость конечного состава, измеряемая при скорости сдвига 5 с-1, как правило, будет попадать в широкий диапазон, начиная, как минимум, примерно с 6 Па•с и до 3000 Па•с, предпочтительно - примерно от 50 Па•с до 2000 Па•с, более предпочтительно - примерно от 100 Па•с до 1000 Па•с и наиболее предпочтительно - примерно от 300 Па•с до 600 Па•с. Пластическая вязкость того же состава на крахмальной основе, определяемая наилучшей аппроксимизацией кривой текучести в диапазоне скорости сдвига от 4 с-1 до 14 с-1, как правило, будет попадать в более широкий диапазон значений, начиная, как минимум, примерно с 1 Па•с и до 2000 Па•с, предпочтительно - примерно от 2 Па•с до 500 Па•с, более предпочтительно - примерно от 4 Па•с до 100 Па•с и наиболее предпочтительно - примерно от 10 Па•с до 30 Па•с.
В процессе смешивания компонентов формуемого состава предпочтительно не подвергать оставшуюся часть крахмального связующего воздействию усилий сдвига, достаточных для разрушения или раздавливания гранул крахмала, если в процессе применяется немодифицированный крахмал. Также предпочтительно поддерживать температуру смеси на уровне, который будет ниже точки желатинирования крахмального связующего, чтобы предотвратить преждевременное желатинирование связующего до начала процесса формования. В противном случае вязкость формуемого состава будет слишком высокой, что помешает дальнейшей обработке. Формуемый состав должен сохранять достаточную текучесть для закачивания и затекания в технологическую форму с целью формования требуемого изделия. Преждевременное желатинирование значительной части крахмального связующего до формования приведет к образованию очень жесткого геля, что воспрепятствует затеканию формуемого состава в технологическую форму. За счет желатинирования только исходной порции связующего на крахмальной основе (составляющей, например, 10 - 30% от веса всего такого связующего) формуемый состав сохраняет достаточную текучесть, необходимую для затекания в технологическую форму. Однако в результате нагрева в технологической форме нежелатинированное связующее на крахмальной основе быстро подвергнется желатинированию, что приведет к существенному повышению вязкости и предела текучести формуемого состава и будет способствовать получению формоустойчивого отформованного изделия, которое будет легче извлекаться из технологической формы.
Основным фактором, обеспечивающим дисперсию волокон в объеме предварительно замешанной смеси, является обеспечение передачи усилий сдвига от смесителя на жидкость, контактирующую с волоконным материалом. Усилие сдвига представляет собой внутреннюю силу, направленную по касательной к материалу, на который эта сила воздействует. При перемешивании волокон в смесях с низкой вязкостью и большой концентрацией воды волокна не диспергируются, поскольку требуемые усилия сдвига, передаваемые от смесителя, рассеиваются в воде и не передаются на волокна. Вода, обладающая низкой вязкостью, как правило, отделяется от волокон и не передает на них усилие сдвига. Таким образом, для обеспечения дисперсии волокон необходимо передать усилие сдвига от смесителя на жидкость, контактирующую с волоконным материалом.
Механизмом обеспечения такой передачи усилия сдвига служит жидкая фракция, характеристики которой аппроксимируют пластическое течение по Бингхаму и которая обеспечивает передачу усилий сдвига от смесителя к волоконному материалу, что, как правило, позволяет в течение 10 - 30 минут разбить все узлы волокон и диспергировать волокна в объеме смеси. Высокие значения вязкости и предела текучести жидкой фракции значительно улучшают передачу усилий сдвига от смесителя на жидкость, контактирующую с волоконным материалом. В результате, усилия сдвига воздействуют на связки между волокнами в пучке, что обуславливает раздергивание таких пучков. Та степень передачи усилия сдвига, которая обеспечивается жидкой фракцией с высокими значениями вязкости и предела текучести, имеющейся в предварительно замешанных смесях по настоящему изобретению, обеспечивает заметное улучшение дисперсии волокон в сравнении с обычными методами. Кроме желатинирования части крахмального связующего, для повышения предела текучести жидкой фракции можно применять различные реагенты для модификации реологических характеристик или загустители, например, загуститель промышленного назначения марки Tylose®. Однако было установлено, что Tylose® является весьма гидрофильным материалом, что мешает прохождению реакции между крахмалом и водой. Поэтому добавление таких реагентов для модификации реологических характеристик, как Tylose®, в большой концентрации обычно не рекомендуется.
Добавление в формовочную смесь длинных волокон, диспергируемых в объеме смеси с помощью методов по настоящему изобретению, позволяет формовать изделия, не нуждающиеся в последующей операции кондиционирования. В отличие от известных технологий, изделия по настоящему изобретению можно извлекать из технологической формы до удаления всей воды из смеси. Конечное изделие, извлеченное из формы, сохраняет достаточное количество воды, что снижает его хрупкость и обеспечивает возможность дальнейшей обработки без разрушения или растрескивания.
Кроме волокон, в составы по настоящему изобретению можно вводить цеолиты, которые действуют в качестве внутренних кондиционирующих компонентов. Цеолитами называются силикаты алюминия, которые обеспечивают абсорбцию влаги из атмосферы в структурную матрицу. В составах по настоящему изобретению также можно применять хлорид магния, который также поглощает влагу из атмосферы и действует в качестве внутреннего кондиционирующего средства.
Как упоминалось выше, в альтернативном варианте реализации настоящего изобретения состав на крахмальной основе можно приготовить в ходе одной операции, без предварительного обеспечения дисперсии волокон в предварительно замешанной смеси. Эффект применения предварительно замешанной смеси для обеспечения дисперсии волокон можно имитировать за счет обеспечения вышеуказанных значений вязкости и предела текучести жидкой фазы, окружающей твердые компоненты смеси на крахмальной основе (т.е. волокна, частицы неорганического заполнителя и т. п.). Для этого, например, можно вместе с нежелатинированным связующим на крахмальной основе вводить в состав на крахмальной основе желатинированный крахмал, либо в отдельности, либо в сочетании с другим приемлемым материалом-загустителем.
Чтобы понять важность наличия в общем составе на крахмальной основе жидкостной фазы с высоким пределом текучести, необходимо понять, что добавление твердых компонентов в ньютоновскую жидкость, как правило, приводит к повышению предела текучести и вязкости всей смеси. Однако установлено, что именно жидкая фаза является средой, через которую усилие сдвига от смесительного устройства передается на уровень волокон. Если жидкая фаза имеет нулевой или очень низкий предел текучести, то волокна будут легко отделяться или сепарироваться от некогезивной жидкой фазы, даже в том случае, если вся смесь обладает ненулевым пределом текучести. Жидкая фаза с достаточными значениями вязкости и предела текучести и, следовательно, свойствами адгезии и когезии, обеспечит разделение волокон и их удержание в разделенном состоянии, будь то при применении одноступенчатого или двухступенчатого процесса смешивания.
После этого приготовленному составу на крахмальной основе придается форма требуемого изделия. В одном из вариантов изобретения, операции формообразования включают помещение состава в полость между нагретым пуансоном, имеющим требуемый контур, и нагретой матрицей штампа, контур которой является зеркальным отражением контура пуансона. Под действием тепла технологических форм смесь, зажатая в полости штампа, расширяется. Избыток материала и пары удаляются из штампа через небольшие выпускные отверстия. После удаления требуемого количества растворителя половины штампа раздвигаются и формоустойчивое изделие с вспененной структурной матрицей извлекается из технологической формы для последующей обработки.
Более точное описание технологического процесса можно представить с помощью диаграммы состояния. На фиг. 1 приведена диаграмма состояния для воды. На фиг. 1 приводится общий пример ступенчатого изменения температуры и давления состава, в котором в качестве растворителя используется вода, в процессе изготовления изделия. На линии 1 между точками A и B состав находится в полости между половинами штампа и сначала быстро нагревается при постоянном окружающем давлении до температуры около 100oC. Часть состава, которая находится ближе к технологической форме, нагревается быстрее и поэтому достигает температуры в 100oC раньше, чем внутренний объем состава. При нагревании состава крахмальное связующее желатинируется, что увеличивает вязкость состава. (Процесс желатинирования описывается ниже - в разделе, посвященном связующему на основе крахмала).
После того как температура воды в формуемом составе, контактирующем с поверхностью штампа, достигнет 100oC, вода начнет испаряться, в результате чего внутри состава образуются воздушные карманы или пустоты. В результате расширения этих воздушных пузырей объем состава увеличивается, что приводит к "подъему" состава, который в результате на время заполняет форму и забивает небольшие выпускные отверстия. Вода, находящаяся в том объеме формуемого состава, который наиболее близок к технологической форме, быстро испаряется и выводится из состава в той его части, которая прилегает к технологической форме, как показано точкой B на фиг. 1, вследствие чего эта часть состава затвердевает в виде тонкой плотной корки. Предполагается, что эта корка образуется почти мгновенно и действует в качестве теплоизолирующего барьера для оставшегося объема формуемого состава, снижая интенсивность ее нагрева. Из-за забивания выпускных отверстий и ограничения возможности течения, давление в технологической форме постепенно нарастает, как показано линией 2, предотвращая испарение оставшегося растворителя при достижении точки кипения, которая в случае воды обычно равна 100oC. Вместо этого, как показано линией 2, растворитель в составе формовочной смеси перегревается, так как его вытекание невозможно. В конечном итоге, материал, закрывающий выпускные отверстия, разрушается, что создает возможность вытекания избытка материала из формы. Однако из-за небольшого размера выпускных отверстий поток вытекающего состава ограничен, что обуславливает дальнейшее повышение температуры и давления в технологической форме до точки C на фиг. 1.
Вспененная структурная матрица формируется в тот момент, когда из технологической формы вытечет достаточное количество излишнего материала, что обеспечит падение давления в полости штампа. При высоком давлении образовавшиеся перегретые пары растворителя конденсируются. В результате падения давления этот перегретый растворитель быстро переходит в газообразное состояние в результате адиабатического расширения, обеспечивая появление полостей или ячеек, распределенных по структурной матрице изделия. Тенденция водяных паров к созданию центров концентрации в различных точках в объеме перегретого состава обуславливает достаточно равномерное распределение ячеек или пор по структуре. Переход растворителя в парообразное состояние представляет собой эндотермическую реакцию, в результате которой поглощается тепло, содержавшееся в формуемом составе, что приводит к существенному снижению температуры формуемого состава внутри технологической формы. Падение температуры и давления формуемого состава отображается линией 3, проходящей от точки C к точке B. Показанное на фигуре возвращение температуры состава к значению 100o приведено лишь в качестве примера. Фактически температура состава может стать меньше 100o. Падение давления растворителя отображено линией 5, проходящей от точки C к точке D.
При открытых выпускных отверстиях и сниженном давлении состав вновь начнет нагреваться до температуры кипения растворителя, в результате чего оставшийся растворитель свободно испаряется до тех пор, пока из состава не улетучится достаточное количество растворителя, чтобы обеспечить формоустойчивость изделия. Этот процесс отображается линией 4, отходящей от точки B. Этот анализ процесса образования ячеек подтверждается тем фактом, что при изготовлении изделий под низким давлением количество полостей в изделиях будет минимальным. Например, постепенное испарение растворителя из состава при низкой температуре или быстрый нагрев состава, начиная с верхней части цельного штампа, обуславливают получение изделий со сниженной концентрацией воздушных полостей.
На фиг. 2 приводится микрофотография сечения 8 отформованного изделия. На фигуре показано предлагаемое изделие, имеющее наружную корку 10 с малыми ячейками 12 и внутреннюю часть 14 с большими ячейками 16. Малыми ячейками 12 считаются ячейки со средним диаметром менее 250 мкм. Материал между соседними ячейками называется стенкой ячейки 18. Волокна 21 распределены по наружной корке 10 и внутренней части 14. Распределение и размеры ячеек структурной матрицы зависят от нескольких переменных параметров, включая концентрацию воды в смеси, температуру технологической формы, а также размер, количество и места размещения выпускных отверстий в формовочном устройстве.
За счет контроля соответствующих переменных параметров можно изготавливать изделия, обладающие требуемой структурной матрицей. Например, на фиг. 2A показана микрофотография сечения изделия, имеющего тонкую наружную корку 10 и ячейки большого размера 16, расположенные во внутренней части 14. И наконец, на фиг. 2C показана микрофотография сечения изделия, имеющего толстую наружную корку 10, крупные ячейки 16, расположенные во внутренней части, и мелкие ячейки 12, расположенные вблизи поверхности изделия. Волокна (не показаны) предпочтительно произвольно распределяются по объему ячеистой матрицы.
Как упоминалось выше, из изделия необходимо удалить достаточное количество растворителя, чтобы обеспечить возможность извлечения изделия из технологической формы и его достаточную формоустойчивость для дальнейшей обработки. Как правило, в тот момент, когда изделие приобретет прочность и формоустойчивость. достаточную для его удаления из формы, содержание растворителя в структурной матрице отформованных изделий не будет превышать примерно 5%. Если внутри ячеек горячего изделия сохраняется избыточный водяной пар, то он может оказывать внутреннее давление на структурную матрицу отформованного изделия. После извлечения изделия из технологической формы эта вода, оставшаяся внутри структурной матрицы, может еще более расшириться в объеме, что приведет к "взрыву" недостаточно высушенного изделия после его извлечения из технологической формы. С другой стороны, пересушка, а особенно, перегрев, могут привести к неустранимому повреждению и ослаблению структурной матрицы отформованного изделия с крахмальным связующим.
К счастью, было обнаружено, что добавление равномерно диспергированных волокон, в частности относительно длинных волокон и (или) волокон с высоким соотношением длины и диаметра (а также, при желании, неорганических заполнителей), позволяет значительно сократить интервал ошибки, т.е. значительно расширить допустимый интервал продолжительности обработки формуемого состава. Этот факт объясняется тем, что такие добавки способствуют удалению воды и значительному сокращению времени, необходимого для удаления достаточного количества воды с целью получения формоустойчивого изделия, в то же время
предотвращая обгорание или иное повреждение структурной матрицы с крахмальным связующим в течение длительного времени в ходе процесса формования.
К переменным параметрам технологического процесса, связанным с формированием изделий по настоящему изобретению и их вспененной структурной матрицы, относятся температура технологической формы, продолжительность цикла удаления растворителя, объем заполнения и размер выпускных отверстий. В предпочтительном варианте извлечение изделий по настоящему изобретению из сведенной технологической формы производится после удаления большей части (но не всего) растворителя. Когда состав заперт между половинами технологической формы, наружные грани изделий опираются на противоположные половины технологической формы. Поэтому пар, образующийся при испарении растворителя, вынужден под давлением перемещаться к выпускным отверстиям, через которые он выходит наружу. Наружные стенки изделия формуются в первую очередь и становятся хрупкими в результате потери воды. При разъеме технологической формы до удаления достаточной части растворителя пар расширяется в объеме между стенками изделия, что приводит к пузырению, растрескиванию или деформации наружных стенок изделия. Более того, попытки извлечения изделия из технологической формы до удаления достаточного количества растворителя может привести к прилипанию изделия к стенкам технологической формы и повреждению структурной матрицы.
Поскольку изделие нельзя удалить из формы до испарения значительной части растворителя, температуру технологической формы предпочтительно поддерживать на как можно более высоком уровне. Это сводит к минимуму продолжительность цикла удаления растворителя и обеспечивает наиболее быстрое изготовление изделий. Однако исследования показали, что температура, превышающая примерно 240oC, приводит к образованию декстрина или разрыву молекул крахмала на поверхности изделия. Образование декстрина обуславливает карамелизацию крахмала, коричневую окраску поверхности и снижение структурной целостности изделия. При температуре свыше 240oC также возможно обгорание некоторых органических волокон и пересушивание отформованных изделий.
С другой стороны, формование изделия со вспененной структурной матрицей затрудняется, если температура технологической формы будет ниже примерно 120oC. При такой низкой температуре давление почти не нарастает, а испарение растворителя происходит медленно. Исследования показали, что повышение температуры примерно до 140 - 240oC позволяет сократить продолжительность цикла изготовления и снизить плотность изделий. При температуре примерно от 140oC до 180oC снижение времени приготовления является весьма существенным. Однако примерно после 180oC дальнейшее снижение времени приготовления становится небольшим. И этот результат исследований соответствует теоретической модели формирования ячеек.
По мере увеличения температуры размер ячеек также увеличивается. Поэтому размер ячеек структурной матрицы и, следовательно, прочность и теплоизолирующие характеристики изделий частично можно контролировать за счет регулирования температуры технологической формы. Кроме того, меняя значение разности температур матрицы и пуансона, можно селективно изменять размер ячеек в стенках изделия. Например, при повышении температуры матрицы в сравнении с температурой соответствующего пуансона можно отформовать стакан, у которого наружная поверхность (за которую держат стакан) будет иметь относительно большие ячейки и повышенные теплоизолирующие характеристики. С другой стороны, внутренняя поверхность (удерживающая жидкость) будет более плотной и водонепроницаемой.
Для быстрого изготовления тонкостенных изделий, таких как стаканы, предпочтительно применять температуру в 200oC. Для удаления растворителя из толстостенных изделий требуется больше времени, и их нагрев предпочтительно осуществляется при несколько сниженной температуре, чтобы предотвратить обгорание связующего на основе крахмала и волокон. Слишком продолжительная выдержка изделий в закрытой технологической форме также может привести к растрескиванию или деформации изделия. Согласно теории, удаление из изделия более чем 98% растворителя, содержавшегося в смеси, приводит к усадке структурной матрицы, что, в свою очередь, обуславливает растрескивание изделия. Таким образом, в оптимальном варианте изделие следует извлекать из технологической формы в тот момент, когда в нем останется примерно 2 - 6% влаги, наиболее предпочтительно - примерно 3 - 4%. Однако следует учитывать, что эти цифры являются лишь ориентировочными.
Температура технологической формы также может повлиять на текстуру поверхности изделий. После формирования наружной корки оставшийся во внутренней части смеси растворитель будет испаряться через мельчайшие отверстия в наружной корке, а затем будет проникать через пространство между изделием и поверхностью технологической формы в выпускные отверстия. Если одна половина технологической формы будет иметь более высокую температуру, чем другая половина, то согласно законам термодинамики, что также было подтверждено экспериментально, пар будет стремиться к более холодной половине. В результате поверхность изделия, прилегающая к более горячей половине формы, будет более гладкой и однородной, чем поверхность, прилегающая к более холодной половине формы.
Температуру технологической формы также можно менять по длине формы. На фиг. 3 показан формуемый состав, находящийся в объеме между совмещенными пуансоном 15 и матрицей 17. В общем случае, пуансон имеет верхний конец 6 и нижний конец 7. Аналогично, матрица имеет верхний конец 9 и нижний конец 11. Вблизи верхних концов 6 и 9 имеются выпускные отверстия 13, через которые могут выходить испарения и излишки материала. Исследования показали, что для изделий с большой глубиной, таких как стаканы, более гладкую поверхность и более однородную структурную матрицу можно получить в том случае, если отверждение смеси будет осуществляться последовательно в направлении от точки, наиболее удаленной от выпускного отверстия, к точке, наиболее приближенной к выпускному отверстию. Например (см. фиг. 3), в некоторых случаях предпочтительно, чтобы температура технологической формы была наиболее высокой в нижних концах (7 и 11) и постепенно снижалась по направлению к верхним концам (6 и 9), где температура будет наименьшей.
Такая разность температур в разных зонах технологической формы позволяет направлять пар и воздух в сторону от выпускных отверстий. Растворитель, испаряющийся в нижней части технологической формы, абсорбируется прилегающим составом. Затем пар постепенно перемещается к выпускным отверстиям. Кроме того, поскольку смесь, прилегающая к выпускным отверстиям, затвердевает в последнюю очередь, излишки материала легко удаляются из полости между половинами технологической формы. И наоборот, если температура технологической формы будет максимальной вблизи верхних концов (6 и 9), то пар, образовавшийся в районе нижних концов (7 и 11), будет вынужден пробиваться через уже затвердевшую поверхность изделия, что может привести к нарушению текстуры поверхности. Аналогично, излишний материал уже затвердеет, и его удаление может привести к нарушению структурной целостности изделия.
Температура технологической формы и продолжительность цикла удаления растворителя являются взаимозависимыми параметрами, которые в свою очередь зависят от толщины изделия и концентрации присутствующего растворителя. Температура технологической формы по настоящему изобретению предпочтительно составляет примерно от 150oC до 220oC, более предпочтительно - примерно от 170oC до 210oC, и наиболее предпочтительно - примерно от 180oC до 200oC. Продолжительность цикла удаления растворителя предпочтительно составляет примерно от 1 секунды до 15 минут, более предпочтительно - примерно от 15 секунд до 5 минут, и наиболее предпочтительно - примерно от 30 секунд до 2 минут. Следует отметить, что с учетом эндотермического характера процесса испарения растворителя и непродолжительного времени контакта состава с технологической формой, состав внутри формуемого изделия обычно не нагревается до температуры технологической формы. Как правило, температура смеси в процессе формования не превышает 150oC.
Объем материала, помещенного между половинами технологической формы для последующего нагревания, также влияет на плотность получаемого изделия. Если количество материала, помещенного в форму, окажется недостаточным для формования полноразмерного изделия (избыток материала не отводится), то получаемый материал будет иметь более высокую плотность и повышенное содержание влаги. Это происходит в результате недостаточного нарастания давления и последующего расширения. При введении достаточного количества материала (с минимальным количеством избыточного материала) плотность изделия существенно снижается. Дальнейшее увеличение объема материала до определенного уровня приводит к снижению плотности изделия. Добавление материала после достижения этого уровня практически не будет влиять на плотность получаемого изделия. Например, при изготовлении стаканов емкостью 340 см3 добавление 1 г дополнительного материала обуславливает снижение плотности примерно на 0,005 г/см3. Однако добавление более чем 35 г материала не обеспечивает дальнейшего снижения плотности и приводит лишь к напрасному расходованию материала.
Нарастание давления внутри технологической формы зависит как от температуры технологической формы, так и от размера выпускных отверстий. Чем больше размер выпускных отверстий, тем меньшее давление будет создаваться внутри формовочной смеси, что снизит степень расширения смеси и обусловит получение более плотной структурной матрицы отформованного изделия. Аналогично, чем больше размер выпускных отверстий, тем меньше размер ячеек внутри структурной матрицы. Однако, если выпускные отверстия будут чрезмерно большими, то их забивание смесью окажется невозможным, что воспрепятствует нарастанию давления, требуемому для образования желательной ячеистой структуры. (Однако такая схема может оказаться предпочтительной, если желательно получить более плотное изделие). Другим недостатком выпускных отверстий большого размера является образование больших деформированных участков на поверхности изделия в месте удаления излишнего материала. Размер таких деформированных участков можно сократить за счет снижения размера выпускных отверстий и увеличения их количества.
Чем меньше размер выпускных отверстий, тем большим будет давление расширения, оказываемое паром на формуемый состав. Если выпускные отверстия будут чересчур малы, то образуется избыточное давление, что приведет к деформации или даже взрыву изделия после снятия давления. Размер ячеек также можно регулировать за счет контролируемого снятия давления. Например, за счет замедления темпов снижения давления сокращаются силы, создаваемые резким расширением в результате испарения растворителя. В результате изделие будет иметь небольшие ячейки с толстыми стенками, что способствует повышению прочности изделия.
Как уже упоминалось, за счет регулирования размера выпускных отверстий можно регулировать размер ячеек структурной матрицы. Точные размеры и количество выпускных отверстий зависят от размеров изготавливаемого изделия. Для крупных изделий требуется больше выпускных отверстий. Примеры выбора количества и размеров выпускных отверстий для изготовления различных изделий приводятся ниже в разделе "Примеры". При изготовлении большинства изделий по настоящему изобретению площадь сечения выпускных отверстий предпочтительно составляет примерно от 0,05 мм2 до 15 мм2, более предпочтительно - примерно от 0,2 мм2 до 5 мм2 и наиболее предпочтительно - примерно от 0,5 мм2 до 2 мм2. Количество выпускных отверстий предпочтительно составляет примерно от 1 до 10, более предпочтительно - примерно от 2 до 8 и наиболее предпочтительно - примерно от 4 до 6. В качестве предпочтительного метода изготовления стакана, как было установлено, предпочтительно применять 4 выпускных отверстия с площадью сечения около 1,9 мм2.
Кроме того, обычно бывает предпочтительным использовать технологические формы с меньшими выпускными отверстиями в случае большой концентрации воды в формовочном составе. При увеличении концентрации воды развиваются более бурные реакции, которые следует контролировать. Если выпускные отверстия будут чрезмерно велики, то материал может "выдуваться" из них в процессе формования. При небольшой концентрации воды в составе размер выпускных отверстий не столь важен.
Как описывается в настоящем документе, включение волокон, в частности, относительно длинных волокон, а также других умягчающих или кондиционирующих средств, типа влагопоглотителей или пластификаторов, позволяет получать изделия, которые приобретают требуемую гибкость и упругость сразу же или вскоре после извлечения из технологической формы. Это сводит к минимуму или, в большинстве случаев, вообще к нулю потребность в обычной операции кондиционирования в условиях высокой влажности, что, как правило, требуется при формовании изделий без волокон и (или) неорганических заполнителей. Тем не менее, если требуется дополнительное умягчение или кондиционирование структурной матрицы отформованных изделий с крахмальным связующим, то возможно выполнить кондиционирование изделий посредством их помещения на некоторое время в камеру с повышенной влажностью и температурой, хотя в большинстве случаев эта операция не относится к числу предпочтительных.
При применении вышеописанных процессов в сочетании с нижеуказанными компонентами состава на крахмальной основе, можно изготавливать изделия с ячеистой структурой по настоящему изобретению, плотность которых предпочтительно будет составлять примерно от 0,05 г/см3 до 1 г/см3, более предпочтительно - примерно от 0,1 г/см3 до 0,5 г/см3 и наиболее предпочтительно - примерно от 0,15 г/см3 до 0,25 г/см3.
К остальным этапам производственного процесса относятся дополнительные операции, такие как надпечатка и нанесение покрытия. Эти операции, также как штабелирование, затаривание в мешки и коробки выполняются практически теми же способами, которые применяются для изделий, изготовленных из обычных материалов, таких как бумага, пластмасса, пенополистирол и другие органические материалы.
Влияние состава на формообразование
Чтобы способствовать реализации метода микроструктурной инженерии, ниже описываются все компоненты формуемого состава. Описание включает характеристики и предпочтительные пропорции каждого компонента, а также влияние каждого компонента на технологические параметры, характеристики формуемого состава и свойства конечного изделия.
A. Связующие материалы на основе крахмала.
Формуемые составы, применяемые для изготовления предлагаемых изделий, обладающих вспененной матрицей с неорганическими наполнителями, приобретают прочность в результате желатинирования и последующего высушивания связующего материала на основе крахмала. Крахмал представляет собой естественную углеводную цепочку, состоящую из полимеризованных молекул сахара (глюкозы). Растения вырабатывают и хранят крахмал в качестве пищи для себя и для семян. Крахмал вырабатывается в зернах (гранулах), которые содержат полимеры глюкозы двух типов - цепочку амилозы, растворимую в воде и других растворителях, и разветвленный амилопектин, который обычно не растворяется в воде.
Как правило, гранулы крахмала не растворяются в холодной воде, но если наружная оболочка будет разрушена (например, за счет помола), то гранулы могут набухать в воде, образуя гель. Если целая гранула будет обработана теплой водой, то гранулы набухают и часть растворимого крахмала (амилоза) диффундирует через оболочку гранулы, образуя пасту. В горячей воде гранулы разбухают до такой степени, что оболочка разрушается и смесь желатинируется. Точная температура набухания и желатинирования связующего материала на основе крахмала зависит от типа этого материала.
Желатинирование является результатом выпрямления и переплетения цепочек амилозы и амилопектина, которые в исходном состоянии сжаты внутри гранул. После удаления воды получается сетка взаимосвязанных полимерных цепочек, образующая твердый материал с прочностью на разрыв, достигающей примерно 40 - 50 МПа. Полимеры амилозы и амилопектина также могут связывать отдельные частицы заполнителей и волокон внутри формовочной смеси (формируя матрицу с высокой концентрацией неорганических заполнителей). Благодаря продуманному применению метода микроструктурной инженерии можно конструировать тарные и другие изделия с высокой концентрацией неорганических заполнителей, обладающие всеми требуемыми характеристиками, включая прочность на изгиб, доходящую примерно до 10 МПа, и более.
Хотя крахмал вырабатывается многими растениями, наиболее важным его источником являются семена зерновых культур (например, кукурузы, восковидной кукурузы, пшеницы, сорго, риса и восковидного риса), которые также могут применяться в виде муки и крупы. К другим источникам крахмала относятся клубни, такие как картофель, корнеплоды, такие как тапиока (например, кассава и маниока), батат и маранта, а также мякоть саговой пальмы.
Применяемые в настоящем описании и прилагаемой формуле изобретения термины "крахмал" или "связующее на крахмальной основе "("крахмальное связующее") включают необработанные (немодифицированные) крахмалы (амилозу и амилопектин), а также модифицированные крахмалы. Под модификацией подразумевается получение производных продуктов или модифицированного крахмала с помощью типичных процессов, известных в данной отрасли промышленности, таких как получение простых и сложных эфиров, окисление, кислотный гидролиз, образование перекрестных связей (упрочнение) и ферментация. Типичными модифицированными крахмалами являются сложные эфиры, такие как ацетаты и полуэфиры дикарбоксильных кислот и ангидридов, в частности, алкенилсукцениловых кислот и ангидридов; эфиры, такие как гидрооксиэтилированный и гидрооксипропилированный крахмал; окисленный крахмал, например, крахмал, окисленный гипохлоритом; крахмал, обработанный реагентами для образования перекрестных связей (отвердителями), такими как оксихлорид фосфора, эпихлорогидрин, гидрофобные катионные эпоксидные материалы, и фосфатные производные, получаемые посредством реакции с ортофосфатом или триполифосфатом натрия или калия, а также сочетания этих материалов. К модифицированным крахмалам также относятся морской гель, алкилированные крахмалы с длинными полимерными цепочками, декстрины, амино-крахмалы и деальдегидные крахмалы.
В составы на крахмальной основе также можно добавлять предварительно желатинированные крахмальные связующие, в особенности при применении одноступенчатого процесса, но также и при приготовлении предварительно замешанной смеси. Предварительно желатинированные крахмальные связующие представляют собой крахмал, который был подвергнут желатинированию, сушке и повторному размолу в порошок. Поскольку предварительно желатинированные крахмальные связующие желатинируются в холодной воде, такие крахмальные связующие можно добавлять в формовочную смесь для повышения ее вязкости и предела текучести до нагревания. Повышенные значения вязкости и предела текучести способствуют равномерной дисперсии волоконного компонента, препятствуют схватыванию и обеспечивают получение ячеек с более толстыми стенками, как более подробно будет описано ниже.
Немодифицированные связующие материалы на основе крахмала обычно предпочтительнее, чем модифицированные, поскольку они значительно дешевле и позволяют получать изделия сравнимого качества. Эти крахмалы очень дешевы и зачастую считаются бесполезными отходами производства, которые в больших объемах выбрасываются. Поэтому применение немодифицированных крахмалов по настоящему изобретению позволит получить огромный экономический эффект и обеспечить полезное применение для таких ранее выбрасывавшихся материалов. Предпочтительными крахмальными связующими являются немодифицированные крахмалы, которые желатинируются и обеспечивают высокую вязкость и высокий предел текучести состава при относительно низкой температуре. Например, одним из предпочтительных крахмалов является картофельный крахмал, который быстро желатинируется и достигает максимальной вязкости при температуре около 65oC. При дальнейшем повышении температуры значения вязкости и предела текучести смеси, содержащей желатинированный картофельный крахмал и воду, снижаются. Крахмал из восковидной кукурузы реагирует аналогичным образом и также относится к числу предпочтительных материалов. Крахмалы на основе картофеля и восковидной кукурузы в желатинированном состоянии имеют высокие значения вязкости и предела текучести. Высокие значения вязкости и предела текучести желатинированного крахмала существенно способствуют дисперсии волокон в предварительно замешанной смеси, как было описано выше. Крахмалы на основе картофеля и восковидной кукурузы также являются предпочтительными материалами, поскольку они набухают и легко желатинируются в ходе одноступенчатого процесса; однако любой крахмал, обладающий аналогичными характеристиками набухания, будет предпочтительнее крахмалов, набухание которых происходит в виде нескольких стадий.
Во многих традиционных процессах применения крахмала, таких как метод горячего расплава, при котором крахмал нагревается при высокой температуре и высоком давлении в присутствии минимального количества воды, в результате чего крахмал демонстрирует своего рода "термопластичное" поведение (в этом случае, он иногда именуется "деструктурированным" крахмалом), необходимо применять крахмал с относительно высоким содержанием амилозы (свыше 45% по весу), чтобы обеспечить повышенную химическую совместимость крахмала с водой, добавляемой в небольшой концентрации с целью пластификации крахмального материала. Это резко отличается от способа использования связующих на крахмальной основе по настоящему изобретению, согласно которому вклад связующего на крахмальной основе в механические характеристики конечного отформованного изделия не зависит от содержания амилозы. На самом деле, два наиболее предпочтительных связующих на крахмальной основе, а именно немодифицированные крахмалы из картофеля и восковидной кукурузы, имеют относительно низкое содержание амилозы (соответственно, 1-3% и 20 - 25%). С учетом вышеуказанного, хотя для формования пригодных изделий можно использовать любые приемлемые связующие на крахмальной основе, все же предпочтительно в качестве такого крахмального связующего использовать немодифицированный крахмал с содержанием амилозы, не превышающим примерно 45%, более предпочтительно - не превышающим примерно 35%, и наиболее предпочтительно - не превышающим примерно 25%.
Связующее на крахмальной основе является основным компонентом составов по настоящему изобретению, который обладает большим химическим сродством с водой (т.е. обладает высокой гидрофильностью) и включает много гидроксильных групп. В полностью высохшем изделии гидроксильные группы индивидуальных молекул крахмала образуют водородную связь, что приводит к получению жесткой и хрупкой структуры. При добавлении воды часть молекул воды химически связывается с крахмальной структурной матрицей. Любая не связанная вода может классифицироваться как "свободная вода", которая ассоциируется с гидроксильными группами крахмала и придает материалу эластичность и ударную вязкость. Таким образом, вода, добавленная на начальном этапе, может также действовать в качестве пластификатора. Состав, включающий только крахмал, будет поглощать воду до равновесного состояния, при котором концентрация воды составит примерно 10 - 12% от веса состава. Если состав на крахмальной основе будет включать неорганические заполнители и волокна, то в равновесном состоянии концентрация воды составит примерно 2-6 вес.%, предпочтительно - примерно 3 - 4%, поскольку общее содержание крахмала в составе сокращается.
Для регулирования параметров вспененной структурной матрицы может оказаться предпочтительным применять одновременно несколько различных типов связующих материалов на крахмальной основе. В отличие от картофельного крахмала, значения вязкости и предела текучести смеси, содержащей кукурузный крахмал, постепенно повышаются по мере увеличения температуры. Соответственно, при температуре 65oC кукурузный крахмал позволяет получить состав с относительно низкими значениями вязкости и предела текучести в сравнении с картофельным крахмалом, тогда как при температуре 95oC значения вязкости и предела текучести кукурузного крахмала будут более высокими, чем у картофельного крахмала. За счет сочетания кукурузного и картофельного крахмала в одной и той же смеси, можно обеспечить увеличение значений вязкости и предела текучести смеси во внутренней части изделия в момент образования ячеек. Повышенная вязкость обуславливает снижение размеров ячеек и повышение толщины стенок ячеек, тем самым повышая ударопрочность изделия.
Концентрация крахмального связующего в составах на крахмальной основе по настоящему изобретению предпочтительно составляет примерно от 10% до 80% от веса твердых составляющих, более предпочтительно - примерно от 30% до 70% и наиболее предпочтительно примерно от 40% до 60% по весу. Концентрация крахмального связующего будет находиться в пределах примерно от 5% до 50% от веса всего состава на крахмальной основе, более предпочтительно - примерно от 10% до 40% и наиболее предпочтительно - примерно от 15% до 30%. Кроме того, комбинирование различных типов крахмала можно применять для более точного регулирования вязкости состава в определенном диапазоне температур, а также для воздействия на структурные характеристики конечного отвержденного изделия.
B. Жидкая фракция.
Жидкая фракция образуется за счет добавления воды и растворимых добавок, таких как загустители, в предварительно замешанную смесь или в окончательный состав на крахмальной основе. Вода смазывает частицы, сольватирует или, по меньшей мере, диспергирует связующее на крахмальной основе и действует в качестве гелеобразователя, обеспечивающего желатинирование крахмального связующего. Кроме воды, в качестве дополнительного растворителя можно применять любые жидкости, обеспечивающие диспергирование и желатинирование крахмального связующего и впоследствии удаляемые из формуемого состава посредством испарения. Кроме этого, также можно добавлять неиспаряющиеся жидкости, такие как смазки, средства для создания перекрестных связей (упрочнители, или отвердители), внутренние материалы для образования покрытия или внутренние материалы для герметизации.
Важно понять, что возможность однородного распределения волокон в составе на крахмальной основе определяется в первую очередь реологическими свойствами жидкой фракции, а не свойствами смеси в целом. На практике простое повышение предела текучести и вязкости смеси за счет добавления в смесь твердых компонентов не обеспечивает равномерной дисперсии.
В предпочтительном варианте формования изделий по настоящему изобретению вода и другие летучие растворители, входящие в состав жидкой фракции, в основном удаляются за счет нагрева состава на крахмальной основе, помещенного в горячую технологическую форму с температурой, превышающей точку кипения воды. Поскольку вода обладает относительно высокой теплотой испарения в сравнении с большинством других летучих растворителей, включая спирты, теплоту испарения водной фазы состава на крахмальной основе можно снизить за счет добавления к воде спирта или других добавочных растворителей с низкой точкой кипения. Такие спирты, как этиловый и изопропиловый, являются предпочтительными, так как они образуют с водой азеотропные смеси с пониженной температурой кипения, являются относительно недорогими и легко доступными.
Вода также служит для создания жидкой фракции, обладающей требуемыми реологическими характеристиками, включая предел текучести, вязкость и текучесть. Эти характеристики обычно описывают "формуемость" ("удобоукладываемость") или характеристики течения формуемого состава. Значения вязкости и предела текучести смесей по настоящему изобретению могут меняться от относительно низких (как у жидкого взбитого теста) до очень высоких (как у пасты или глины). Если вязкость настолько высока, что материал может формоваться в виде теста в сыром состоянии, то реологические характеристики смеси лучше характеризовать пределом текучести, а не вязкостью. Предел текучести представляет собой усилие, необходимое для деформации смеси.
Как минимум, требуемое количество вводимой в смесь воды должно быть достаточным для диспергирования и равномерного желатинирования формуемого состава на крахмальной основе. Концентрация воды также должна быть достаточной для обеспечения надлежащего функционирования технологического оборудования. Как более подробно будет описано ниже, для смешивания и загрузки в технологическую форму в случае формуемого состава с высокими значениями вязкости и предела текучести может потребоваться шнековый аппарат. В отличие от этого, в случае смесей с низкой вязкостью можно применять обычные миксеры для смешивания компонентов и насосы для перекачки смеси. Составы с высоким значением предела текучести, имеющие консистенцию, подобную консистенции теста или глины, можно резать на небольшие куски, которые затем могут укладываться в технологическую форму с помощью механических средств.
При повышении концентрации воды также увеличиваются как количество ячеек структурной матрицы, так и их размеры, а плотность получаемого изделия снижается. Теоретически, чем больший объем растворителя содержится в смеси, тем больше паров будет выделяться и тем больше ячеек будет образовываться. Кроме того, чем больше растворителя содержится в смеси, тем меньше будет вязкость смеси, и, следовательно, тем больше будет размер ячеек внутри изделия и мелких пор на поверхности изделия. При чрезмерно высоком содержании растворителя смесь может оказаться непригодной для получения формоустойчивых изделий без трещин. И наоборот, применение низкой концентрации воды приводит к получению более плотных изделий с меньшими ячейками.
Кроме того, повышение концентрации воды приводит к увеличению размера ячеек и мелких пор, хотя помимо этого, на количество и размеры ячеек и пор существенно влияют и параметры формовочного процесса. Например, при неравномерном нагреве пуансона и матрицы технологической формы было установлено, что пар стремится переместиться от горячей половины формы к более холодной, что приводит к увеличению числа пор в поверхности изделия, примыкающей к более холодной половине технологической формы. Более того, представляется, что изменение зазора между половинами технологической формы способствует выходу испаряющейся влаги через пространство между половинами технологической формы и формуемым изделием, что приводит к сглаживанию поверхности изделия в результате движения водяного пара по касательной к поверхности изделия.
Смеси с очень низкой вязкостью также могут обусловить осаждение компонентов, в особенности нежелатинированного крахмального связующего, волокон и частиц материала-заполнителя. Осаждение может происходить на этапах смешивания, перегрузки или формования. В результате осаждения компонентов будут меняться характеристики изделий, полученных из разных замесов, или даже характеристики в пределах структурной матрицы одного и того же изделия. Эксперименты также показали, что составы с очень низкой вязкостью могут выплескиваться из матрицы технологической формы во время ее совмещения с пуансоном. Это в особенности характерно для изделий плоской формы, таких как тарелки.
Учитывая вышеприведенные соображения, концентрация воды в составе на крахмальной основе будет отчасти зависеть от технологического оборудования, требуемой вязкости и заданных характеристик. Концентрация воды, вводимой в смеси по настоящему изобретению, предпочтительно составляет примерно от 15% до 80% от полного веса смеси (точное значение будет зависеть от требуемой вязкости формуемого состава) и более предпочтительно примерно от 30% до 70% по весу.
Как было указано выше, вязкость и предел текучести формуемого состава зависят от нескольких переменных параметров, таких как содержание воды, наличие добавок (например, таких как реагенты для модификации реологических характеристик и диспергаторы), концентрация той части крахмального связующего, которая уже подверглась желатинированию, а также плотность упаковки части заполнителя. Регулирование вязкости и предела текучести формовочной смеси можно осуществлять, по меньшей мере, частично за счет изменения реологических характеристик жидкой фракции в соответствии с применяемыми формовочными устройствами и методами.
C. Волокна.
При использовании в настоящем описании и прилагаемой формуле изобретения термины "волокна" и "волоконные материалы" включают как неорганические, так и органические волокна. Волокна успешно добавляют в хрупкие материалы, подобные керамике, чтобы повысить когезию, относительное удлинение при растяжении, гибкость, ударную вязкость, работу разрушения, а также пределы прочности получаемого материала с неорганическими наполнителями на растяжение, изгиб и (в некоторых случаях) на сжатие. Как правило, волоконные материалы снижают вероятность разрушения тарных или иных изделий с высоким содержанием неорганических наполнителей под действием поперечных сил.
Как упоминалось выше, предлагаемые отформованные изделия имеют вспененную или ячеистую матрицу. В результате, площадь поверхности между фазами, необходимая для распределения нагрузки между волокнами и структурной матрицей, будет ограниченной. Это означает, что волокна соединяются со структурной матрицей отформованного изделия только через стенки ячеек, а остальная часть волокна будет подвешена внутри ячейки. Если применяются относительно короткие волокна, то в некоторых случаях такие волокна имеют настолько малые размеры, что они полностью умещаются внутри ячейки. В результате минимального контакта между короткими волокнами и структурной матрицей изделия, такие короткие волокна в меньшей степени способны обеспечивать повышение прочности и ударной вязкости конечных предлагаемых отформованных изделий. Поэтому предпочтительно применять относительно длинные волокна, длина которых превышает примерно 2 мм. Как правило, предпочтительно применять такие волокна, длина которых, как минимум, вдвое превышает толщину стенки изделия. Тем не менее, в тех случаях, когда изделие будет иметь поры небольшого размера (например, менее 0,25 мм), можно с определенным успехом применять короткие волокна со средней длиной в диапазоне примерно от 0,3 мм до 2 мм, хотя для придания конечному изделию тех же самых механических характеристик потребуется увеличить концентрацию этих волокон.
В качестве волокон, включаемых в структурную матрицу с неорганическими заполнителями, предпочтительно применять природные органические волокна, такие как целлюлозные волокна, выделяемые из конопли, хлопка, листьев растений, волокна сизаля, пеньки, багассы, древесные волокна (как из твердого, так и из мягких пород дерева, например, красного дерева и южной сосны, соответственно) и волокна, извлекаемые из стеблей, лузги, кожуры и плодов растений, либо неорганические волокна, изготавливаемые из стекла, графита, кремнезема, керамики или металлических материалов. Единственным ограничивающим критерием является условие о том, что волокна должны придавать требуемые свойства без неблагоприятных реакций с другими составляющими компонентами материала с неорганическими наполнителями и без загрязнения других материалов (например, пищевых продуктов), хранящихся или фасуемых с помощью тары, содержащей эти волокна. Можно использовать бумажные волокна, получаемые при переработке макулатуры, но их применение менее желательно, поскольку в исходном технологическом процессе изготовления бумаги волокна разрушаются. В качестве примера, волокна сизаля можно приобрести у фирмы International Filler, пеньковое волокно можно приобрести у фирмы Isarog Inc. (Филиппины), а стекловолокно, такое как Cemfill®, можно приобрести у фирмы Pilkington Corp. (Англия).
Волокна большого диаметра имеют меньшую удельную площадь поверхности, чем волокна меньшего диаметра с таким же объемом. По мере сокращения открытой площади поверхности волокна снижается объем воды, абсорбируемой волокном, и соответственно, удаление воды производится быстрее и с меньшими затратами энергии. И наоборот, волокна с увеличенной удельной поверхностью, как правило, будут поглощать больше воды, которая может мешать реакции желатинирования крахмального связующего, но которая также может способствовать упрочнению и снижению хрупкости отвержденной ячеистой матрицы конечного изделия. По настоящему изобретению предпочтительно применяются волокна со средним диаметром примерно от 1 мкм до 100 мкм, более предпочтительно - примерно от 5 мкм до 50 мкм, и наиболее предпочтительно - примерно от 10 мкм до 20 мкм.
Соотношение длины и диаметра волокон также является важным показателем, причем предпочтительно обеспечить более высокое значение этого показателя. Предпочтительные значения среднего соотношения длины и диаметра волокон должны составлять примерно от 25 : 1 до 2500 : 1, и более предпочтительно - примерно от 100 : 1 до 1000 : 1. Средняя длина волокон также имеет важное значение, причем по настоящему изобретению предпочтительно применять относительно длинные волокна. Как правило, средняя длина таких относительно длинных волокон предпочтительно должна превышать примерно 2 мм, более предпочтительно - примерно 3,5 мм, и даже может доходить примерно до 25 мм. Относительно длинные волокна обычно лучше закрепляются внутри структурной матрицы отформованных изделий, но и относительно короткие волокна со средней длиной примерно от 0,3 мм до 2 мм, такие как хлопковые очесы, могут существенно повысить прочность и ударную вязкость изделий по настоящему изобретению, если они будут равномерно диспергированы.
Волокна добавляются в смеси по настоящему изобретению с целью увеличения прочности и гибкости конечного изделия. Волокна способствуют упрочнению корки на внешней поверхности изделия за счет повышения гибкости этой корки. Концентрация волокон одинакова по всему объему вспененной структурной матрицы конечного изделия, но фактическая концентрация волокон в корке будет увеличенной, так как плотность корки выше, чем плотность вспененной внутренней части. Кроме того, некоторая часть волокон может мигрировать к поверхности при формовании изделия, так как внутренняя часть дольше остается в жидком состоянии, чем наружная корка. На практике было установлено, что составы и методы по настоящему изобретению позволяют получить изделия с четкой слоистой структурой между поверхностью и внутренними частями стенки изделия. На практике уплотненная корка наружного слоя изделия будет оказывать повышенное сопротивление влаге без нанесения дополнительного покрытия на поверхность изделия и без включения водостойкого полимера в структурную матрицу.
Особо предпочтительными являются волокна мягких пород древесины из высушенных листов целлюлозы, имеющие среднюю длину около 3,5 мм, либо волокна абаки (манильской пеньки) со средней длиной порядка 6,5 мм. Удельная концентрация волокон на единицу объема в случае применения волокон меньшего диаметра будет выше, чем в случае применения волокон большего диаметра. Повышение удельной объемной концентрации волокон является предпочтительным для обеспечения повышенной прочности отформованных изделий, а относительно длинные волокна придают изделию более высокую ударную вязкость, чем короткие волокна, вводимые в той же концентрации. К другим волокнам относятся волокна твердых пород дерева со средней длиной около 1,5 мм.
Хотя особо короткие волокна длиной примерно менее 1 мм также можно применять, их использование по настоящему изобретению менее предпочтительно, особенно в тех случаях, когда изделия имеют поры большого диаметра. Поскольку размер пор во вспененной структурной матрице изделий, вспененных в большей степени, может превышать 0,25 мм, короткие волокна будут перекрывать лишь несколько пор. Поэтому короткие волокна, как правило, будут придавать конечному изделию меньшую прочность и ударную вязкость, хотя можно предположить, что их эффективность будет увеличиваться по мере сокращения среднего размера пор структурной матрицы с крахмальным связующим. Тем не менее, даже хлопковые очесы со средней длиной примерно от 0,3 мм до 1 мм могут обеспечивать некоторое упрочнение изделия, если будут применяться в повышенной концентрации, чтобы скомпенсировать их уменьшенную длину (обычно в концентрации не менее 15 - 20% от веса формовочной смеси). Изделия, обладавшие минимальной допустимой прочностью, изготавливались из тонких хлопковых очесов со средней длиной волокон около 0,3 мм при концентрации порядка 20% от веса состава на крахмальной основе.
Волокна, применяемые в предлагаемых составах, оказывают весьма целенаправленное влияние на характеристики формовочного состава и вспененных изделий, изготавливаемых из такого состава. Имеет место эффект упрочнения, поддающийся измерению путем определения разрушающей нагрузки, модуля упругости, относительной деформации и работы разрушения. Численные примеры этих параметров для составов по настоящему изобретению приводятся ниже в разделе "Примеры". Волокна также влияют на реологические характеристики составов, обеспечивая повышение вязкости и предела текучести.
Волокна также способствуют увеличению допустимого интервала выдержки изделия в технологической форме без последующего повреждения, например, без растрескивания материала. Даже если вся вода будет удалена из изделия в результате перегрева, волокна препятствуют растрескиванию отформованной структурной матрицы, так как они армируют всю матицу и предотвращают усадку изделия. Допускается также некоторый недостаточный прогрев формовочной смеси без последующего повреждения изделия. При недостаточном прогреве внутри отформованного изделия остается больше свободной воды, что в обычных условиях при отсутствии упрочняющего влияния волокон привело бы к расширению и разрушению структурной матрицы. Таким образом волокна могут способствовать сохранению в изделии достаточного количества воды, что позволит увеличить прочность и ударную вязкость изделия. Это, в свою очередь, позволяет извлекать изделия из технологической формы практически без повреждений.
Раньше изготовление изделий с переменной толщиной сечения стенок было затруднительным, так как не представлялось возможным одновременно удалить достаточное количество воды из толстостенного участка и предотвратить перегрев или пересушку тонкостенного участка. Другими словами, дилемма состояла в невозможности равномерного удаления воды из изделия, в результате чего толстостенная часть не обладала достаточной прочностью для извлечения из технологической формы, если тонкостенная часть была высушена в требуемой степени, или же тонкостенная часть подвергалась растрескиванию или карамелизации, если толстостенная часть была высушена в требуемой степени. Однако включение достаточного количества волокон позволяет менять концентрацию воды внутри структурной матрицы без существенного влияния на прочность структурной матрицы, что в свою очередь способствует формованию изделий с переменной толщиной сечения.
Кроме того, волокна позволяют в большей степени регулировать количество воды, вводимой на начальном этапе с целью изменения плотности конечного изделия, тогда как материалы на основе одного только крахмала не дают такой возможности. Вода выполняет функции вспенивающего материала, так что увеличение концентрации воды в составе формовочной смеси приводит к увеличению вспенивания и снижению плотности конечного изделия. При снижении концентрации воды образуется меньше пены, и плотность конечного изделия будет выше. Таким образом, плотность конечного изделия можно менять простым изменением концентрации воды в составе формовочной смеси. Волокна увеличивают рабочий диапазон концентраций воды в составе формовочной смеси, поскольку они существенно улучшают формоустойчивость и сопротивление внутреннему давлению.
Количество волокон, добавляемых в формовочную смесь, будет зависеть от требуемых характеристик конечного изделия. Основными критериями для выбора количества добавляемых волокон при определении состава любой смеси служат показатели изгибной прочности, вязкости, гибкости и стоимости. Концентрация волокон предпочтительно должна быть в диапазоне примерно от 1% до 40% от веса формовочной смеси, более предпочтительно - примерно от 2% до 20% по весу и наиболее предпочтительно - примерно от 3% до 10% по весу. По отношению к общему весу твердой фазы концентрация волокон предпочтительно должна быть в диапазоне примерно от 2% до 80% от веса твердых составляющих, более предпочтительно - примерно от 4% до 40% по весу и наиболее предпочтительно - примерно от 5% до 20% по весу.
Известно, что некоторые волокна и неорганические заполнители могут вступать в химические взаимодействия и связываться с определенными органическими связующими на базе крахмала, тем самым создавая новую категорию материалов, применимых по настоящему изобретению. Например, известно, что многие волокна и неорганические заполнители являются анионными и имеют отрицательный заряд. Следовательно, для максимизации взаимодействий между органическим связующим, анионными волокнами и неорганическими материалами, может оказаться предпочтительным добавление положительно заряженного органического связующего, такого как катионный крахмал.
И наконец, для повышения требуемых характеристик конечного изделия можно применять волокна, покрытые различными материалами. Например, волокна можно снабжать покрытием, обеспечивающим их повышенную водостойкость. Повышенная водостойкость может быть обеспечена за счет обработки волокон канифолью и квасцами (Al2(SO4)3 или NaAl(SO4)2), причем квасцы обеспечивают осаждение канифоли на поверхность волокон, придавая им высокую гидрофобность. Алюминиевые хлопья, получаемые при использовании квасцов, создают на поверхности волокна точки анионной адсорбции для положительно заряженных молекул органического связующего, такого как катионный крахмал. И наконец, волокна, поверхность которых покрывается осажденным латексом, способствуют созданию более гибких связей между волокнами и структурной матрицей с крахмальным связующим.
D. Заполнители
Применяемые в настоящем описании и прилагаемой формуле изобретения термины "заполнители" или "наполнители" включают неорганические и инертные органические частицы, но, как правило, не включают волокна. Термин "инертные органические частицы" дополнительно определяется как включающий органические компоненты, которые не выполняют основных химических или механических функций связующего вещества в составе формуемого состава. Примерами инертных органических частиц являются семена, зерна, пробка и пластмассовые шарики. Хотя большинство заполнителей по настоящему изобретению не растворяются в воде, некоторые заполнители могут незначительно растворяться в воде, а другие заполнители могут формироваться на месте за счет выпадения в осадок или полимеризации. (Однако многие семена содержат крахмал, белки или иные полимерные материалы в достаточно высокой концентрации, что может привести к их попаданию в формовочную смесь и созданию сил связи внутри смеси).
Хотя применение неорганических заполнителей, как правило, является необязательным, изделия с высокой концентрацией заполнителей или наполнителей обычно дешевле в изготовлении, обладают повышенной прочностью на сжатие, лучше сохраняют стабильность при нагреве в СВЧ-печи и оказывают меньшее воздействие на окружающую среду. Исследования показали, что функционально пригодные изделия по настоящему изобретению можно изготавливать как вообще без заполнителей, так и с включением заполнителей в концентрации, доходящей до 80% от веса конечного изделия. С точки зрения стоимости материалов, экономический эффект обеспечивается за счет замены относительно дорогостоящего крахмального связующего более дешевым заполнителем. Например, при постоянных значениях всех прочих переменных параметров, увеличение концентрации карбоната кальция на 40% обеспечивает снижение расхода крахмального связующего примерно на 30%. Даже несмотря на то, что по мере возрастания концентрации неорганических наполнителей повышается плотность конечного изделия, изготовление изделий с высокой концентрацией наполнителей может
оказаться более экономичным, чем изготовление изделий с относительно низким содержанием наполнителей, так как при этом обеспечивается существенное сокращение требуемого объема связующего на крахмальной основе, а стоимость таких наполнителей намного меньше стоимости этого крахмального связующего.
Повышение концентрации наполнителей также обуславливает преимущества с технологической точки зрения. Поскольку крахмал обладает естественным свойством гидрофильности, т.е. легко поглощает воду, для удаления воды из состава потребуется меньше энергии, если будет увеличена концентрация наполнителя. За счет повышения концентрации наполнителей снижается содержание крахмального связующего, поглощающего воду, и снижается потребление воды для желатинирования крахмального связующего. Соответственно, снижается себестоимость производства, так как для получения формоустойчивого изделия требуется меньше растворителя и энергозатрат. Кроме того, неорганические заполнители также могут применяться для улучшения теплопередачи и более равномерного распределения тепла по всей структурной матрице. В результате можно изготавливать изделия с повышенной формоустойчивостью и более однородным сечением.
За счет выбора соответствующего наполнителя можно также снизить удельную теплоемкость конечного изделия. Например, было установлено, что изделия, содержащие карбонат кальция, имеют пониженную теплоемкость в сравнении с изделиями, которые содержат только крахмал. В результате, такие изделия можно применять для подогрева пищевых продуктов или других предметов без существенного нагрева самого изделия. Например, изделия по настоящему изобретению можно применять для нагрева или варки пищевых продуктов в духовке или СВЧ-печи без разрушения изделия. За счет выбора наполнителей с низкой теплоемкостью можно изготавливать изделия по настоящему изобретению, обладающие теплоемкостью предпочтительно примерно от 0,3 Дж/г•К до 2,0 Дж/г•К при температуре 20oC, более предпочтительно - примерно от 0,5 Дж/г•К до 1,5 Дж/г•К, и наиболее предпочтительно - примерно от 0,7 Дж/г•К до 1,0 Дж/г•К.
Повышение концентрации наполнителей также может применяться для изменения формы структурной матрицы изделия. Как упоминалось выше, при недостаточном удалении влаги из смеси в процессе формования изделия оставшаяся влага может обусловить прилипание изделия к технологической форме, а также образование трещин или пузырей в изделии. Аналогично, изделия могут растрескиваться и в том случае, если будет удалено избыточное количество влаги. Таким образом, существуют определенные временные рамки (зависящие от таких переменных параметров, как температура технологической формы и концентрация воды в смеси), в пределах которых изделия следует вынимать из нагретой технологической формы, чтобы предотвратить растрескивание или прилипание изделий. При прочих равных условиях, эти временные рамки сужаются по мере возрастания концентрации крахмального связующего в формовочной смеси. Кроме того, по мере сужения этого допустимого интервала выдержки изделия в форме затрудняется изготовление изделий с сечениями переменной толщины. В отличие от этого, исследованиями установлено, что по мере возрастания концентрации неорганических материалов и снижения концентрации крахмального связующего временные рамки для удаления изделий из технологической формы без прилипания или растрескивания расширяются. В результате, смеси с неорганическими наполнителями можно использовать для более эффективного производства изделий с переменной толщиной по сечению.
За счет выбора типа применяемого наполнителя можно перенести свойства наполнителя на конечное изделие. Материалы-заполнители, применяемые по настоящему изобретению, могут добавляться для повышения прочности на сжатие, повышения модуля упругости и относительного удлинения, снижения массы и (или) улучшения теплоизолирующих свойств получаемого изделия с высокой концентрацией неорганических заполнителей. Кроме того, для придания изделиям по настоящему изобретению более гладкой поверхности можно использовать пластинчатые заполнители, такие как слюда и каолин. Как правило, заполнители с крупными частицами, такие, как карбонат кальция, позволяют получать матовую поверхность, а заполнители с мелкими частицами - глянцевую поверхность. Кроме того, высокая концентрация наполнителей обуславливает преимущества с природоохранной точки зрения. Изделия с высокой концентрацией неорганических заполнителей легко разлагаются на естественные компоненты, что снижает неприглядность мест захоронения отходов. Кроме того, минимизация расхода крахмального связующего обеспечивает сокращение расхода крахмала, получаемого путем переработки крахмалоносных культур, или подвергаемого утилизации или компостированию после выбрасывания одноразового изделия.
Оптимизация упаковки частиц является предпочтительным процессом, который может применяться для максимизации количества неорганических наполнителей в тех случаях, когда они включаются в состав в высокой концентрации. Оптимизация упаковки частиц представляет собой процесс выбора различных размеров, форм и концентрации заполнителей, целью которого является сведение к минимуму объема пор между частицами и обеспечение максимальной плотности их упаковки. За счет снижения объема пор между частицами сокращается потребность в добавлении в смесь растворителя и крахмального связующего, необходимых для заполнения этих пор. При уменьшении концентрации связующего на крахмальной основе до минимума, необходимого для связывания частиц заполнителя и придания изделию требуемых физических характеристик, можно увеличить концентрацию неорганических материалов в конечных изделиях без существенного ущерба для требуемой прочности и реологических характеристик. При этом себестоимость изделий снижается, а вышеуказанные характеристики улучшаются.
Для оптимизации плотности упаковки частиц можно применять заполнители с частицами размером примерно от 0,05 мкм до 2 мм. Для обеспечения максимальной прочности стенок ячеек предпочтительно применять частицы, размер которых не превышает 1/4 толщины стенок ячеек. Предпочтительно применять сферические частицы с минимальными дефектами поверхности, так как они обладают минимальной удельной площадью и их можно упаковать с максимальной плотностью. Для достижения оптимального уровня упаковки частиц предпочтительно, чтобы средний размер частиц одного размерного диапазона примерно в десять раз превышал размер частиц следующего меньшего размерного диапазона. (Во многих случаях это соотношение может быть иным в зависимости от соотношения значений естественной плотности упаковки частиц различных заполнителей, примененных в составе). Например, в двухкомпонентной системе предпочтительно, чтобы средний размер частиц крупнозернистого компонента примерно в десять раз превышал средний размер частиц тонкозернистого компонента. Аналогично, в трехкомпонентной системе предпочтительно, чтобы средний размер частиц крупнозернистого компонента примерно в десять раз превышал средний размер частиц среднезернистого компонента, а средний размер частиц этого компонента предпочтительно должен примерно в десять раз превышать средний размер частиц тонкозернистого компонента. Тем не менее, за счет добавления частиц различного размера можно избежать необходимости в таком высоком соотношении между размерами частиц разной зернистости, и в ряде случаев достаточно лишь двукратной разности размеров.
В предпочтительном варианте реализации настоящего изобретения выбор заполнителей для получения требуемой плотности упаковки частиц осуществляется с помощью метода упаковки частиц, описанного в следующей статье, одним из соавторов которой является один из авторов настоящего изобретения: В. Йохансен и П. И. Андерсен "Упаковка частиц и свойства бетона" Материаловедение бетона II. стр. 111-147, Американское общество керамики (1991). Дополнительная информация приводится в докторской диссертации П. И. Андерсена "Измерение и контроль в бетонной промышленности - изучение упаковки и реологии частиц", Датская Академия технических наук. Предпочтительный процесс упаковки частиц также подробно описывается в заявке на патент Соединенных Штатов Америки N 08/109100, озаглавленной "Структурно-оптимизированные составы и процессы для цементных смесей, создаваемых методом микроструктурной инженерии", поданной на имя Пера Йюста Андерсена и Саймона К. Хадсона 18 августа 1993 года. Для целей раскрытия сущности изобретения статья, докторская диссертация и патентная заявка, которые указаны выше, включаются в настоящую заявку посредством данной ссылки на них.
Требуемый объем крахмального связующего также зависит от размера и формы частиц материала-заполнителя. Заполнители с высокой удельной поверхностью по сравнению с заполнителями, имеющими такой же объем, но меньшую удельную площадь поверхности, обуславливают необходимость увеличения расхода крахмального связующего для покрытия частиц. Кроме того, при увеличении удельной площади поверхности большая часть воды, имеющейся в смеси, расходуется на покрытие поверхности частиц, что приводит к нехватке воды, требуемой для реагирования с крахмалом и обеспечения его желатинирования. Таким образом, для максимизации концентрации неорганических наполнителей и минимизации объема крахмального связующего предпочтительно применять заполнители с меньшей удельной поверхностью. В изделиях с высокой концентрацией неорганических заполнителей по настоящему изобретению предпочтительно применять заполнители с удельной поверхностью в диапазон примерно от 0,1 м2/г до 400 м2/г, более предпочтительно - примерно от 0,15 м2/г до 50 м2/г, и наиболее предпочтительно - примерно от 0,2 м2/г до 2 м2/г. Частицы с относительно низкой удельной поверхностью обычно имеют большой средний диаметр и сферическую форму. Тем не менее, обычно бывает предпочтительным, чтобы отношение среднего диаметра частиц заполнителя к толщине стенки ячейки внутренней ячеистой матрицы не превышала примерно 0,5, более предпочтительно - не превышало примерно 0,4, и наиболее предпочтительно - не превышало примерно 0,2.
В смесях по настоящему изобретению можно использовать заполнители разных типов. В формовочных смесях по настоящему изобретению можно применять неорганические материалы, обычно применяемые в бумажной промышленности, а также материалы тонкого помола, применяемые в бетонной промышленности. Однако размер частиц заполнителя, или неорганического наполняющего материала, часто может во много раз превышать размер частиц неорганических наполнителей, используемых в бумажной промышленности, что обеспечивает существенное снижение их стоимости.
К примерам полезных заполнителей относятся перлит, вермикулит, песок, гравий, щебень, известняк, песчаник, стеклянный бисер, аэрогели, ксерогели, морской гель, слюда, глина, синтетическая глина, глинозем, кремнезем, зола, микрочастицы кремния, пластинчатый глинозем, каолин, микросферы, полые стеклянные сферы, пористые керамические сферы, гипс (дигидрат сульфата кальция), карбонат кальция, алюминат кальция, легкие полимеры, ксонотлит (кристаллический кальциевый силикагель), легкая вспененная глина, гидратированные и негидратированные частицы цемента, пемза, расслоенный камень и другие горнорудные материалы. Тарные и иные изделия по настоящему изобретению могут легко и эффективно подвергаться утилизации за счет их добавления в свежие формовочные смеси в качестве материала-заполнителя.
Карбонат кальция сухого помола является предпочтительным неорганическим заполнителем, поскольку его себестоимость в три раза меньше себестоимости карбоната кальция, получаемого методом мокрого помола. Предпочтительно применять карбонат кальция марки R040, частицы которого имеют размеры от 10 до 150 мкм (средний размер частиц около 42 мкм) и низкую удельную площадь поверхности. Глина и гипс являются особенно важными материалами-заполнителями благодаря их легкодоступности, чрезвычайно низкой стоимости, формуемости, простоте формообразования и благодаря тому, что они также могут обеспечить часть связей и прочности, если они будут добавлены в достаточных количествах (в случае применения полугидрата гипса). Поскольку полугидрат гипса может реагировать с водой, имеющейся в составе формовочной смеси, его можно применять в качестве средства для отверждения или, как минимум, повышения формоустойчивости формовочной смеси.
Гипс также является полезным материалом - заполнителем, поскольку он не влияет на реакцию крахмала с водой в составах по настоящему изобретению. При нагреве до 97oC гипс дегидратируется и переходит в форму полугидрата. После гидратации он застывает с образованием жесткой структуры в зависимости от его концентрации и, тем самым, с некоторой задержкой обеспечивает повышение прочности связей конечного изделия. Другие потенциальные связующие материалы, такие как гидравлический цемент или Tylose®, не относятся к числу предпочтительных, так как они мешают реакции желатинирования между крахмалом и водой. В некоторых случаях может оказаться целесообразным образование слоя кристаллического цемента (эттрингит) на поверхности частиц заполнителя, который может применяться для улучшения взаимодействия и упрочнения связей между частицами наполнителя и связующим на основе крахмала.
С учетом характера формовочных смесей и изготавливаемых из них изделий, создается возможность включения легких заполнителей с большим объемом пор между частицами, чтобы придать отформованным изделиям теплоизолирующие свойства. Примерами заполнителей, которые придают отформованным изделиям легкость и повышенные теплоизолирующие свойства, являются перлит, вермикулит, стеклянный бисер, полые стеклянные сферы, синтетические материалы (например, пористые керамические сферы, пластинчатый глинозем и т. п.), пробка, пемза, легкие вспененные глины, песок, гравий, щебень, известняк, песчаник и другие геологические материалы.
Пористые заполнители также могут служить для удаления нежелательных воздушных пузырей, образующихся во время формования изделия. Пары растворителя, выходящие из формовочной смеси, сначала перемещаются к поверхности технологической формы, а затем перемещаются вдоль этой поверхности к выпускным отверстиям. Иногда пузыри воздуха задерживаются между пуансоном и наружной поверхностью изделия, создавая выщерблины на поверхности. Пористый заполнитель в составе формовочной смеси может применяться для абсорбции значительной части этого удерживаемого газа, способствуя сокращению числа таких выщербин. Такие воздушные пробки также можно удалить путем создания разрежения.
Легкие пористые заполнители, включая цеолиты, могут применяться для кондиционирования изделия в процессе формования. Пористые заполнители могут заранее пропитываться пластифицирующим материалом или водой. При нагреве смеси, содержащей предварительно пропитанный заполнитель, выделение паров растворителя изнутри частиц пористого заполнителя происходит медленнее, чем из остальной части смеси. В результате, часть растворителя останется внутри пористого заполнителя после обеспечения формоустойчивости изделия. После формования изделия и его извлечения из нагретой технологической формы растворитель, содержащийся в пористом заполнителе, может диффундировать в окружающую структурную матрицу, тем самым обеспечивая кондиционирование и смягчение структурной матрицы.
Другой класс заполнителей, которые могут вводиться в смесь с неорганическими наполнителями, включает гели и микрогели, такие как силикагель, гель силиката кальция, гель силиката алюминия и т.п. Эти материалы могут вводиться в твердой форме подобно любым обычным материалам-заполнителям, либо осаждаться на месте. Поскольку эти материалы адсорбируют воду, их можно добавлять для снижения содержания воды в формовочной смеси (что позволит повысить вязкость и предел текучести смеси).
Кроме того, явно выраженные гигроскопичные свойства гелей и микрогелей на базе кремнезема позволяют применять их в качестве реагентов для регулирования влажности конечного затвердевшего изделия. Поглощая влагу из воздуха, гели и микрогели обусловят сохранение требуемой влажности изделий при нормальных окружающих условиях. (Разумеется, интенсивность абсорбции влаги из воздуха будет зависеть от относительной влажности воздуха). Регулирование влажности изделий позволяет точнее контролировать относительное удлинение, модуль упругости, сгибаемость, складываемость, гибкость и вязкость изделий.
Коэффициент теплопроводности "k" (определяемый как Вт/м•К) для изделий по настоящему изобретению можно задать за счет регулирования ячеистой структурной матрицы. За счет увеличения концентрации ячеек внутри структурной матрицы можно изготавливать изделия с низким значением коэффициента k. В тех вариантах реализации настоящего изобретения, где желательно получить тарное или иное изделие, обладающее еще более высокой теплоизолирующей способностью, может оказаться предпочтительным включение в состав матрицы с высокой концентрацией неорганических заполнителей какого-либо легкого заполнителя с низкой теплопроводностью. Как правило, заполнители с очень низким значением коэффициента k также обуславливают большое количество пор между частицами и наличие воздуха, газовых смесей или частичного вакуума, что может привести к существенному снижению прочности таких заполнителей. Поэтому при расчете состава конкретной смеси следует тщательно сбалансировать взаимно противоречивые требования к теплоизолирующим и прочностным характеристикам.
К предпочтительным теплоизолирующим легким заполнителям относятся дутый или расслоенный вермикулит, перлит, кальцинированная диатомная земля и полые стеклянные сферы - все эти материалы обычно обуславливают большой объем пор между частицами. Однако этот перечень ни в коей мере не является исчерпывающим, и данные заполнители выбраны в силу их низкой стоимости и легкодоступности. Тем не менее, в рамках настоящего изобретения можно использовать любой заполнитель с низким значением коэффициента k, который способен придать тарным или иным изделиям достаточные теплоизолирующие свойства. Учитывая вышеуказанное количество заполнителя, добавляемого в формовочную смесь, зависит от целого ряда факторов, включая количество и типы других компонентов смеси, а также плотность упаковки частиц самого заполнителя. За счет регулирования ячеистой структуры и добавления легких заполнителей можно изготавливать изделия с предпочтительным значением коэффициента k в диапазоне примерно от 0,03 Вт/м•К до 0,2 Вт/м•К. Более предпочтительные значения коэффициента k для теплоизолирующих изделий составляют примерно от 0,04 Вт/м•К до 0,06 Вт/м•К. Более предпочтительные значения коэффициента k для изделий, которые не должны иметь теплоизолирующих свойств, составляют примерно от 0,1 Вт/м•К до 0,2 Вт/м•К.
Концентрация неорганических заполнителей может составлять примерно от 0% до 80% от общего веса твердых веществ в составе формовочной смеси с неорганическими заполнителями, причем предпочтительная концентрация зависит от требуемых характеристик конечного отформованного изделия и (или) от требуемых реологических характеристик формовочной смеси. Если заполнители будут включены в смесь, то их предпочтительная концентрация будет составлять примерно от 20% до 80% от общего веса твердых веществ в составе на крахмальной основе, более предпочтительно - примерно от 30% до 70% и наиболее предпочтительно - примерно от 40% до 60%. Концентрация инертных органических заполнителей, если они будут включены в состав, предпочтительно составляет примерно от 5% до 60% от веса твердых составляющих. Легкие заполнители, определяемые как материалы, плотность которых составляет менее 1 г/см3 (если они будут включены в состав), предпочтительно добавляются в концентрации примерно от 5% до 85% от объема формовочной смеси с неорганическими заполнителями, более предпочтительно - примерно от 15% до 65% и наиболее предпочтительно - примерно от 25% до 55 об.%.
E. Средства для извлечения изделий из технологических форм
Для облегчения извлечения только что отформованного изделия из технологической формы в формовочную смесь можно добавлять средства для смазки форм. Предпочтительным средством для смазки форм является стеарат магния. В качестве средств для смазки формы можно использовать жирные кислоты с полимерными цепями средней или большой длины, их соли и их кислотные производные. Предпочтительные жирные кислоты с полимерными цепями средней или большой длины обычно производятся при обработке растительных или животных жиров и имеют углеродную цепь более C12. Наиболее предпочтительные жирные кислоты имеют углеродную цепь от C16 до C18. Жиры и соли, применяемые по настоящему изобретению, необязательно должны применяться в очищенном виде, а вместо этого могут вводиться в виде доминирующего компонента данного смазочного средства. Это означает, что в смеси могут присутствовать жирные кислоты с более короткими или более длинными цепочками, а также соответствующие ненасыщенные жирные кислоты.
Предпочтительные средства для извлечения из технологических форм, применяемые по настоящему изобретению, включают стеараты, обладающие водоотталкивающими свойствами и не растворимые в воде. Стеараты представляют собой соли стеариновой кислоты и имеют общую формулу CH3(CH2)16COO-X+, где X+ может представлять собой ион Al, Mg, Na, K или Ca. Точки плавления различных стеаратов зависят от используемой соли. Предпочтительным средством для смазки форм является стеарат алюминия, который одобрен Управлением по пищевым продуктам и лекарственным средствам США. Стеарат алюминия имеет низкую точку плавления 110oC и придает отформованному изделию более гладкую поверхность. С другой стороны, стеарат цинка опасен для здоровья и не должен применяться, в особенности, при изготовлении тары для пищевых продуктов или напитков. Как правило, снижение точки плавления или повышение концентрации стеарата снижает шероховатость поверхности отформованного изделия.
Стеараты отталкивают жиры и смазки, что позволяет сократить цикл формовки изделия, повысить качество поверхности, обеспечить теплопередачу и получить однородную фазу. При использовании чистой технологической формы для формовки изделий из формовочного состава, содержащего стеараты, происходит процесс приработки. После каждой новой операции формовки в течение нескольких первых циклов качество поверхности изделий постепенно улучшается. Очевидно, это объяснятся переносом стеаратов из изделия на поверхность технологической формы в течение первых нескольких циклов, что способствует приработке технологической формы.
В качестве средства для смазки технологической формы также можно использовать силиконы. Лецитин, представляющий собой смесь фосфатидов и глицеридов, может способствовать снижению липкости формовочной смеси, что облегчит ее извлечение из технологической формы, а также может повышать гибкость отформованных изделий.
Различные виды воска, такие как парафин и пчелиный воск, и материалы на базе тефлона также могут применяться в качестве средства для смазки формы. Одним из дополнительных преимуществ, связанных с применением воска, является возможность его использования в качестве внутреннего материала для образования покрытий, как было описано выше. Было установлено, что в качестве средств для смазки формы также можно использовать другие материалы, такие как CaS, силикат кальция и лецитин. Для дополнительного облегчения извлечения изделий из технологической формы можно применять полирование и хромирование формы, либо нанесение на нее покрытия, например, из никеля, тефлона или другого материала, препятствующего прилипанию изделия к технологической форме.
Вышеуказанные средства для смазки формы предпочтительно вводятся в смесь в концентрации примерно от 0,05% до 15% от общего веса твердых составляющих, более предпочтительно - примерно от 0,1% до 10 вес.%, и наиболее предпочтительно - примерно от 0,5% до 1 вес.%. Снижение концентрации средств для смазки форм является предпочтительным, так как стеараты, как правило, являются весьма дорогостоящими.
F. Реагенты для модификации реологических характеристик
Реагенты для модификации реологических характеристик добавляются, чтобы повысить предел текучести и улучшить когезивные характеристики формовочной смеси в тех случаях, когда концентрация воды в составе существенно превышает концентрацию связующего на крахмальной основе, используемого для получения предварительно замешанной смеси в ходе двухступенчатого процесса, либо для получения конечного состава на крахмальной основе в ходе как одноступенчатого, так и двухступенчатого процесса. Реагент для модификации реологических характеристик также иногда именуется "загустителем". Реагент для модификации реологических характеристик или загуститель может вводиться в смесь, как минимум, по двум различным причинам: (1) для повышения равномерности распределения волокон в жидкой фракции во время одноступенчатого или двухступенчатого процесса смешивания; и (2) для предотвращения осаждения, отделения или иной сепарации твердой фазы от жидкой фракции после того, как состав на крахмальной основе будет гомогенизирован. Разумеется, загуститель может выполнять обе эти функции. В зависимости от требуемых реологических характеристик жидкой фазы средний специалист в данной отрасли может выбрать тип и объем реагента для модификации реологических характеристик, вводимого в смесь. Однако обычно предпочтительным является включение такого количества реагента для модификации реологических характеристик, которое не приведет к существенному нарушению реакции желатинирования связующего на крахмальной основе. Поскольку модифицированные или желатинированные крахмалы могут применяться в качестве загустителя, во многих случаях предпочтительно полагаться на сгущающее действие желатинированного связующего на крахмальной основе, поскольку при этом обеспечивается химическая совместимость и не происходит существенного нарушения реакции желатинирования, проходящей с участием воды, присутствующей в смеси, и еще не подвергшегося желатинированию связующего на крахмальной основе.
Можно использовать целый ряд природных и синтетических органических реагентов для модификации реологических характеристик, обладающих разнообразными свойствами, включая различные значения предела текучести, вязкости и растворимости в воде. К числу пригодных реагентов для модификации реологических характеристик относятся такие материалы на базе целлюлозы, как например, метилгидроксиэтилцеллюлоза, гидроксиметилэтилцеллюлоза, карбоксиметилцеллюлоза, метилцеллюлоза, этилцеллюлоза, гидроксиэтилцеллюлоза, гидроксиэтилпропилцеллюлоза, гидроксипропилметилцеллюлоза и т. п. Весь диапазон возможных перестановок огромен и не может быть приведен здесь, но следует учитывать, что другие целлюлозные материалы, имеющие такие же или аналогичные характеристики, что и указанные выше материалы, также будут хорошо работать.
К числу других природных реагентов для модификации реологических характеристик на базе полисахаридов относятся, например, альгиновая кислота, фикоколлоиды, агар, гуммиарабик, гуаровая смола, смола бобов рожкового дерева, смола карайи, ксантановая смола и смола трагаканта. К числу пригодных реагентов для модификации реологических характеристик на базе белков относятся, например, Zein® (проламин, извлекаемый из кукурузы), коллаген (производные, извлекаемые из соединительных тканей животных, такие как желатин и клей) и казеин (получаемый из коровьего молока).
И наконец, к числу пригодных для использования водорастворимых синтетических органических реагентов для модификации реологических характеристик относятся, например, поливинилпирролидон, полиэтиленгликоль, поливиниловый спирт, поливинилметиловый эфир, полиакриловые кислоты, соли полиакриловых кислот, поливинилакриловые кислоты, соли поливинилакриловых кислот, полиакриламиды, полимеры полиэтиленоксида, полимолочная кислота и латекс (как именуется целый ряд веществ, включая разнообразные полимеризующиеся вещества, образующиеся в водной эмульсии; одним из примеров является сополимер бутадиен-стирола). Синтетические органические полимеры, особенно, соединения поливинила, также используются для создания гидрофобной пленки на поверхности крахмального связующего. Гидрофобная (водоотталкивающая) поверхность позволяет сократить поглощение воды крахмальным связующим в процессе смешивания, что ускоряет получение формоустойчивых изделий.
G. Диспергаторы
Применяемый в настоящем описании и прилагаемой формуле изобретения термин "диспергатор" используется для определения класса материалов, которые могут добавляться для снижения вязкости и предела текучести состава на крахмальной основе. Если их применение предусмотрено, то эти материалы предпочтительно добавляются после того, как будет обеспечено равномерное распределение волокон. Более подробное описание применения диспергаторов можно найти в магистерской диссертации: П. Дж. Андерсен "Влияние органических суперпластифицирующих добавок и их компонентов на дзета-потенциал и аналогичные характеристики цементных материалов" (Лаборатория изучения материалов Пенсильванского университета, 1987). Для целей раскрытия информации вышеуказанная магистерская диссертация включается в настоящий документ посредством данной ссылки.
Диспергаторы обычно функционируют посредством адсорбции в поверхность частиц заполнителя и (или) в прилегающий двойной коллоидный слой между частицами. Это создает отрицательный заряд на поверхностях частиц или в их окрестности, что приводит к их взаимному отталкиванию. Такое отталкивание частиц способствует "смазке" за счет снижения трения или сил притягивания, которые в противном случае могли бы увеличивать взаимодействие между частицами. Это способствует некоторому увеличению плотности упаковки частиц и позволяет вводить меньше воды при сохранении достаточной удобоукладываемости формовочной смеси. Диспергаторы могут применяться для получения маловязких смесей с хорошей удобоукладываемостью, которые будут легко затекать в технологическую форму без значительного увеличения концентрации воды. Поэтому такие смеси могут быть предназначены, например, для изготовления изделий с высокой плотностью. Кроме того, было установлено, что применение диспергаторов позволяет улучшить качество поверхности изделий.
H. Другие добавки
В формовочную смесь можно вводить ряд других компонентов, позволяющих придать конечному изделию требуемые характеристики. Например, такие ферменты, как карбоксигидраза, амилаза и оксидаза, создают отверстия в поверхности гранул крахмала, что обеспечивает ускорение желатинирования крахмального связующего в случае применения нежелатинированного крахмала. В результате вязкость смеси увеличивается быстрее, что способствует получению изделий с более прочной и однородной ячеистой структурой.
Путем добавления компонентов, которые прочно связывают воду внутри молекул крахмала, можно формовать изделия, которые будут сразу же иметь требуемую гибкость (в отличие от обеспечения гибкости посредством выдержки в увлажняющей камере). Это можно обеспечить за счет добавления гигроскопических материалов или влагопоглотителей, таких как MgCl2, CaCl2, NaCl или цитрат кальция. Поскольку все эти химикаты легко растворяются в воде, они могут использоваться для распределения и удержания воды внутри молекул крахмала, чтобы обеспечить более равномерное распределение влаги. Влага, в свою очередь, повышает гибкость.
Гибкость также можно обеспечить за счет добавления в формовочную смесь умягчителей или пластификаторов. К числу таких пластификаторов относятся материалы Polysorbate 60, SMG, моно- и биглицериды, а также дистиллированные моноглицериды. Можно применять и другие специализированные пластификаторы с точкой кипения, превышающей максимальную температуру смеси в процессе формования. Эти химикаты, в число которых входят полиэтиленгликоль (мол. вес менее 600), глицерин и сорбитол, замещают воду и функционируют как пластификаторы при содержании влаги, составляющем всего 5%. Предполагается, что они прикрепляются к гидроксильным группам молекул крахмала и образуют структуру шарнирного типа. Поскольку пластификаторы не испаряются во время формования изделия, они остаются внутри формоустойчивого изделия, тем самым смягчая матрицу с крахмальным связующим. Можно применять внутренние материалы для образования покрытий, у которых точка плавления, как правило, превышает температуру кипения перегретой воды, содержащейся внутри формуемого изделия, но не превышает максимальной температуры на поверхности изделия во время его формования. К числу таких материалов относятся воск, полимолочная кислота, шеллак или другие полимеры. Кроме того, для обеспечения водостойкости ячеистой матрицы можно применять внутренние герметизирующие материалы, такие как поливиниловый спирт или латекс. И наконец, в смесь можно добавлять добавки для образования перекрестных связей (отвердители), такие как диальдегиды, метилмочевина и меламин- формальдегидные смолы, позволяющие снизить растворимость крахмального связующего в воде. Добавки для образования перекрестных связей образуют связи с гидроксильными ионами крахмального связующего, что замедляет повторную абсорбцию воды крахмальным связующим. В результате, конечные изделия быстрее приобретают формоустойчивость и способны удерживать жидкость более длительное время до разрушения (например, стакан будет дольше удерживать воду до протечки).
Технологическое оборудование, режимы и результаты
Предлагаемые промышленные изделия изготавливаются посредством многооперационного процесса. Эти операции включают подготовку смеси, включая предварительно замешанную смесь и окончательный формуемый состав, и формование требуемых изделий из этого состава. При желании могут применяться дополнительные операции, включая надпечатку, нанесение покрытий и упаковку получаемых изделий. Оборудование, применяемое при выполнении технологических операций, описывается ниже. Изделия по настоящему изобретению можно изготавливать с применением обычного оборудования, хорошо известного специалистам в областях изготовления пенополистирола, бумаги, пластмассы, цемента и материалов с крахмальным связующим. Однако для изготовления изделий по настоящему изобретению требуется обеспечить особое сочетание и особую компоновку этого оборудования, чтобы получить функциональную систему. Кроме того, для оптимизации процесса изготовления изделий может потребоваться небольшая модификация оборудования. Подбор, доработку и эксплуатацию оборудования, необходимого для изготовления изделий по настоящему изобретению, может выполнять любой специалист данной отрасли, знакомый с применением обычного оборудования и учитывающий информацию, раскрываемую в настоящей патентной заявке.
A. Приготовление смеси.
Как показано на фиг. 4, предварительно замешанная смесь и конечная формовочная смесь на крахмальной основе предпочтительно готовятся в смесительном баке 20, в который подается сырье из бункеров 22. Количество бункеров 22 зависит от числа компонентов смеси. Бункеры 22 обычно состоят из бункеров для загрузки сухих компонентов 24 и бункеров для загрузки жидких компонентов 26. В бункерах для сухих компонентов 24 хранятся твердые материалы, такие как связующее на основе крахмала, наполнители и волокна. Дозаторы сухого сырья 28, обычно оснащаемые шнековой системой какого-либо типа, автоматически и точно отмеряют и подают требуемое количество сухой смеси в смесительный бак 20.
В бункерах для жидких компонентов 26 хранятся жидкие материалы, такие как растворитель и различные жидкие реагенты для модификации реологических характеристик. При необходимости, в бункеры для жидких компонентов можно поместить автоматические мешалки, чтобы предотвратить сепарацию или осаждение различных фаз раствора. Насосы-дозаторы 30 автоматически и точно дозируют и подают жидкие компоненты в смесительный бак 20.
Смесительный бак 20 предпочтительно выполняется в виде мощного смесителя, рассчитанного на быстрое и равномерное смешивание компонентов для получения вышеупомянутых предварительно замешанных и формовочных смесей. В число таких мощных смесителей входят турбосмесители типа TMN, изготавливаемые фирмой Franz Haas Waffelmaschinen (г. Вена, Австрия). Альтернативные мощные смесители являются предметом изобретения и описаны в патенте США N 4225247 "Устройство для смешивания и перемешивания"; в патенте США N 4552463 "Метод и аппарат для приготовления коллоидных растворов"; в патенте США N 4889428 "Ротационная мельница"; в патенте США N 4944595 "Аппарат для изготовления цементных строительных материалов" и в патенте США N 5061319 "Метод изготовления цементных строительных материалов". Для целей раскрытия информации вышеуказанные патенты включаются в настоящий документ посредством данной ссылки. В альтернативном варианте можно применять смеситель с регулируемой скоростью, обеспечивающий перемешивание с низкой энергией. В число смесителей с регулируемой скоростью входит модель Eirich Rv-11. Если в смеси имеются хрупкие наполнители или заполнители, такие как стеклянные шарики, то предпочтительно применять смесители с низкой энергией, чтобы предотвратить разрушение заполнителя.
Как показано на фиг. 4, приготовленная смесь закачивается через вибросетку 32 в миксер для хранения 34. Вибросетка 32 служит для отделения и диспергирования неперемешанных комков твердых компонентов в смесях с особо низкой вязкостью, включая предварительно замешиваемую смесь, еще не подвергнувшуюся желатинированию. Миксер для хранения 34 служит в качестве расходного бака, обеспечивающего непрерывную подачу формовочной смеси в формовочную машину. Формовочная смесь подается в формовочную машину с помощью обычного насоса 36. В одном из вариантов реализации настоящего изобретения миксер для хранения 34 герметично закрыт и снабжен вакуумным насосом 38. С помощью вакуумного насоса 38 создается разрежение для удаления воздушных пузырей из смеси. Как упоминалось выше, нежелательные воздушные пузыри могут привести к образованию дефектов на поверхности конечных изделий.
Миксер для хранения 34 непрерывно размешивает или растирает формовочную смесь с применением небольшого усилия сдвига, чтобы предотвратить расслоение фаз формовочной смеси. Если формовочная машина рассчитана на порционную (а не на непрерывную) обработку, то бак для хранения 34 можно исключить, и смесь будет подаваться непосредственно из смесительного бака 20 в формовочную машину. Полностью автоматизированная система, состоящая из загрузочных бункеров и миксеров, включая систему для смешивания формовочной смеси DANMIX, продается фирмой Franz Haas Waffelmaschinen Industriegesellschaft М.В.Н. (г. Вена, Австрия).
В большинстве случаев, когда желательно получить более вязкую формовочную смесь с высоким пределом текучести, для перемешивания и подачи желатинированной предварительно замешанной смеси или формовочной смеси может потребоваться шнековая система. В одном из вариантов реализации настоящего изобретения дополнительные материалы, включаемые в состав формовочной смеси, автоматически и непрерывно дозируются, смешиваются и деаэрируются с помощью двухкамерного шнекового экструзионного аппарата. На фиг. 5 показан двухкамерный шнековый экструзионный аппарат 40, снабженный питателем 42, подающим формовочную смесь в первую внутреннюю камеру 44 экструдера 40. В первой внутренней камере 44 имеется первый шнек 46, перемешивающий формовочную смесь и подающий ее через первую внутреннюю камеру 44 по направлению к вакуумной камере 48. Обычно вакуумная камера 48 находится под разрежением (под вакуумом), чтобы удалить из формовочной смеси нежелательные пузырьки воздуха.
После этого формовочная смесь подается во вторую внутреннюю камеру 50. Второй шнек 52 подает смесь в машину для формования изделий. Шнеки 46 и 52 могут иметь различный шаг и ориентацию лопастей, что позволяет перемешать смесь и перемешивать ее с высоким и низким усилием сдвига. Шнековый экструзионный аппарат 40 может применяться для независимого перемешивания компонентов формовочной смеси, либо, как показано на фиг. 5, может получать сырье из смесителя 54. В предпочтительном двухшнековом экструзионном аппарате используется пара одинаковых ротационных шнеков с одним и тем же направлением вращения. Двухшнековые экструзионные аппараты со встречным вращением шнеков тоже выполняют ту же задачу. Для этих же целей можно также использовать глиномялку. Оборудование, соответствующее этим требованиям, можно приобрести на фирме Buhler-Miag, Inc. (г. Миннеаполис, штат Миннесота).
Формовочные смеси с высоким пределом текучести и высокой вязкостью обычно подаются в формовочную машину с помощью двухступенчатого инжектора или инжектора с возвратно-поступательным шнеком. Как показано на фиг. 6, двухступенчатый инжектор 56 оснащен отдельными отсеками для перемешивания и для перемещения или инжекции смеси. Смесь подается к экструзионному шнеку 58, который подает ее в дозатор 60. После заполнения дозатора 60 инжекционный поршень 62 выталкивает требуемый объем смеси в канал 64, по которому смесь подается в формовочную машину.
Как показано на фиг. 7, инжектор с возвратно-поступательным шнеком 66 оснащен камерой 68, снабженной шнеком 70, который размещен вдоль продольной оси камеры. Формовочная смесь поступает в камеру 68 и подается шнеком 70. При вращении шнека 70 осуществляется его сдвиг назад и производится подача смеси на инжекционный конец 72 шнека 70. После того как на инжекционном конце 72 будет накоплен требуемый объем смеси, вращение шнека 70 прекращается, и шнек перемещается вперед с целью подачи смеси в канал 64 и далее в формовочную машину.
B. Формование требуемых изделий из формовочной смеси
Изготовление изделий требуемой формы из приготовленной формовочной смеси предпочтительно осуществляется с помощью нагретой технологической формы. На фиг. 8 показаны нагретый пуансон 74, имеющий требуемую форму, и нагретая матрица 76, форма которой является зеркальным отражением формы пуансона. Матрица 76 снабжена корпусом 78 с плоским торцом 80 и расточенной приемной камерой 82. Приемная камера 82 снабжена горловиной 84, через которую обеспечивается доступ в эту камеру. Пуансон 74 состоит из крепежной пластины 86, головки пуансона 88, форма которой в основном является зеркальным отражением формы приемной камеры 82, и выпускного кольца 90, расположенного между крепежной пластиной 86 и головкой пуансона 88. Выпускное кольцо имеет несколько больший размер, чем горловина 84 приемной камеры 82, и снабжено несколькими выпускными канавками 92, которые продольно совмещены с головкой пуансона 88.
В предпочтительном варианте реализации настоящего изобретения половины технологической формы имеют общую вертикальную ось, причем матрица 76 размещается под пуансоном 74. При такой ориентации, как показано на фиг. 9, приемная камера 82 служит в качестве емкости, заполняемой формовочной смесью через заливной носик 94. После того как смесь будет помещена в матрицу 76, половины технологической формы совмещаются, как показано на фиг. 10, посредством введения головки пуансона 88 в приемную камеру 82 до упора выпускного кольца 90 в торец матрицы 80, окружающий горловину 84. Головка пуансона 88 несколько меньше приемной камеры 82, так что после совмещения половин технологической формы между пуансоном 74 и матрицей 76 образуется формовочная полость 96. Как упоминалось выше, объем формовочной смеси, помещаемой в матрицу 76, предпочтительно должен заполнить лишь часть формовочной полости 96.
В совмещенном положении технологической формы, как показано на фиг. 11 и 11A, выпускные канавки 92 сообщаются с формовочной полостью 96, образуя выпускные отверстия 98. Кроме того, между торцом матрицы 80 и крепежной пластиной 86 образуется выпускной зазор 90, создаваемый выпускным кольцом 90, которое упирается в торец матрицы 80. В ходе этой операции нагретые половины формы обуславливают расширение формовочной смеси и ее застывание в виде твердого изделия в соответствии с технологическими параметрами и процессами, описанными выше. Излишки материала 102 и пары вытесняются из формовочной полости 96 через выпускные отверстия 98 в выпускной зазор 100. После того как смесь застынет и образует формоустойчивое изделие требуемой формы, пуансон 74 и матрица 76 раздвигаются. Как показано на фиг. 12, после этого торец матрицы 80 очищается скребком 103 с целью удаления излишнего материала 102.
Для прессования требуемых изделий могут применяться пуансоны и матрицы различной формы и различных размеров. Однако имеются два основных типа технологических форм: двухкомпонентные формы и формы последовательного действия. Как показано на фиг. 13, двухкомпонентная форма 104 состоит из одного пуансона 74 и одной матрицы 76. Формы этого типа применяются для изготовления неглубоких изделий, таких как тарелки и крышки, которые легко извлекаются из технологической формы. Формы последовательного действия 106, как показано на фиг. 14, состоят из цельного пуансона 74 и матрицы 76, состоящей из двух половин 108. Половины матрицы 108 раздвигаются после изготовления изделия, чтобы облегчить его извлечение. Формы последовательного действия 106 применяются для изготовления глубоких изделий, таких как стаканы и чашки, которые с трудом извлекаются из обычной технологической формы.
Один из методов извлечения изделий из технологической формы заключается в применении всасывающего насадка 110. Как показано на фиг. 14, всасывающий насадок 110 снабжен головкой 112, в которой находятся вакуумные каналы 114. Головка 112 имеет форму, которая зеркально противоположна форме внутренней части отвержденного изделия. Таким образом, вставив головку 112 в изделие и приложив через вакуумные каналы 114 небольшое разрежение, можно подхватить изделие и перенести его на конвейер для последующей обработки.
Технологические формы предпочтительно изготавливаются из таких металлов, как сталь, латунь и алюминий. Полирование металла, включая хромирование и никелирование, а также снабжение поверхности тефлоновым покрытием, упрощает извлечение изделий из технологической формы и позволяет улучшить качество их поверхности. Материал технологической формы должен быть рассчитан на температуры и давления, которые применяются в ходе технологического процесса, как было описано выше.
Нагрев технологической формы может осуществляться различными способами. Например, можно применять внешние нагревательные элементы, такие как газовые горелки, инфракрасные нагреватели или электронагревательные элементы, прикрепляемые к форме или направленные на нее. В другом варианте, для нагрева технологической формы можно применять горячие жидкости (такие как масло), либо горячие газы (такие как пар), прокачиваемые через технологическую форму. Различные способы нагрева также могут применяться для изменения температуры по длине технологической формы, чтобы менять свойства отвержденной матрицы отформованного изделия. Также можно нагревать формовочную смесь без нагрева технологической формы. Например, форму можно изготовить из керамического материала, а нагрев смеси можно осуществлять с помощью СВЧ-облучения.
За счет изменения температуры и срока выдержки можно влиять на плотность, пористость и толщину поверхностного слоя, или корки. Как правило, для получения отформованного изделия с тонким и плотным поверхностным слоем следует снизить температуру формообразования, сократить количество выпускных отверстий в технологической форме и снизить концентрацию воды в формовочной смеси. Например, для увеличения вязкости смеси следует желатинировать большую часть связующего на крахмальной основе во время приготовления предварительно замешанной смеси и (или) добавить реагент для модификации реологических характеристик, такой как Tylose®, снизить концентрацию воды или применить материал-заполнитель с повышенной удельной поверхностью.
Для обеспечения неравномерного нагрева изделия можно менять температуру технологической формы в разных ее частях. Это может потребоваться, например, при изготовлении изделий с переменной толщиной стенок или плотностью. Как описывалось выше, повышение температуры технологической формы приводит к ускорению испарения воды из формовочной смеси во время формования требуемого изделия. Кроме того, увеличение толщины стенки приводит к увеличению времени, требуемого для получения формоустойчивого изделия. Если требуется получить изделие с существенно различной толщиной разных его частей, то для компенсации более медленного застывания утолщенной части в сравнении с тонкой частью можно повысить температуру технологической формы в местах увеличенной толщины изделия, чтобы увеличить скорость испарения воды в таких местах. Аналогично, поскольку повышение температуры технологической формы приводит к ускорению испарения воды, можно предположить, что та часть отформованного изделия, которая находится вблизи наиболее горячей части технологической формы, будет иметь меньшую плотность, чем часть отформованного изделия, находящаяся вблизи более холодной части технологической формы.
Один из методов массового изготовления изделий по настоящему изобретению предусматривает применение нагреваемой формовочной машины, показанной на фиг. 15. Как показано на фиг. 15, нагреваемая формовочная машина 116 снабжена формующим устройством 118, прикрепленным к нагревательному устройству 120 и сообщающимся с ним. Нагревательное устройство 120 снабжено изолирующей стенкой 122, которая ограждает нагревательную камеру 124. Внутри нагревательной камеры 124 размещены нагревательные элементы 126, которые служат для нагрева этой камеры. Через формующее устройство 118 и нагревательную камеру 124 проложена рельсовая система, образующая замкнутый контур. Рельсовая система 128 снабжена верхними рельсами 130 и нижними рельсами 132. По этим рельсам перемещается несколько связанных между собой, шарнирно закрепленных нагреваемых форм 136, снабженных колесами 134. Как можно видеть на фиг. 16, каждая форма снабжена крышкой 138 и основанием 140, которые на одном конце соединены друг с другом с помощью шарнира 142. Крышка 138 и основание 140 включают соответственно пуансон 74 и матрицу 76, описанные выше.
Нагреваемая формовочная машина 116 (машина для горячей формовки) обеспечивает непрерывное массовое изготовление требуемых изделий. Изготовление изделий осуществляется в виде нескольких этапов, которые одновременно выполняются с помощью различных нагреваемых форм 136, включенных в цепочку форм. Как показано на фиг. 16, на первом этапе нагреваемые формы 136 открыты и размещены под заливным носиком 144, откуда в них поступает формовочная смесь. Для раскрывания нагреваемых форм 136 выполняется разведение верхних и нижних рельсов 130 и 132, по которым перемещаются крышка 138 и основание 140, соответственно. Заливной носик 144 используется для дозированной подачи формовочной смеси в матрицу 76.
После заполнения матрицы 76 нагреваемые формы 136 перемещаются вперед и закрываются в результате смыкания верхних и нижних рельсов 130 и 132. Для обеспечения циклического разведения технологической формы, как описывалось выше, рельсы могут периодически расходиться и сходиться, как показано в точке C на фиг. 15, что обеспечит периодическое открытие и закрытие технологической формы. После завершения цикла периодического разведения технологической формы, форма запирается и процесс формообразования продолжается.
Один из предпочтительных механизмов для запирания технологической формы описан в патенте Соединенных Штатов Америки N 4953453 от 4 сентября 1990 г., выданном на имя Франца Хааса, ст. (Franz Haas, Sr.), и озаглавленном
"Аппарат для управления замком пекарных форм для изготовления переворачиваемых, преимущественно съедобных вафель из вафельного теста в вафлепекарной печи или автоматической вафлепекарной печи" (ниже именуется "Патент 453 Хааса"). Для целей раскрытия информации вышеуказанный патент включается в настоящий документ посредством данной ссылки. В патенте 453 Хааса описывается механизм замка, который препятствует принудительному замыканию формы или прерыванию технологического процесса в случае несовмещения половин формы. Можно применять и другие обычные запирающие механизмы, но они должны быть рассчитаны на давление, образующееся внутри нагреваемых смесей.
Согласно фиг. 15 нагреваемые формы 136 перемешаются по всей длине нагревающего устройства 120, переворачиваются и затем перемещаются назад к формующему устройству 118. В соответствии с настоящим изобретением нагревательные элементы 126 размещены внутри нагревательной камеры 124, чтобы обеспечить нагрев нагреваемых форм 136 во время их перемещения по камере 124. Нагревающие элементы 126 могут помимо прочего выполняться, например, в виде электронагревательных элементов, газовых горелок или инфракрасных нагревателей.
Скорость перемещения технологической формы по нагревательному устройству 120 частично определяется требуемым временем для остановки и заполнения нагреваемых форм 136. Время заполнения, разумеется, зависит от размеров формуемого изделия. Время пребывания смеси в печи зависит от ряда переменных параметров, включая концентрацию растворителя, температуру нагревательного устройства и объем заполнения, как описывалось ранее. Для регулирования продолжительности формовки без изменения скорости перемещения технологической формы нагревательное устройство 120 снабжено секциями 146. Секции 146 можно удалять из нагревательного устройства 120 или добавлять к нему, чтобы обеспечить требуемое регулирование длины нагревательного устройства 120. Продолжительность формовки и температура выбираются так, чтобы к моменту возвращения нагреваемых форм 136 к формовочному устройству 118 изделие можно было бы извлечь из технологической формы в формоустойчивом состоянии.
Как показано на фиг. 15, после возвращения формы к формовочному устройству 118 вновь осуществляется раскрытие нагреваемой формы 136 за счет разведения верхних и нижних рельсов 130 и 132. После этого матрица 76 очищается скребком 148, показанным на фиг. 17, чтобы удалить излишний материал 102, который мог выйти через выпускные отверстия 98 в процессе нагрева. После этого изделие можно извлечь из матрицы 76.
Для извлечения изделий из технологической формы можно применять различные способы. Например, как показано на фиг. 15 и 16 (для случая применения двухкомпонентной технологической формы 184), разделенные половины формы, проходящие через формовочное устройство 118, вновь поворачиваются в исходное положение. Во время поворота технологической формы изделие выпадает из нагреваемой формы 136 под действием силы тяжести. Для подхвата изделий и их транспортировки с целью последующей обработки можно использовать ленточный конвейер. При применении технологической формы последовательного действия 106, процесс извлечения изделий включает разведение половин матрицы 108, после чего изделия под действием силы тяжести падают в сборную воронку 149, как показано на фиг. 15. После этого изделия с помощью ленточного конвейера перемещаются на последующие технологические участки. После удаления изделий из технологической формы эта форма возвращается к заливному носику 144, после чего процесс повторяется.
Типичное нагреваемое формовочное устройство 116 можно выбрать среди различных имеющихся в продаже машин для горячей формовки, таких как вафлепекарные машины SWAK Т, SWAK 1 и SWAK, или машины для изготовления вафельных стаканчиков для мороженого типа STAK, STAZ и STA. Такие пекарные машины продаются фирмой Franz Haas Waffelmaschinen Industriegesellschaft M.B.H. (Вена, Австрия). Хотя вышеуказанные машины ранее применялись в основном для изготовления съедобных вафель и стаканчиков для мороженого, они также могут применяться в рамках настоящего изобретения за счет применения требуемых технологических форм, целенаправленно модифицированных в соответствии с вышеприведенным описанием, в зависимости от требуемых технологических параметров и типов изготавливаемых изделий.
Вместо машин горячей формовки, выпускаемых фирмой Хаас, можно применять обычное оборудование для изготовления изделий из пенополистирола (ниже именуется "машиной для ППС"), модифицированное с целью изготовления изделий по настоящему изобретению. Как показано на фиг. 18, обычная машина ППС оснащена пуансоном 150 и матрицей 152, размещенными на одной вертикальной оси так, что матрица 152 находится сверху. Матрица 152 имеет корпус 154 с приемной камерой 156, ограниченной стенкой матрицы 158. На одном из концов стенки матрицы 158 имеется крепежный буртик 160. Внутри стенки матрицы 158 находится полость стенки матрицы 162. С приемной камерой 156 сообщается заливной канал 164, которые можно открывать и перекрывать с помощью поршня 166. И наконец, с заливным каналом 164 сообщается заливная трубка 168, которая также открывается и перекрывается с помощью поршня 166.
Пуансон 150 снабжен головкой 170, форма которой в основном является зеркальным отражением формы приемной камеры 156. Головка пуансона 170 снабжена основанием 172, боковой стенкой 174 и верхней частью 176. По окружности головки пуансона 170 вблизи его верхней части 176 имеется камера 178. Внутри камеры 178 помещена разжимная выпускная пружина 179. Камера 178 сообщается с нагнетательной трубкой 180, размещенной внутри головки пуансона 170. Камера 178 также сообщается с атмосферой через выпускную прорезь 181, размещенную между камерой 178 и наружной поверхностью пуансона 150. На основании 172 предусмотрена выпускная канавка 182, в которую входит крепежный буртик 160. И наконец, полость стенки пуансона 184 размещена в головке 170 вблизи боковой стенки 174 и верхней части 176.
При обычной эксплуатации машины ППС половины технологической формы сначала сводятся, как показано на фиг. 19, образуя формовочную полость 186 между половинами формами. По заливному каналу 164 в формовочную полость 168 продувается воздух, который выходит через выпускной зазор 188 между крепежным буртиком 160 и выпускной канавкой 182. Продувка воздуха обеспечивает разрежение, в результате чего гранулы полистирола, расположенные в заполняющей трубке 168, всасываются в формовочную полость 186. Выпускной зазор 188 имеет небольшие размеры, что препятствует выходу гранул полистирола наружу. После того как формовочная полость будет заполнена гранулами полистирола, заполняющая трубка 164 перекрывается поршнем 166. В полость стенки матрицы 162 и полость стенки пуансона 184 подается пар, обеспечивающий нагрев матрицы 152 и пуансона 150. Пар также подается в формовочную полость 186 по нагнетательной трубке 180 и выпускной прорези 181. Когда пар по нагнетательной трубке 180 поступает в камеру 178, возникающее давление обуславливает разжим выпускной пружины 179, в результате чего пар выходит через выпускную канавку 182. После прекращения подачи пара выпускная пружина 179 сжимается, предотвращая возможность попадания материала из формовочной полости 186 в камеру 178.
В результате нагрева паром гранулы полистирола нагреваются, расширяются и сплавляются друг с другом, образуя требуемое изделие. После этого через полость стенки матрицы 162 и полость стенки пуансона 184 подается холодная вода, предназначенная для охлаждения технологической формы и последующего отверждения изделий из полистирола. После формования изделия половины формы раздвигаются и изделие извлекается. Для облегчения извлечения изделия через камеру 178 продувается воздух, сталкивающий изделие с пуансона 150.
При изготовлении изделий по настоящему изобретению обычная машина для ППС может использоваться несколькими различными способами. По первому способу машина для ППС применяется практически в стандартной конфигурации. За счет применения смеси, консистенция которой аналогична консистенции влажного порошка, смесь может засасываться в формовочную полость 186 при пропускании воздуха через заполняющий канал 164. Однако, поскольку смесь по настоящему изобретению затвердевает при нагреве, а не при охлаждении, полости стенок 162 и 186 должны постоянно нагреваться паром или горячей жидкостью, например, маслом. Также предпочтительно изолировать и охлаждать заполняющую трубку 168. Нагрев заполняющей трубки 168 может привести к желатинированию и отверждению крахмального связующего и последующему забиванию трубки 168. Тем не менее, за счет осуществления цикла охлаждения после цикла нагрева создается возможность извлечения из формы изделий, сохраняющих достаточное количество влаги в структурной матрице, что позволяет сохранить их гибкость без необходимости в выполнении дополнительной операции кондиционирования.
За счет регулирования размера выпускного зазора 188 можно обеспечить нарастание давления в формовочной полости 186, что позволит получать вспененные изделия тем же способом, который был описан выше. Одним из преимуществ применения машины для ППС в ее стандартной конфигурации является тот факт, что после разведения половин технологической формы полученные изделия остаются на пуансоне 150. После этого изделие легко удаляется путем подачи сжатого воздуха в нагнетательную трубку 180.
В другом варианте половины технологической формы на машине для ППС можно перевернуть так, чтобы матрица 152 находилась вертикально внизу под пуансоном 150 и выполняла роль емкости, заполняемой формовочной смесью. Смесь может заливаться в матрицу 152 через наружную воронку в то время, когда форма находится в раскрытом состоянии. Затем половины технологической формы смыкаются и формование изделия осуществляется вышеописанным способом.
Для формования изделий из составов по настоящему изобретению можно применять модифицированную машину для формовки пенополистирола (ППС). Модифицированная машина для ППС представляет собой систему инжекционной формовки, снабженную тонкими стенками со сниженной теплоемкостью, что облегчает отвод тепла во время циклов нагрева и охлаждения, обеспечиваемых путем применения горячего пара и холодной воды. При применении этой системы смесь впрыскивается в открытую технологическую форму. После этого форма закрывается и запирается, после чего смесь нагревается до 200oC. Крахмал, содержащийся в смеси, желатинируется, приобретает пластичность и затекает в нагретую технологическую форму. После этого открываются выпускные отверстия, что обеспечивает расширение материала и образование вспененной структурной матрицы. Затем технологическая форма перед извлечением изделия подвергается охлаждению, в результате чего крахмальный гель желатинируется при сохранении кондиционирующей воды в структурной матрице. После этого технологическая форма раскрывается с целью извлечения готового изделия, обладающего требуемой формоустойчивостью.
В альтернативном варианте массовое изготовление изделий по настоящему изобретению производится с помощью формовочной машины, показанной на фиг. 35, которая продается под названием крахмаловспенивающей установки BIOMAT 32 фирмой Walterwerk Kiel GmbH. & Co. KG, находящейся в г. Киль, Германия. Как показано на фиг. 35. формовочная машина 202 снабжена формующим устройством 204, прикрепленным к нагревательному устройству 206 и сообщающимся с ним. Нагревательное устройство 206 снабжено изолирующей стенкой 208, которая ограждает нагревательную камеру 210. Внутри нагревательной камеры 210 размещены нагревательные элементы 212, которые служат для ее нагрева. Через формующее устройство 204 и нагревательную камеру 210 проложена рельсовая система 214, образующая замкнутый контур. Рельсовая система 214 снабжена верхними рельсами 216 и нижними рельсами 218. По этим рельсам перемещается несколько связанных между собой, шарнирно закрепленных нагреваемых форм 222, снабженных колесами 220.
Как можно видеть на фиг. 36, каждая форма снабжена крышкой 224 и основанием 226, которые на одном конце соединены друг с другом с помощью шарнира 228. Крышка 224 и основание 226 включают соответственно пуансон 230 и матрицу 232, описанные выше. Формовочная машина 202 обеспечивает непрерывное массовое изготовление требуемых изделий. Изготовление изделий осуществляется в виде нескольких этапов, которые одновременно выполняются с помощью различных нагреваемых форм 222, включенных в цепочку форм.
Как показано на фиг. 36, на первом этапе нагреваемые формы 222 открыты и размещены под заливным носиком 234, откуда в них поступает формовочная смесь 248. Для раскрывания нагреваемых форм 222 применяется разведение верхних и нижних рельсов 216 и 218, по которым перемещаются крышка 224 и основание 226, соответственно. Заливной носик 234 используется для дозированной подачи формовочной смеси 248 в матрицу 232, но эту систему можно модифицировать, чтобы обеспечить обработку составов с существенно различающимися реологическими характеристиками. Например, смеси с высокой вязкостью или высоким пределом текучести можно экструдировать для получения сплошного куска материала, который затем отрезается режущим механизмом и падает в технологическую форму. После заполнения матрицы 232 нагреваемые формы 222 перемешаются вперед и закрываются в результате сведения верхних и нижних рельсов 216 и 218. Для запирания половин технологической формы можно применять обычные запирающие механизмы, но они должны быть рассчитаны на давление, образующееся внутри нагреваемых смесей (примерно до 5 ат).
Согласно фиг. 35 нагреваемые формы 222 перемешаются по всей длине нагревающего устройства 206, переворачиваются и затем перемешаются назад к формующему устройству 204. Нагревательные элементы 212 размещены внутри нагревательной камеры 210, чтобы обеспечить нагрев нагреваемых форм 222 во время их перемещения по этой камере. Скорость перемещения технологических форм 222 по нагревательному устройству 206 частично определяется требуемым временем, требуемым для заполнения нагреваемых форм 222. Время заполнения, разумеется, зависит от размеров формуемого изделия. Продолжительность формовки и температура выбираются так, чтобы к моменту возвращения нагреваемых форм 222 к формовочному устройству 204 изделие можно было бы извлечь из технологической формы в формоустойчивом состоянии. После возвращения формы к формовочному устройству 204 вновь осуществляется раскрытие нагреваемых форм 224 за счет разведения верхних и нижних рельсов 216 и 218. После этого матрица 232 очищается скребком 236, чтобы удалить излишний материал, который мог выйти через выпускные отверстия в процессе нагрева.
Для извлечения отформованных изделий 244 из матрицы 232 применяются вакуумные присоски, прикрепленные к нескольким подвижным рычагам 238. Вакуумные присоски изготавливаются из силиконового каучука и выдерживают температуру примерно до 250oC. Рычаги 238 прикреплены к оси вращающегося барабана 240 и поворачиваются с той же угловой скоростью, что и ось барабана 240. Движение барабана 240 контролируется следящей системой 214, причем барабан 240 размещен внутри нижних рельсов 218. При вращении барабана 240 рычаги 238 изгибаются в направлении открытой нагреваемой формы, чтобы подхватить отформованные изделия вакуумными присосками 242. Затем рычаги 238 отгибаются от барабана 240, и отформованные изделия поступают на ленточный конвейер, 246, по которому они передаются на последующие технологические участки, например, с целью нанесения покрытия. После удаления отформованных изделий 244 из нагреваемых форм 222 эти формы вновь подаются к заливному носику 234 и процесс повторяется.
В альтернативном варианте формовка изделий по настоящему изобретению осуществляется с помощью формовочной машины 202, формовочная смесь приготавливается с помощью смесителя Хобарта, смесителя Эйриха или другого аналогичного смесителя, имеющего емкость 80 галлонов. Такой смеситель обеспечивает подготовку достаточного количества материала для изготовления, как минимум, примерно 3000 изделий в час, а максимально примерно до 14 000 изделий в час. Затем формовочная смесь переносится в вакуумный бункер и с помощью одноступенчатого насоса с одним шнеком закачивается через раздаточную трубку 250 в заливной носик 234. Одноступенчатый насос подает материал под давлением с расходом примерно 6 кг/мин. Для открывания и закрывания заливного носика 234 с требуемыми интервалами, предпочтительно составляющими примерно 0,3 с, применяется гильотинный механизм. За это время в матрицу 232 подается примерно 30 г формовочной смеси. Заполненные технологические формы затем проходят через нагревательное устройство со скоростью 35 см/с и нагреваются примерно в течение 30-35 с. Затем отформованные изделия извлекаются из технологических форм с помощью вакуумных присосок 242 в вышеописанном порядке и помещаются на конвейер 246. Пригодность изделий по настоящему изобретению к последующей эксплуатации обеспечивается без необходимости в каком-либо последующем кондиционировании.
C. Покрытия и аппараты для нанесения покрытий
B рамки настоящего изобретения входит нанесение покрытий или покрывающих материалов на изделия, что зачастую является предпочтительным из-за пористой структуры изделий. Покрытия могут использоваться для изменения характеристик поверхностей изделий разнообразными способами, включая обеспечение водонепроницаемости и защиту изделий, улучшение качества поверхности и упрочнение изделий. Покрытия могут обеспечивать защиту от влажности, щелочей, кислот, смазок и органических растворителей. Кроме того, покрытия способствуют предотвращению отделения частиц материала-заполнителя и волокон. Покрытия также могут придавать изделию отражательные, электропроводящие или теплоизолирующие свойства и заполнять пустоты на поверхности изделий. Покрытия могут придавать поверхности гладкость, глянец или противозадирные характеристики и даже могут усиливать изделие, в частности, на линии сгиба или складывания, а также в углах и гранях. Некоторые виды покрытий также можно использовать в качестве прослоек или клеев.
Цель нанесения покрытия обычно заключается в создании на поверхности изделия равномерной пленки с минимальным количеством дефектов. Выбор конкретного процесса нанесения покрытия зависит от ряда переменных параметров, связанных с характером подложки (т.е. изделия), а также от других переменных факторов, зависящих от состава покрытия. К характеристикам подложки относятся прочность, смачиваемость, пористость, плотность, шероховатость и однородность изделия. Переменные факторы, связанные с составом покрытия, включают общее содержание твердых веществ, вид растворителя, поверхностное натяжение и реологические характеристики.
Покрытие может наноситься в процессе формования изделия или после завершения этого процесса. Если покрытие наносится после формовки изделия, то можно применять различные методы, такие как распыление, погружение, растирка и окраска. Нанесение покрытий на отформованные изделия можно осуществлять с помощью любого метода, известного в отраслях изготовления бумаги, картона, пластмасс, полистирола, жести и иных упаковочных материалов, включая нанесение покрытия ракелем, пудлингование, пневморакельное покрытие, печатание, покрытие по методу Дальгрена, гравирование и порошковое покрытие. Покрытие также может наноситься методом напыления любого нижеуказанного покрывающего материала на изделие, либо посредством погружения изделия в ванну, содержащую соответствующий покрывающий материал. Устройства, применяемые для нанесения покрытий, могут выбираться в зависимости от формы изделия. Например, покрытие стаканов обычно осуществляется методами, отличающимися от методов нанесения покрытий на плоские тарелки.
Для нанесения покрытия в процессе формования изделия в смесь добавляется материал для образования покрытия, температура которого близка к максимальной температуре смеси. При нагреве смеси этот материал плавится и вместе с испарившимся растворителем перемещается к поверхности изделия, обеспечивая ее покрытие. К числу таких материалов для образования покрытий относятся некоторые виды воска (парафина) и вещества для образования перекрестных связей.
Предпочтительные методы нанесения покрытия на изделия, отформованные из составов по настоящему изобретению, включают нанесение как внешнего, так и внутреннего покрытия. При нанесении внешнего покрытия можно использовать две различные системы. Первая представляет собой систему распыления, обеспечивающую нанесение или напыление тонкого порошка воска на поверхность только что отформованного изделия, находящегося в открытой технологической форме, в результате чего воск расплавляется и растекается по поверхности изделия. Температура технологической формы составляет около 200oC, а температура открытой поверхности изделия в открытой технологической форме составляет около 100oC. Поскольку температура плавления воска составляет около 50oC, напыляемый воск легко плавится на поверхности изделия.
Второй системой нанесения внешнего покрытия является такая система напыления, в которой воск сначала плавится, а затем распыляется при температуре, превышающей точку плавления воска, так что расплавленный воск растекается по поверхности изделия. Система распыления может применяться для нанесения воска на внутренние поверхности изделия, находящегося в технологической форме, либо на одну или две стороны изделия, извлеченного из технологической формы и помещенного на конвейер. Система распыления может применяться для нанесения водорастворимых или расплавленных покрытий таким образом, чтобы небольшие капельки покрытия, наносимые на поверхность изделия, сливались друг с другом и образовывали покрытие.
К числу приемлемых органических покрывающих материалов, которые могут использоваться по отдельности или в различных сочетаниях, относятся шеллак; высыхающие масла; масла, получаемые посредством обработки триглицеридов или жирных кислот, образующихся при высыхании масла, с целью получения эфиров с различными гликолями (бутилен-гликоль, этиленгликоль), сорбитолом и триметиловым этаном или пропаном; синтетические высыхающие масла, включая полибутадиеновую смолу; природные ископаемые смолы, включая копал (смолы тропических деревьев, как ископаемые, так и растительные), даммар, элемии и сандарак (хрупкая ароматическая полупрозрачная смола, извлекаемая из сандараковой сосны, произрастающей в Африке), канифоль и ее производные, включая канифоль (смоляную канифоль, нефтяную канифоль и древесную канифоль), эфиры канифоли, получаемые в результате реакций с некоторыми гликолями или спиртами; соли канифоли (резинат кальция и резинат цинка); полиэфирные смолы; эпоксидные смолы, катализаторы и клеи; кумароновая смола; нефтяная углеводородная смола (циклопентадиенового типа); скипидарные смолы; виниловые смолистые вещества (поливинил-хлорид, поливинил-ацетат, поливиниловый спирт и т. п. ); целлюлозные материалы (карбоксиметилцеллюлоза, ацетат целлюлозы, этилгидроксиэтил-целлюлоза и т.п.); полиэтилен и его сополимеры и парафины; акрил и его сополимеры; метил-метакрилат; воски (парафин типа I, парафин типа II, микрокристаллин, полиэтилен, спермацетовое масло, пчелиный воск и спермацет); меламин; полиамиды; полимолочная кислота; Biopol® (сополимер полигидроксибутирата и гидроксивалерата); соевый белок; другие синтетические полимеры, включая биоразлагаемые полимеры; а также эластомеры и смеси вышеуказанных материалов. Материал Biopol® изготавливается фирмой ICI в Великобритании. Воски и их смеси, в частности нефтяные и синтетические парафины, являются преградой для влаги, кислорода и некоторых органических жидкостей, таких как смазки или масла. Особенно полезной группой восков, применяемой для упаковки пищевых продуктов и напитков, являются нефтяные парафины, включая парафиновый воск и микрокристаллический воск.
В некоторых случаях предпочтительно, чтобы покрытие было эластичным или деформируемым. Некоторые виды покрытий также можно применять для усиления мест резкого изгиба изделий. В таких случаях предпочтительно применять гибкое, по возможности эластомерное покрытие. Для изделий, рассчитанных на контакт с водой, предпочтительно водостойкое покрытие. Если изделия рассчитаны на контакт с пищевыми продуктами, то предпочтительно применять покрытия, одобренные Лекарственным и пищевым управлением США. Полимерные покрытия, такие как полиэтиленовые покрытия, могут применяться для образования, как правило, тонких слоев с низкой плотностью. Полиэтилен низкой плотности особенно полезен для получения тары, которая будет непроницаемой для жидкостей и даже герметичной под давлением (в определенной степени). Полимерные покрытия с термозапечатыванием могут применяться в качестве адгезивных материалов.
К приемлемым неорганическим покрытиям относятся силикат натрия, карбонат кальция, окись алюминия, окись кремния, каолин, глина, керамика и их смеси. Неорганические покрытия также могут смешиваться с одним или несколькими из вышеперечисленных органических покрытий. Полезными покрытиями являются окиси алюминия и кремния, являющиеся преградой для кислорода и влаги. Эти покрытия можно наносить на изделия с помощью любых методов, известных в данной отрасли техники, включая испарение электронным пучком высокой энергии, химическое осаждение из плазмы и напыление. Другой метод нанесения покрытия из окиси алюминия или кремния заключается в обработке изделия водным раствором с требуемым значением pH, что приводит к образованию на изделии покрытия из окиси алюминия или кремния за счет включения этих веществ в состав изделия.
Если изделие без покрытия вступает в контакт с влагой, например с влагой, содержащейся в пищевых продуктах или напитках, то материал изделия размягчается. Хотя возможно использовать покрытия на основе растворителя, тем не менее предпочтительно применять покрытия на основе воды. К предпочтительным применимым покрытиям относятся акриловые покрытия, такие как различные акриловые эмульсии, виниловые покрытия, включая парафины, такие как парафиновый воск, поливиниловый спирт, полимолочная кислота и шеллак. При применении покрытий на водной основе вода испаряется, а частицы покрытия сливаются друг с другом на поверхности отформованного изделия.
При добавлении воды вместе с покрытием или при применении покрытия на водной основе, к отформованному изделию добавляется дополнительный кондиционирующий компонент. Структурная матрица изделия адсорбирует воду из покрытия, что увеличит концентрацию воды в матрице. Покрытие также можно быстро высушить на поверхности, причем в то же время внутри изделия останется достаточно влаги для кондиционирования его структурной матрицы.
При применении метода внутреннего нанесения покрытия, в еще неотформованную смесь вводится материал для образования покрытия, у которого температура плавления близка к максимальной температуре смеси в процессе формования. Индивидуальные частицы этого внутреннего материала для образования покрытия в процессе горячего формования изделия переносятся направленным наружу потоком испаряющейся воды к поверхности изделия. По достижении поверхности формуемого изделия эти частицы подвергаются воздействию высокой температуры, что приводит к расплавлению и сплавлению этих частиц, благодаря чему на поверхности изделия образуется покрытие. Затем частицы покрытия подвергаются застыванию или затвердеванию на поверхности или вблизи поверхности изделия после его извлечения из технологической формы и охлаждения. В качестве таких внутренних материалов для образования покрытия можно применять любые материалы, у которых точка плавления, как правило, превышает температуру кипения перегретой воды, содержащейся внутри формуемого изделия, но не превышает максимальной температуры на поверхности изделия во время его формования. К числу таких внутренних материалов для покрытий относятся, например, некоторые виды воска, стеараты, шеллак, полимолочная кислота, латекс или любые другие пластмассовые или полимерные материалы, отвечающие указанным требованиям в отношении точки плавления.
При другом методе герметизации используются материалы, не перемещающиеся к поверхности, такие как латекс, поливиниловый спирт или другие пластмассы, которые служат в качестве внутренних герметиков, обеспечивающих общую водостойкость вспененной структурной матрицы. Такие уплотняющие материалы растворяются в воде и включаются в состав формовочной смеси, так что при формовании изделия уплотняющий материал диспергируется по вспененной структурной матрице. При использовании поливинилового спирта (ПВС), изготавливаемого из поливинилацетата, те марки ПВС, которые легче поддаются гидролизу, будут обладать более высокой водорастворимостью. Например, 2-процентный раствор ПВС растворяется за 15 минут, имеет большой молекулярный вес и легко поддается гидролизу. Растворение ПВС в растворе также зависит от температуры.
D. Печатание
Может оказаться желательным напечатать на поверхности изделия какие-либо надписи, включая товарные знаки, информацию о продукте, параметры тары или эмблемы. Для этого могут использоваться печатающие средства, известные специалистам по печатанию на обычных бумажных или картонных изделиях, включая плоскую печать, рельефную печать, глубокую печать, трафаретную печать и бесконтактную печать. Обычные печатные станки включают, например, станок для офсетной печати, машину Ван-Дама, лазерные принтеры, контактные устройства для непосредственного переноса краски и термографические принтеры. Однако, можно использовать практически любые ручные или механические методы печати.
Метод печати и выбор печатающего устройства будут частично определяться формой изделия. Например, для нанесения надпечаток на плоские тарелки потребуются печатающие устройства, отличные от тех, которые нужны для печати на стаканах. Кроме того, технологическая форма может быть сконструирована так, чтобы обеспечивать тиснение на поверхности изделия. Изделия также могут снабжаться водяными знаками. Благодаря относительно высокой пористости изделий типографская краска будет быстро высыхать. Специалистам в данной отрасли известно, что объем наносимой краски должен соответствовать пористости изделия. Кроме того, на поверхность изделий можно прикреплять или наклеивать деколи (наклейки), этикетки или другие эмблемы, для чего можно использовать методы, известные в данной отрасли промышленности.
E. Физические характеристики изделий
С учетом вышеописанного, за счет применения метода микроструктурной инженерии создается возможность изготовления изделий с различной формой, прочностью, гибкостью, жесткостью, теплоизоляцией и различными другими физическими характеристиками. Как правило, прочность конечных отформованных изделий на изгиб предпочтительно будет составлять примерно от 0,5 МПа до 30 МПа, более предпочтительно - примерно от 1 МПа до 15 МПа и наиболее предпочтительно - примерно от 2 МПа до 10 МПа. Прочность конечных отформованных изделий на растяжение предпочтительно будет составлять примерно от 0,5 МПа до 20 МПа, более предпочтительно - примерно от 0,75 МПа до 10 МПа и наиболее предпочтительно - примерно от 1 МПа до 5 МПа. Работа разрушения при растяжении конечных отформованных изделий, определяемая как площадь под кривой зависимости деформации от напряжения, предпочтительно будет составлять примерно от 100 Дж/м2 до 10000 Дж/м2, более предпочтительно примерно от 300 Дж/м2 до 5000 Дж/м2 и наиболее предпочтительно примерно от 600 Дж/м2 до 1000 Дж/м2.
Благодаря сочетанию высокой прочности и низкой плотности, ставшему возможным в результате применения составов и методов по настоящему изобретению, показатели удельной прочности или удельной работы разрушения изделий, т.е. значения прочности и работы разрушения, приведенные к плотности изделий, будут существенно выше, чем показатели, достигавшиеся ранее известными методами. Например, удельная прочность на изгиб предпочтительно будет составлять примерно от 0.5 МПа/(г/см3) до 60 МПа/(г/см3), более предпочтительно - примерно от 1 МПа/(г/см3) до 40 МПа/(г/см3) и наиболее предпочтительно - примерно от 2 МПа/(г/см3) до 20 МПа/(г/см3). Удельная прочность на растяжение предпочтительно будет составлять примерно от 0,5 МПа/(г/см3) до 30 МПа/(г/см3), более предпочтительно - примерно от 0,75 МПа/(г/см3) до 20 МПа/(г/см3) и наиболее предпочтительно - примерно от 1 МПа/(г/см3) до 12 МПа/(г/см3). Удельная работа разрушения предпочтительно будет составлять примерно от 1000 (Дж/м2)/(г/см3) до 10000 (Дж/м2/(г/см3), более предпочтительно - примерно от 2000 (Дж/м2)/(г/см3) до 7500 (Дж/м2)/(г/см3) и наиболее предпочтительно - примерно от 3000 (Дж/м2/(г/см3) до 5000 (Дж/м2/(г/см3).
Из-за сокращения количества крахмала, требуемого для приданию отформованному изделию необходимых свойств прочности и ударной вязкости, целесообразно выполнить приведение механических характеристик изделий по настоящему изобретению к весовой доле связующего на крахмальной основе в составе конкретного изделия. В результате, для изделий по настоящему изобретению прочность на изгиб, приведенная к весовой доле связующего на крахмальной основе, предпочтительно будет составлять около 5 МПа/(вес. доля крахмального связующего) до 100 МПа/(вес. доля крахмального связующего), более предпочтительно - примерно от 10 МПа/(вес. доля крахмального связующего) до 75 МПа/(вес. доля крахмального связующего) и наиболее предпочтительно - примерно от 20 МПа/(вес. доля крахмального связующего) до 60 МПа/(вес. доля крахмального связующего). Прочность изделий на растяжение, приведенная к весовой доле связующего на крахмальной основе, предпочтительно будет составлять около 3 МПа/(вес. доля крахмального связующего) до 50 МПа/(вес. доля крахмального связующего), более предпочтительно - примерно от 4 МПа/(вес. доля крахмального связующего) до 30 МПа/(вес. доля крахмального связующего) и наиболее предпочтительно - примерно от 5 МПа/(вес. доля крахмального связующего) до 20 МПа/(вес. доля крахмального связующего). Работа разрушения, приведенная к весовой доле связующего на крахмальной основе, предпочтительно будет составлять около 2000 (Дж/м2)/(вес. доля крахмального связующего) до 30000 (Дж/м2)/(вес. доля крахмального связующего), более предпочтительно - примерно от 3000 (Дж/м2)/(вес. доля крахмального связующего) до 15000 (Дж/м2)/(вес. доля крахмального связующего) и наиболее предпочтительно - примерно от 5000 (Дж/м2)/(вес. доля крахмального связующего) до 10000 (Дж/м2)/(вес. доля крахмального связующего).
Относительное удлинение изделий (т. е. деформация до разрыва) предпочтительно будет составлять примерно от 1% до 15%, более предпочтительно - примерно от 1% до 10% и наиболее предпочтительно - примерно от 1% до 5%.
И наконец, изделия по настоящему изобретению будут, как правило, обладать низкой плотностью, что снижает как общий вес изделия, так и массу материалов, которые сначала используются для изготовления изделия, а затем подлежат ликвидации или утилизации после того, как полезный срок службы изделия будет завершен. Как правило, плотность изделий по настоящему изобретению предпочтительно будет составлять примерно от 0,05 г/см3 до 1 г/см3, более предпочтительно - примерно от 0,1 г/см3 до 0,5 г/см3 и наиболее предпочтительно - примерно от 0,15 г/см3 до 0,25 г/см3.
Структуру изделий можно охарактеризовать как слоистую - в изделии имеется внешняя корка с относительно высокой плотностью и внутренняя вспененная часть с меньшей плотностью. Во внутренней вспененной части имеются поры диаметром примерно 0,25 мм и более. Внутренняя пористая часть отверждается во время удаления влаги в ходе процесса формовки. За счет увеличения концентрации воды можно снизить плотность конечного изделия, но при этом потребуется увеличить продолжительность формовки, так как потребуется удалить большее количество воды.
Ниже приводится ряд примеров изготовления изделий из формовочных смесей с неорганическими заполнителями и крахмальным связующим по настоящему изобретению. В примерах сравниваются характеристики изделий, изготовленных из различных составов и при различных условиях технологического процесса. Первая группа примеров включает описание изделий, формовавшихся с неорганическими заполнителями, но без волокон, в каковом случае для приобретения изделиями достаточной гибкости требовалось выполнить их кондиционирование. После первой группы примеров приводится следующая группа, где описываются изделия, в которые были включены волокна, подвергавшиеся предварительному диспергированию в смеси с высокими значениями вязкости и предела текучести. Исключение операции кондиционирования и резкое увеличение ударной вязкости и гибкости изделий с равномерно распределенными волокнами явно демонстрируют преимущества включения волокон.
Примеры 1-13
Стаканы для напитков изготавливались из формовочных смесей с различными типами неорганических заполнителей, чтобы определит влияние различных заполнителей. Базовый состав всех формовочных смесей (% по массе) был одинаковым:
Stalok 400 (модифицированный картофельный крахмал) - 39,8
Неорганический заполнитель - 9,95
Вода - 49,75
Стеарат магния - 0,5
Все формовочные смеси готовились в небольшом миксере Гобарта. Сначала производилось полное перемешивание сухих ингредиентов (включая неорганический заполнитель, крахмал и стеарат магния). Затем постепенно добавляли воду при постоянном перемешивании сухих материалов до получения однородной смеси. Смеси извлекались из миксера Гобарта с помощью шприца. Масса формовочного материала, используемого для изготовления стакана из каждой смеси, определялась посредством предварительного взвешивания шприца с формовочной смесью, впрыскивания содержимого шприца в формовочный аппарат и последующего взвешивания пустого шприца.
Формовочная система состояла из пуансона, изготовленного из инструментальной бронзы, и матрицы, изготовленной из инструментальной стали, форма которых, в основном, соответствовала показанной на фиг. 8. Технологическая форма рассчитана на изготовление стаканов для напитков емкостью 340 см3, с гладкой поверхностью и толщиной стенки около 4 мм. Пуансон был оснащен четырьмя выпускными канавками, которые образовывали четыре выпускных отверстия.
Стаканы по примерам 1-13 изготавливались посредством нагрева каждой выбранной формовочной смеси, помещенной в полость между половинами технологической формы, до температуры около 200oC. После того как изделия приобретали относительную формоустойчивость, они извлекались из технологической формы и помещались в печь примерно на 1,5 часа при температуре около 105oC для удаления оставшейся влаги. Удаление влаги производилось для того, чтобы последующие испытания стаканов позволили отразить влияние заполнителя, а не влияние влажности крахмального связующего. Предполагалось, что потеря массы стаканов во время сушки в печи обуславливалась испарением воды. Замеренные значения потери массы использовались для определения влажности стаканов после извлечения из технологической формы. Затем стаканы герметично паковались в пластмассовые мешки, чтобы сохранить их влажность до момента испытаний.
В таблице 1 приводится список неорганических заполнителей и указаны характеристики стаканов, полученных из смеси каждого состава.
Анализировались тепловые и механические характеристики изделий. К числу тепловых характеристик относились теплопроводность и тепловое сопротивление, которые определялись с помощью переменного нагрева проволокой. Регистрировались три значения теплопроводности боковых стенок стакана, среднее из которых занесено в таблицу. Механические характеристики определялись с помощью испытательного прибора, имитирующего сжимание стакана между большим пальцем и остальными четырьмя пальцами руки, что соответствует условиям нагружения стакана при использовании. Полученные результаты использовались для сопоставления стаканов, изготовленных из различных составов и с применением различных условий. Прочность и пластичность не поддавались непосредственному определению из-за сложной геометрии изделий. Вместо этого указываются результаты, не приведенные к площади сечения.
Стаканы устанавливались на наклонную платформу. Угол наклона выбирался так, чтобы боковая грань стакана была перпендикулярна направлению действия нагрузки. В качестве точки приложения нагрузки была выбрана зона под верхним ободком стакана. Это обеспечило максимальную воспроизводимость результатов. Нагрузка прилагалась к стаканам со скоростью 15 мм/мин до полного разрушения. Регистрировались значения деформации и соответствующей нагрузки, что обеспечивает сравнительную оценку механических характеристик изделий, изготовленных из различных материалов. С помощью выбранного метода испытаний осуществлялось сравнение максимальной нагрузки, максимальной деформации до разрушения, работы разрушения и жесткости. Работа разрушения определяется как площадь под кривой зависимости деформации от нагрузки на участке от начала координат до точки полного разрушения. Все вышеуказанные параметры определялись посредством усреднения результатов семи испытаний, проведенных в идентичных условиях.
Испытания показали, что заполнители на основе микрочастиц кремнезема (марки Aerosil R972, 130, 200, 380 и Cabosil EH5) обеспечивали снижение плотности примерно на 30% по сравнению с другими неорганическими заполнителями. Другие неорганические заполнители почти не влияли на плотность стакана, кроме материала Polymica, который также позволил снизить плотность примерно на 30% по сравнению со стаканами, изготовленными с применением других неорганических заполнителей. Максимальная нагрузка в сухом состоянии и жесткость стаканов с микрочастицами кремнезема менялись в той же степени, что и плотность; эти параметры снизились примерно 30% по сравнению со стаканами, изготовленными без добавления микрочастиц кремнезема. Деформация до разрушения и работа разрушения для стаканов в сухом состоянии практически не зависели от добавления различных неорганических заполнителей.
Добавление стеклянных шариков, материалов Wollastonite, Polymica 400 и кремнеземного песка не оказывало существенного влияния на работу разрушения, деформацию при разрушении, максимальную нагрузку и жесткость. Только материал на основе слюды Mica 4k обеспечил увеличение максимальной нагрузки на 30%. Было установлено, что значения тепловых характеристик отклоняются примерно на ±10% от соответствующих значений, полученных для стаканов, при изготовлении которых неорганические заполнителем не применялись.
Эти значения не зависели от типа использованного неорганического заполнителя. С учетом вышеуказанных результатов испытаний представляется, что микрочастицы кремния являются менее предпочтительными, поскольку они оказывают неблагоприятное воздействие на механические характеристики изделия. В отличие от этого, другие неорганические заполнители могут использоваться для замены, как минимум, 20 вес.% крахмального связующего без существенного влияния на механические характеристики изделия. Предполагается, что неблагоприятный эффект применения микрочастиц кремния обусловлен их низкой прочностью и более высокой удельной поверхностью в сравнении с другими неорганическими заполнителями.
Примеры 14-18
Были изготовлены стаканы с колламиловым крахмалом и с различной концентрацией карбоната кальция, чтобы определить эффект применения колламилового крахмала. Для изготовления и испытаний стаканов по примерам 14-18 применялись те же методы и устройства, что и в примерах 1-13. Сначала приготавливали базовую смесь, в которую входили следующие компоненты (% по массе):
Колламиловый крахмал - 49,75
Вода - 49,75
Стеарат магния - 0,5
Карбонат кальция марки RO40 водился в смесь в концентрации 20%, 40%, 50% и 60% от общего веса карбоната кальция и крахмального связующего, при поддержании постоянной суммарной концентрации крахмала и карбоната кальция, составлявшей 49,75% от веса смеси. В табл. 2 указаны характеристики изделий, изготовленных при различной концентрации карбоната кальция.
Повышение плотности при добавлении первых 20% карбоната кальция марки RO40 было незначительным. При более высокой концентрации прирост плотности оказался существенным и составил примерно 2% на каждый высокий процент добавленного материала RO40. Увеличение теплопроводности носило примерно тот же характер, что и увеличение плотности. При концентрации материала RO40 свыше 20% прирост теплопроводности составлял примерно 0,5% на один процент добавленного RO40. Добавление RO40 практически не влияло на показатели работы разрушения и деформации до разрушения. Максимальная нагрузкой возрастала линейно в размере примерно 1% на каждый процент добавленного материала RO40. Кривая жесткости аналогична кривой плотности; относительно плоский участок в диапазоне до 20% RO40 и линейное увеличение при дальнейшем повышении концентрации. Степень прироста жесткости составляла примерно 1% на каждый процент добавленного RO40 в смесях с концентрацией RO40, превышавшей 20%.
На основе вышеизложенного можно прийти к выводу, что колламиловый крахмал может применяться для изготовления изделий по настоящему изобретению. Кроме того, в смеси с колламиловым крахмалом можно добавлять относительно большое количество карбоната кальция без существенного снижения требуемых механических характеристик.
Примеры 19-26
Были изготовлены стаканы с различными добавками, чтобы определить эффект их применения (если таковой имеется) на характеристики смесей. Для изготовления и испытаний стаканов по этим примерам применялись те же методы и устройства, что и в примерах 1-13. Сначала приготавливали базовую смесь, в которую входили следующие компоненты (% по массе):
Stalok 400 (модифицированный картофельный крахмал) - 39,8
Карбонат кальция - 9,95
Вода - 49,5
Стеарат магния - 0,5
После этого в смесь добавлялись материалы Methocel® 240, Tylose® 15002 и поливиниловый спирт (ПВС), концентрация которых указана в процентах от общей веса твердых веществ в составе смеси. В табл. 3 приводится перечень формовочных смесей и характеристик изделий, полученных в результате их применения.
Было продемонстрировано, что добавление ПВС практически не влияло на плотность, теплопроводность и механические характеристики стаканов, изготовленных из этих смесей. Материалы Methocel® 240, Tylose® 15002 слегка влияли на плотность. Плотность снижалась примерно на 20% при добавлении 1% каждого из этих материалов. При добавлении такого же количества этих добавок теплопроводность повысилась примерно на 10%. Methocel® 240 продемонстрировал положительный эффект на показатели работы разрушения и деформации при разрушении сухих стаканов. Работа разрушения удваивалась при каждом добавлении 1% этих материалов, тогда как деформация при разрушении повысилась в 2,5 раза. Максимальная нагрузка снижалась на 20% при каждом добавлении 1% материала Methocel®240, тогда как жесткость снизилась более чем на 70%. Добавление 0,5% материала Tylose® 15002 привело к увеличению работы разрушения на, 60%, деформации при разрушении на 80% и максимальной нагрузки на 10%. Однако при добавлении еще 0,5% материала Tylose® 15002 эти показатели снизились до исходного уровня. Добавление 1% любого из материалов Methocel® или Tylose® приводило к снижению жесткости вдвое.
В целом, было установлено, что ПВС практически не влияет на свойства отформованных стаканов. Было установлено, что материалы Methocel® 240 и Tylose® 15002, вводимые в низкой концентрации, сохраняют или улучшают характеристики стаканов. Однако эти преимущества были утрачены при увеличении концентрации каждого из этих материалов.
Примеры 27-31
Были изготовлены стаканы из смесей с различной концентрацией сшивающей добавки (отвердителя) типа Sunrez 747, чтобы определить влияние этой добавки на характеристики формовочной смеси. Для изготовления и испытаний стаканов по следующим примерам применялись те же методы и устройства, что и в примерах 1 - 13. Сначала была приготовлена базовая смесь следующего состава (% по массе):
Stalok 400 (модифицированный картофельный крахмал) - 28,15
RO40 (карбонат кальция) - 19,9
ПВС - 1,7
Вода - 49,75
Стеарат магния - 0,5
Затем этот базовый состав видоизменялся за счет ступенчатого увеличения концентрации добавки Sunrez 747 в пределах от 2% до 20% от массы твердых составляющих смеси. В табл. 4 указаны концентрации материала Sunrez 747 и соответствующие характеристики полученных стаканов.
Испытания показали, что добавка Sunrez 747 в ограниченном объеме влияет на плотность стаканов. Сначала плотность возрастала на 2% на каждый добавочный процент материала Sunrez 747. Эта зависимость сохранялась до достижения 10-процентной концентрации добавки, после чего плотность стаканов не менялась. Теплопроводность сначала увеличилась примерно на 4% при добавлении первых 2% материала Sunrez 747, но затем не менялась. Механические характеристики также продемонстрировали максимальные значения при небольшой концентрации добавки Sunrez 747. Показатели работы разрушения и деформации при разрушении стаканов сначала незначительно увеличились примерно на 10%, а затем слегка снизились. Пиковая нагрузка почти не менялась, продемонстрировав максимальное значение при 2%. Кривая жесткости аппроксимируется ступенчатой кривой. При добавлении материала Sunrez 747 с концентрацией до 5% жесткость практически не менялась. На участке между 5% и 10% имеет место резкое повышение жесткости - примерно на 50%. После этого жесткость не менялась. В целом были выявлены умеренные улучшения разных параметров при добавлении материала Sunrez 747 в небольшой концентрации.
Примеры 32-39
Была выполнена оценка пяти различных составов смеси с разной концентрацией карбоната кальция (RO40) и разными типами крахмала, чтобы определить минимальную продолжительность обработки и загрузочную массу при четырех значениях температуры обработки (160oC, 180oC, 200oC и 220oC). Применяемый в настоящем описании и прилагаемой формуле изобретения термин "продолжительность обработки" означает время, необходимое для нагрева смеси с целью получения формоустойчивого изделия. Эти пять смесей имели следующий состав (см. табл. 5).
Материал Hylon VII представляет собой разновидность модифицированного кукурузного крахмала, которым частично заменялся картофельный крахмал Stalok 400. Формовочные смеси приготавливались теми же методами, которые использовались в примерах 1-13. После приготовления смеси формовочная машина LB-STA фирмы HAAS использовалась для изготовления стаканов емкостью 16 унций с толщиной стенки 4 мм и вафельной поверхностью. В табл. 5.1 приводятся полученные значения загрузочной массы и продолжительности обработки при выбранных значениях температуры.
Как и предполагалось, испытания показали, что продолжительность обработки сокращается по мере повышения температуры обработки. Сокращение продолжительности обработки оказалось максимальным при повышении температуры в том случае, когда концентрация карбоната кальция была меньше. Однако продолжительность обработки при более низкой температуре формовки снижалась при повышении концентрации карбоната кальция. Испытания также показали, что минимальная загрузочная масса увеличивалась при повышении концентрации карбоната кальция, но не зависела от температуры технологической формы.
Примеры 40-44
С применением технологических процессов, описанных в примерах 1-13, изготавливали стаканы емкостью 340 см3 при температуре технологической формы 200oC. Смесь для изготовления стаканов имела следующий состав (% по массе):
Stalok 400 (модифицированный картофельный крахмал) - 24,95
RO40 (карбонат кальция) - 19,9
Hylon VII (модифицированный кукурузный крахмал) - 4,9
Вода - 49,75
Стеарат магния - 0,5
Сухие стаканы помещались в увлажняющую камеру с относительной влажностью около 95% и температурой около 45oC. Стаканы извлекались из камеры после достижения различных степеней поглощения влаги структурной матрицей с крахмальным связующим и подвергались испытаниям для определения механических характеристик. Соответствующие значения влагосодержания и механических характеристик приводятся в табл. 6.
Результаты испытаний продемонстрировали примерно линейную корреляцию между влагосодержанием и механическими характеристиками при низкой влажности. По мере увеличения влагосодержания изделий механические характеристики улучшались, пока влагосодержание не достигло 7,5%, после чего они слегка ухудшились.
Примеры 45-47
С применением технологических процессов, описанных в примерах 1-13, изготавливали стаканы емкостью 340 см3 из формовочных смесей с различной концентрацией карбоната кальция и примерно постоянной вязкостью, чтобы определить влияние концентрации карбоната кальция на требуемую концентрацию воды и время, необходимое для удаления воды. В табл. 7 указаны испытанные составы и значения времени, требуемого для получения формоустойчивого изделия с гладкой поверхностью.
Результаты показывают, что при увеличении концентрации карбоната кальция требуется меньше воды для сохранения постоянной вязкости. Кроме того, в результате снижения потребности в воде сократилась продолжительность обработки, необходимая для получения формоустойчивого изделия.
Примеры 48-54
Изготавливались изделия с применением различных марок карбоната кальция, чтобы определить влияние размера частиц и плотности упаковки частиц неорганического заполнителя. Приготавливались смеси, включавшие карбонат кальция трех различных марок: Carbital 75, RO40 и Marblend. Основной химический состав каждого типа карбоната кальция был одинаковым; однако распределение размеров частиц, средний размер частиц и естественная плотность упаковки частиц (т.е. плотность упаковки без уплотнения) существенно различались (см. табл. 8).
Распределение размеров частиц карбоната кальция каждого типа указано в табл. 9.
Из табл. 9 видно, что материал Carbital 75 имеет наименьший средний размер частиц и наименьший разброс размеров частиц из всех трех испытанных марок карбоната кальция, материал Marblend состоит из частиц наибольшего размера, а материал RO40 занимает промежуточное положение. Каждая смесь включала одну марку карбоната кальция, картофельный крахмал Stalok 400 и воду, а средство для смазки форм не применялось. Смеси приготавливались в порядке, описанном в примерах 1 - 13 и затем помещались в полость технологической формы, нагретой до температуры около 200oC. После достижения формоустойчивости изделия извлекались из формы. Технологическая форма, рассчитанная на изготовление подносов, была снабжена никелевым и тефлоновым покрытием. Отформованные подносы имели длину около 25 см, ширину около 18 см и толщину 3 мм. В табл. 10 указаны компоненты каждой смеси, масса готовых подносов и продолжительность обработки.
Изделия по примерам 48 и 49 обладали формоустойчивостью и почти не имели трещин и дефектов, но качество подносов по примеру 48 было несколько выше, чем у подносов по примеру 49. В примере 50, при повышении концентрации материала Carbital 75 до 30% от общей массы твердых составляющих, формоустойчивые изделия без трещин не удалось получить при любой продолжительности обработки. По примерам 51 и 53 были получены формоустойчивые изделия с незначительными трещинами и дефектами при использовании материалов RO40 и Marblend с концентрацией 70% от массы твердых составляющих. Наилучшие изделия были отформованы по примеру 53. В примерах 52 и 54, где концентрация материалов RO40 и Marblend была повышена до 80% от массы твердых составляющих, формоустойчивые изделия без трещин получить не удалось.
Вышеприведенные примеры показывают, что работоспособные изделия с высокой концентрацией неорганического заполнителя можно получить при использовании материала-заполнителя: (1) с большим средним диаметром частиц (что обеспечивает снижение удельной площади поверхности частиц заполнителя), и (2) с повышенным разбросом размеров частиц (что позволяет увеличить плотность упаковки частиц заполнителя). Максимальная концентрация материала Carbital 75, позволявшая изготовить работоспособные изделия, составила 20% от массы твердых составляющих. В отличие от этого, при использовании материалов RO40 или Marblend работоспособные изделия удавалось изготовить при концентрации неорганического заполнителя, составлявшей 70%. Это различие в концентрации заполнителя можно объяснить тем, что естественная плотность упаковки частиц материалов RO40 и Marblend примерно вдвое превышает плотность упаковки частиц материала Carbital 75. Дополнительное объяснение наблюдаемых различий состоит в том, что средний размер частиц материалов RO40 и Marblend примерно в 20-30 раз превышает размер частиц материала Carbital 75. Однако можно предположить, что при использовании заполнителя, у которого плотность упаковки частиц будет выше, чем у материала Marblend, появится возможность изготовления изделий с еще более высокой концентрацией неорганического заполнителя.
Следует также отметить, что вязкость смесей снижалась по мере повышения концентрации материала Carbital 75, но увеличивалась с повышением концентрации материалов RO40 и Marblend. Как упоминалось выше, крахмальное связующее поглощает растворитель. За счет замены части крахмального связующего частицами неорганического заполнителя, некоторое количество растворителя, которое было бы абсорбировано крахмальным связующим, высвобождается для смазки частиц заполнителя. Однако при замене крахмального связующего частицами неорганического заполнителя также возникают поры между частицами, которые должны быть заполнены растворителем. Таким образом, если количество растворителя, высвобождаемого за счет сокращения концентрации крахмального связующего, окажется недостаточным для заполнения объема пор между частицами, возникающих за счет добавления заполнителя, то вязкость смеси возрастает. Этот процесс иллюстрируется примером использования материала Carbital 75. В отличие от этого, если количество растворителя, высвобождаемого за счет сокращения концентрации крахмального связующего, будет больше объема пор между частицами, возникающих за счет добавления заполнителя, то вязкость смеси снижается. Этот процесс иллюстрируется примерами использования материалов RO40 и Marblend.
Примеры 55-59
В следующих примерах концентрации всех компонентов поддерживались на постоянном уровне, кроме крахмального связующего, которое постепенно заменялось рисовой мукой. Поскольку рисовая мука содержит большое количество крахмала и некоторое количество белка, можно ожидать, что она обеспечит связывающий эффект внутри структурной матрицы. Кроме того, можно предположить, что инертная фракция будет играть роль инертного органического наполнителя. Базовая смесь имела следующие компоненты, мас.%:
Карбонат кальция RO40 - 24,8
Вода - 49,5
Стеарат магния - 0,5
Крахмал Stalok 400 - переменная концентрация
Рисовая мука - переменная концентрация
В табл. 11 показано влияние изменения концентрации крахмала и рисовой муки на такие характеристики, как диаметр ячеек, толщина стенок и толщина корки.
Составы по этим примерам позволили получить изделия, в которых средний диаметр ячеек снижался по мере увеличения концентрации рисовой муки и снижения концентрации картофельного крахмала Stalok 400. Следовательно, эти примеры показывают, что размер ячеек можно регулировать за счет дозированного применения смесей с крахмальным связующим различного происхождения. Это, в свою очередь, позволяет получать изделия с существенно различающимися физическими и механическими характеристиками. Таким образом, рисовую муку (а также другие виды зерновой муки или альтернативные виды крахмала) можно применять в различных концентрациях с целью точного регулирования физических и механических характеристик получаемых изделий, изготавливаемых из таких смесей.
Примеры 60-62
Были приготовлены смеси с указанными в табл. 12 концентрациями компонентов, чтобы продемонстрировать влияние концентрации растворителя на плотность и теплоизоляционные характеристики изделий, изготовленных из этих смесей.
Повышение концентрации воды, использованной при изготовлении этих изделий, приводило к увеличению размеров ячеек, снижению плотности и улучшению теплоизоляционной способности (т.е. снижению теплопроводности).
Пример 63.
Были выполнены эксперименты для определения влияния количества выпускных отверстий в технологической форме на структуру получаемых отформованных стаканов. Формовочная смесь по примеру 1 формовалась в виде стаканов с применением различных технологических форм, в которых количество выпускных отверстий стандартного размера составляло, соответственно, 2, 4, 6, 8 или 10. Плотность стенок полученных стаканов возрастала по мере увеличения числа выпускных отверстий, что предположительно объясняется снижением давления, обуславливающим меньшее расширение ячеек в структурной матрице стенок стакана. Следовательно, сокращение числа выпускных отверстий приводит к снижению плотности стенки отформованного изделия и увеличению размера ячеек структурной матрицы.
Примеры 64-138
Были приготовлены различные формовочные смеси на крахмальной основе, из которых формовались коробки-раковины, чтобы определить влияние (1) концентрации неорганического заполнителя в смесях, (2) концентрации воды, (3) температуры обработки и (4) загружаемой массы на деформацию при разрушении, изгибную прочность и работу разрушения для отформованных изделий. Концентрация неорганического заполнителя в смесях менялась в три этапа и составляла 0,30 и 50 вес.% карбоната кальция марки RO40, поставляемого фирмой Georgia Marble. Концентрация воды также варьировалась, чтобы получить три различных набора реологических характеристик, так чтобы "стандартная воронка" опорожнялась в течение 20, 40 и 60 с. В качестве крахмального компонента применялся модифицированный картофельный крахмал Stalok 400. В каждую смесь также вводился стеарат магния в концентрации 1%, служивший в качестве средства для смазки технологической формы. Смеси приготавливались в небольшом смесителе Гобарта. Сначала осуществлялось полное перемешивание сухих компонентов, после чего добавлялись порции воды с периодическим контролем реологических характеристик, чтобы обеспечить время истечения 20, 40 и 60 с.
Коробки-раковины формовались в технологической форме с плоским дном. Температура формования изделий составляла 160oC, 180oC и 200oC. При заполнении технологической формы использовались три различных варианта: (1) заполнение минимальной массой, требуемой для получения целого изделия, (2) заполнение минимальной массой плюс 25% и (3) заполнение минимальной массой плюс 50%. Продолжительность обработки регулировалась так, чтобы обеспечить требуемое минимальное время обработки для каждого примера.
Из одной и той же части каждой отформованной коробки-раковины по примерам 64-138 вырезались контрольные пробы в виде штабиков размером при мерно 15х100 мм. Для каждого примера испытывали четыре контрольные пробы, чтобы определить их механические характеристики. Влагосодержание испытанных коробок-раковин соответствовало равновесному влагосодержанию при температуре и относительной влажности окружающей среды. Равновесное влагосодержание обеспечивалось за счет хранения контрольных проб в среде, где поддерживалась температура 20oC и относительная влажность 50%, и взвешивания контрольных проб для определения прироста их массы. Влагосодержание крахмального компонента составляло примерно 11 вес.%. Для испытаний контрольных проб применялся трехточечный изгиб с постоянной скоростью деформации. Значения нагрузки и деформации регистрировались и применялись для последующего расчета показателей деформации при разрушении, изгибной прочности и работы разрушения.
В табл. 13 указываются различные параметры и механические характеристики для каждого из примеров 64 - 138, включая концентрацию неорганического заполнителя, время истечения из воронки, температуру обработки, массу загрузки, а также деформацию до разрушения, изгибную прочность и работу разрушения для отформованных изделий. В колонке "Масса загрузки" буквы A, B и C означают, соответственно, минимальную требуемую массу загрузки, минимальную требуемую массу загрузки, увеличенную на 25%, и минимальную требуемую массу загрузки, увеличенную на 50%.
Как показано в табл. 13, показатель деформации при разрушении отформованных изделий не зависел от реологических характеристик, температуры обработки или массы загрузки. Единственным фактором, оказывавшим существенное влияние на деформацию при разрушении являлась концентрация карбоната кальция. Наиболее вероятная интерпретация этого результата заключается в относительной непрочности сил связей на границах фаз крахмала и неорганического заполнителя. Замена 50% крахмала карбонатом кальция привела к снижению деформации примерно на 50%.
На изгибную прочность отформованных изделий в основном влияли два параметра, а именно концентрация карбоната кальция и реологические характеристики смеси (т.е. концентрация воды). Добавление карбоната кальция приводило к снижению прочности. Замена 50% крахмала карбонатом кальция привела к снижению прочности примерно на 17%. И наоборот, прочность возрастала по мере повышения вязкости смеси. Снижение концентрации воды, которое привело к увеличению времени истечения из стандартной воронки с 20 секунд до 60 секунд, обеспечило повышение прочности примерно на 11%. Такое повышение прочности при увеличении вязкости было связано с повышением плотности материала.
Работа разрушения отформованных изделий существенно менялась в зависимости от концентрации карбоната кальция. Этот факт не являлся неожиданным, так как концентрация неорганического заполнителя влияет как на деформацию при разрушении, так и на изгибную прочность (в несколько меньшей степени). Замена 50% крахмала карбонатом кальция привела к снижению работы разрушения примерно на 70%. Повышение температуры обработки также приводило к снижению показателя работы разрушения. Это влияние температуры обработки на работу разрушения было относительно небольшим для материалов, содержавших только крахмал. Однако для материала, содержавшего 50% карбоната кальция, повышение температуры обработки с 160oC до 200oC привело к снижению работы разрушения примерно на 27%. Избыточная масса загрузки обычно приводила к ухудшению показателей прочности и работы разрушения, что обуславливалось снижением плотности получаемых изделий.
Примеры 139-146
Были изготовлены формовочные смеси с легким заполнителем, чтобы получить более легкие изделия с повышенной теплоизоляционной способностью и сниженной плотностью. Состав смесей, использованных для формования таких изделий, указан в табл. 14.
Смеси использовались для формования стаканов с применением оборудования и методов, которые были описаны выше. При увеличении концентрации перлита снижались значения плотности и теплопроводности получаемого изделия, но увеличивались значения его жесткости и хрупкости. Стаканы с оптимальным сочетанием вышеуказанных характеристик получают с помощью формовочной смеси, в которой концентрация перлита составляет примерно от 25% до 55% от объема формовочной смеси. Однако для некоторых изделий может потребоваться увеличение или снижение этих пределов.
Следующая группа примеров относится к дисперсии относительно длинных волокон в формовочных смесях, приготавливавшихся на основе предварительно замешанной смеси с высокой вязкостью. В результате добавления волокон показатели работы разрушения, ударной вязкости и гибкости изделий, только что извлеченных из технологической формы, резко возрастали по сравнению с изделиями, которые изготавливались без применения волокон. Кроме того, такие изделия не нуждаются в дополнительном кондиционировании, так как они сохраняют достаточную гибкость благодаря удержанию достаточного количества влаги внутри ячеистой матрицы с крахмальным связующим, а также благодаря упрочняющему эффекту волокон, распределенных по объему ячеистой структурной матрицы.
Пример 146.
Формовочная смесь для изготовления изделий со вспененной структурной матрицей приготавливалась с применением указанных концентраций компонентов, г:
Картофельный крахмал - 500
Карбонат кальция (RO40) - 500
Волокна мягких пород дерева - 100
Стеарат магния - 10
Вода - 1300
Для приготовления формовочной смеси сначала осуществлялось смешивание 100 г картофельного крахмала, всех волокон и 800 г воды, чтобы получить предварительно замешанную смесь. Затем эта предварительно замешанная смесь помещалась в СВЧ-печь и нагревалась до температуры, превышавшей точку желатинирования (65oC), так что крахмал подвергался желатинированию и образовывал намного более вязкую жидкость со взвешенными в ней волокнами. Затем эта предварительно замешанная смесь перемешивалась в смесителе с высоким усилим сдвига в течение 10 минут, что обеспечивало полную дисперсию волокон. После этого к предварительно замешанной смеси добавляли карбонат кальция и оставшиеся порции крахмала и воды и производили дополнительное перемешивание, чтобы приготовить формовочную смесь.
Примеры 148-162
Коробки-раковины изготавливались из различных формовочных смесей с пятью различными типами крахмала и варьирующейся концентрацией воды. Все формовочные смеси по этим примерам имели следующий базовый состав, г:
Крахмал - 500
Карбонат кальция (RO40) - 500
Волокна мягких пород дерева (С33) - 100
Вода - Переменная концентрация
Стеарат магния - 20
В различных формовочных смесях по этим примерам применялись следующие сорта крахмала: картофельный крахмал Western Polymer, картофельный крахмал Collamyl 910050, крахмал из восковидной кукурузы марки 7351, кукурузный крахмал Staley Pearl и модифицированный картофельный крахмал Sta Lok 400. Содержание воды в формовочных смесях менялось на уровнях 900 г, 1100 г и 1300 г на каждые 500 г используемого крахмала. Волокна мягких пород дерева включались в концентрации 10% от общего веса крахмала и карбоната кальция. Перед добавлением в смесь древесно-волокнистая плита, содержавшая волокна мягких пород дерева, разламывалась на небольшие куски. Вода окрашивалась посредством добавления следующих красителей марки Iris в расчете на 100 г воды, используемой в каждом составе смеси: 2,55 г - яично-желтый, 0,52 г - синий и 0,34 г - двойной красный.
Все формовочные смеси по примерам 148-162 приготавливались в следующем порядке. 100 г нарубленных кусков волокнистого материала отмачивались в 800 г воды в течение примерно 30 минут. Отмоченные волокна вместе с водой загружались в смесительную чашу миксера Гобарта или миксера фирмы Kitchen Aid и перемешивались на малой и средней скорости примерно 4 минуты, чтобы получить исходную смесь. При таком перемешивании куски волокнистой плиты разбивались на небольшие сгустки или узлы волокон. Затем в исходную смесь добавляли дозированную порцию крахмала весом 100 г, после чего перемешивание продолжалось в течение 1 минуты при средней скорости, чтобы получить исходную смесь. Затем миксер останавливали и предварительно замешанную смесь помещали в пластмассовый химический стакан, который устанавливали в стандартную кухонную СВЧ-печь для нагрева микроволновым излучением в течение 10 минут при высоком уровне мощности, чтобы обеспечить желатинирование крахмала. Горячая загущенная смесь удалялась из СВЧ-печи и перемешивалась с высоким усилием сдвига при малой, средней и высокой скорости в общей сложности в течение 15 минут, чтобы обеспечить дисперсию волокон и получить предварительно замешанную смесь. После этого в предварительно замешанную смесь добавляли 500 г карбоната кальция, 400 г немодифицированного крахмала и 20 г стеарата магния и продолжали перемешивание с добавленной водой на малой и средней скорости примерно в течение 5 минут, что позволяло получить конечный однородный состав на крахмальной основе. В качестве добавляемой воды использовали 100 г окрашенной воды и оставшуюся часть воды, требуемой для данного замеса.
Составы на крахмальной основе затем помещались между пуансоном и матрицей технологической формы, рассчитанной на штамповку коробок-раковин. Время формовки составляло 75 с, температура матрицы - 180oC, а температура пуансона - 190oC. Поле этого отформованные коробки-раковины извлекались из технологической формы и помещались в увлажняющую камеру для непродолжительной выдержки с целью достижения равновесного влагосодержания. Хотя в примерах 73 - 87 использовалась увлажняющая камера, следует понимать, что применение такой камеры необязательно и не является непременным условием формования изделий по настоящему изобретению.
В табл. 15 приводится перечень некоторых видов крахмала, применявшихся по примерам 148 - 162 с переменной концентрацией воды, а также указаны получаемые характеристики коробок-раковин, изготовленных из перечисленных формовочных смесей.
Как показано в табл. 15, увеличение концентрации воды с 900 г до 1300 г в формовочных смесях по вышеуказанным примерам, как правило, приводило к снижению веса и плотности коробки. Вес был минимальным при применении крахмала из восковидной кукурузы и максимальным при использовании немодифицированного кукурузного крахмала (Staley Pearl), а картофельные крахмалы обеспечивали промежуточные значения этих показателей. Выполнялось по три замера теплопроводности (К) стенок коробки-раковины и в таблицу заносили средние значения этих замеров. Теплопроводность отформованных изделий, как правило, снижалась по мере снижения плотности при увеличении концентрации воды в составах на крахмальной основе. Изменение концентрации связующего на крахмальной основе приводило к изменению значений теплопроводности и несколько меняло характер зависимости теплопроводности от плотности.
Также проводились замеры механических характеристик отформованных коробок-раковин по примерам 148 - 162, включая изгибную прочность, работу разрушения и деформацию. Эти характеристики приводятся в табл. 16.
Как показано в табл. 16, при увеличении содержания воды в составе на крахмальной основе с 900 г до 1300 г, что привело к снижению плотности отформованных изделий, прочность снижалась, работа разрушения в целом снижалась и деформация при разрушении также снижалась.
Примеры 163-201
Коробки-раковины формовались из различных формовочных смесей, содержавших 500 г картофельного крахмала Sta Lok, 500 г карбоната кальция, 20 г стеарата магния, а также волокна и воду в различной концентрации. В качестве волоконного материала применялись волокна мягких пород дерева. Все формовочные смеси по этим примерам использовались для изготовления коробок-раковин.
В табл. 17 приведены с указанием концентрации волокон, включая 5 вес.%, 10 вес. %, 15 вес.% и 20 вес.% волокон, и различного содержания воды, составлявшего от 800 г до 1500 г, использовавшегося в смесях по примерам 163-201, а также с указанием окончательного веса отформованных коробок-раковин. В табл. 17 также приводятся результаты определения механических характеристик изделий по примерам 163-178 и 187-201, включая изгибную прочность, деформацию и работу разрушения.
Как показано выше, по мере повышения концентрации воды наблюдалось пропорциональное снижение веса отформованных коробок-раковин по примерам 163-201. Кроме того, вес коробок-раковин увеличивался по мере повышения концентрации волокон.
Как показано в табл. 17 в отношении примеров 163-178 и 187-201, прочность отформованных изделий увеличивалась по мере повышения концентрации волокон, причем при концентрации 15 вес.% увеличение прочности было более значительным, чем при 20 вес.%, что учитывает различные преимущества, привносимые каждым дополнительным приростом концентрации волокон. Показатель деформации улучшился при концентрации волокон 20 вес.%, тогда как работа разрушения увеличилась при повышении содержания волокон. Увеличение концентрации воды в смесях приводило к снижению прочности, особенно при повышенной концентрации волокон. Значения деформации оставались примерно одинаковыми при всех концентрациях воды и продемонстрировали лишь небольшой прирост при промежуточных значениях концентрации воды.
Также определялись такие параметры, как плотность и теплопроводность (К) отформованных изделий по примерам 179-186 с концентрацией волокон, составлявшей 10 вес.%. Эти значения приведены в табл. 18.
Примеры 202 - 209
Коробки-раковины формовались из формовочных смесей, содержавших крахмал из восковидной кукурузы, волокна и воду в различной концентрации, и другие компоненты, которые были указаны выше в примерах 163-201. В качестве волоконного материала применялись волокна мягких пород дерева в концентрации 10 вес. %. Для приготовления формовочных смесей по примерам 202 - 209 применялись различные объемы воды - от 900 г до 12000 г. После этого все форумовочные смеси применялись для изготовления коробок-раковин. В табл. 19 приводятся значения содержания воды и окончательного веса коробок-раковин по примерам 202 - 209.
Как показано в табл. 19, при увеличении содержания воды наблюдалось пропорциональное снижение веса отформованных коробок-раковин по примерам 202 - 209. Также определялись значения плотности отформованных изделий по примерам 202 - 209, которые снижались по мере увеличения концентрации воды в формовочных смесях, тогда как значения теплопроводности оставались примерно постоянными.
Примеры 210-214
Коробки-раковины формовались из формовочных смесей, содержавших предварительно желатинированный крахмал в различной концентрации, составлявшей от 25 г до 150 г (5-30 вес.% от общего содержания крахмала, вводимого в смесь, который использовался для получения предварительно замешанных смесей, содержавших 100 г волокон мягких пород дерева и 800 г воды. В каждом из примеров 135 - 139 предварительно желатинированный крахмал перемешивался с другими компонентами в течение 6 минут, чтобы образовать загущенную предварительно замешанную смесь. После получения предварительно замешанной смеси с диспергированными в ней волокнами добавляли оставшуюся порцию нежелатинированного крахмала, так что общее содержание крахмала составляло 500 г, наряду с 500 г карбоната кальция, 20 г стеарата магния и 200 г дополнительной воды. Формовочные смеси использовались для изготовления коробок-раковин.
В табл. 20 указаны значения содержания предварительно желатинированного крахмала и окончательного веса отформованных коробок-раковин по примерам 210-214.
Низкая концентрация предварительно желатинированного крахмала в примере 210 (5 вес. %) обусловила плохую дисперсию волокон в объеме формовочной смеси. При высокой концентрации предварительно желатинированного крахмала в примере 214 (30 вес.%) смесь с трудом поддавалась обработке. Было установлено, что значения концентрации предварительно желатинированного крахмала по примерам 211-213 (10, 15 и 20 вес.%) при формовке изделий оказались удовлетворительными, причем два последних значения позволили получить более высокие результаты. Как показано выше, концентрация примененного в этих примерах предварительно желатинированного крахмала не оказывала существенного влияния на конечный вес отформованных коробок-раковин по вышеприведенным примерам.
Пример 214.
Для определения влияния концентрации крахмала на вязкость и предел текучести получаемой смеси были приготовлены смеси крахмала и воды с применением двух пробных значений концентрации крахмала:
Проба 1 - 50 г картофельного крахмала Western Polymer в 800 г воды;
Проба 2- 100 г того же крахмала в 800 г воды.
Эти пробные растворы нагревались в СВЧ-печи при частом помешивании. Помешивание необходимо для предотвращения оседания крахмала. Таким способом были получены пробные растворы 1 и 2 с весьма однородной жидкой фазой на основе предварительно желатинированного крахмала.
Для каждой пробы проводился замер вязкости в одной точке кривой - при скорости сдвига 5 с-1. Вязкость пробы 1 составила 12,5 Па•с, а пробы 2 - 75 Па•с. Измерения проводились с помощью вискозиметра модели МС-20 фирмы Paar Physica с компоновкой в виде конуса и пластины. Угол конуса составляла 1o при усечении 0,005 мм. Диаметр пластины составлял 50 м. Эти точные замеры были перепроверены с помощью параллельной пластины 12,5 мм.
Затем была построена кривая текучести для диапазона скоростей сдвига от 0 до 100 s-1. Замеры включали построение восходящей ветви кривой, для чего скорость сдвига увеличивалась в течение, как минимум, 180 с, и нисходящей ветви кривой, скорость сдвига уменьшалась в течение, как минимум, 60 с. Нисходящая ветвь строилась с тем, чтобы выявить возможное необратимое воздействие сдвига на вязкость пробной смеси. На фиг. 20 и 21 показаны кривые текучести (восходящие ветви) для каждой из пробных смесей 1 и 2 (нисходящие ветви не показаны). При обоих значениях концентрации пробных смесей 1 и 2 было установлено, что нисходящая ветвь незначительно отличалась от восходящей ветви, полученной при первом замере. При втором замере вязкости того же пробного материала это различие исчезало, что свидетельствовало о достижении более стабильной вязкости. Как показано на фиг. 20 для пробной смеси 1, при повышении скорости сдвига вязкость снижалась до установившегося значения порядка 1,9 Па•с. Как показано на фиг. 21 для пробной смеси 2, при повышении скорости сдвига вязкость снижалась до установившегося значения порядка 9 Па•с.
На фиг. 22 и 23 показано влияние предварительно желатинированного крахмала на значения вязкости и предела текучести смесей крахмала и воды по примерам 1 и 2. Увеличение содержания предварительно желатинированного
крахмала привело к резкому повышению предела текучести и вязкости при увеличении концентрации примерно от 6,3 вес.% (50 г крахмала) до 12,5 вес.% (100 г крахмала), что демонстрируется кривыми Бингхама на фиг. 22 и 23. Предварительно желатинированный крахмал в этом диапазоне концентраций, используемых в водо-крахмальной смеси для повышения вязкости и предела текучести смеси, будет способствовать улучшению дисперсии волокон, добавляемых в смесь. На фиг. 22 показано, что в этом диапазоне изменения концентрации предварительно желатинированного крахмала значение предела текучести смеси возросло примерно с 80 Па до 425 Па. На фиг. 23 показано, что в этом диапазоне изменения концентрации предварительно желатинированного крахмала значение вязкости смеси возросло примерно с 1 Па•с до 3.8 Па•с. На фиг. 24 показана кривая Бингхама, демонстрирующая зависимость предела текучести от вязкости для конечной смеси, содержащей предварительно желатинированный крахмал, волокна и неорганический заполнитель. В конечной смеси предел текучести возрос примерно до 1400 Па, а вязкость увеличилась примерно до 18 Па•с.
Примеры 216-225
Коробки-раковины формовались из формовочных смесей, содержавших два разных вида немодифицированного крахмала, включая картофельный крахмал Western Polymer и кукурузный крахмал Staley Pearl. В смесях применялась вода в различном объеме от 900 до 1700 г, а также использовались волокна мягких пород дерева в концентрации 10 вес.%. Все формовочные смеси по примерам 216 - 225 применялись для формовки коробок-раковин (см. табл. 21).
Как показано в табл. 21, повышение концентрации воды в формовочных смесях на фиг. 216 - 225 приводило к снижению среднего веса конечных изделий, кроме примера 225, в котором качество образца, полученного при использовании 1700 г воды оказалось неудовлетворительным. Не считая примера 225, повышение содержания воды в формовочных смесях также приводило к снижению плотности изделий, что объясняется увеличением вспенивания при испарении воды в процессе формовки изделий. Увеличение плотности изделия по примеру 225 указывает на то, что изделие оказалось недоброкачественным с точки зрения требовавшейся плотности. Таким образом, в примерах 216 - 224 вес изделий снижался по мере повышения концентрации воды, что позволяло получать более легкие и менее плотные изделия.
Замеренные механические характеристики отформованных коробок-раковин по примерам 216 - 223, включая изгибную прочность, работу разрушения и деформацию, указаны в табл. 22.
Как показано в табл. 22, по мере увеличения содержания воды с 900 г до 1700 г в каждом из примеров 216 - 224 прочность, как правило снижалась, работа разрушения, как правило, уменьшалась, а деформация колебалась от максимального значения 2,2 % до минимального значения 1,3%.
На фиг. 25 приведен график зависимости толщины корки от содержания воды в изделиях по примерам 216 - 225. На графике, приведенном на фиг. 25, показано, что по мере возрастания содержания воды в различных формовочных смесях толщина корки конечных изделий, как правило, уменьшалась. Этот результат соответствует наблюдаемому снижению плотности этих изделий по мере повышения концентрации воды, так как плотность в основном определяется толщиной корки на наружной поверхности изделия.
На фиг. 26 приведен график зависимости среднего диаметра внутренних ячеек от содержания воды в изделиях по примерам 216 - 225. На графике, приведенном на фиг. 25, показано, что по мере возрастания содержания воды диаметр ячеек вспененной структурной матрицы изделий также увеличивался, кроме примера 225, в котором средний диаметр ячеек снизился. Повышение размера внутренних ячеек способствует снижению плотности и (или) повышению гибкости отформованных изделий.
Значения толщины корки и среднего диаметра внутренних ячеек изделий по примерам 216 - 225 приведены в табл.23.
Также было замечено, что количество и размеры мелких пор на поверхности изделий по примерам 216 - 225 сокращались при изготовлении изделий из смесей с более высокой концентрацией воды. Таким образом, эти легкие изделия можно будет относительно просто снабдить покрытием из соответствующего материала, чтобы повысить сопротивление воде и жирам.
Пример 224
Выполнялось измерение вязкости трех пробных смесей на крахмальной основе, содержавших волокна и воду в различной концентрации:
Проба 1 900 г воды
Проба 2 1300 г воды
Проба 3 1500 г воды
Для измерения вязкости пробных смесей применялся вискозиметр фирмы Paar-Physica. Применялась параллельная компоновка пластин с зазором 1 мм. Было установлено, что во избежание расслоения и ориентирования волокон измерения следует проводить быстро и при относительно низкой скорости сдвига.
На фиг. 27 показана кривая течения, демонстрирующая зависимость вязкости (η) от скорости сдвига для пробной смеси 1. На фиг. 27 заметно снижение кажущейся вязкости при повышении скорости сдвига с последующей стабилизацией значения вязкости на уровне около 500 Па•с при скорости сдвига 25 с-1. Кажущаяся вязкость пробной смеси 1 при скорости сдвига 5 с-1 составила около 1700 Па•с.
На фиг. 28-29 показаны различные кривые течения для пробной смеси 2. На фиг. 28 можно видеть снижение кажущейся вязкости при повышении скорости сдвига с последующей стабилизацией значения вязкости на уровне около 80 Па•с при скорости сдвига 22 с-1. Кажущаяся вязкость пробной смеси 2 при скорости сдвига 5 с-1 составила около 340 Па•с. На фиг. 29 показана кривая течения, демонстрирующая зависимость предела текучести от скорости сдвига для пробной смеси 2. При скорости сдвига 22 с-1 предел текучести (τ) повысился с начального значения 1400 Па до 1820 Па. Путем деления разности повышенного и начального значений предела текучести (1820 Па - 1400 Па) на скорость сдвига (22 с-1) рассчитывается пластическая вязкость, равная 19,1 Па•с.
На фиг. 30 приведена кривая течения для другого замеса пробной смеси 2. На фиг. 30 можно видеть снижение кажущейся вязкости при повышении скорости сдвига с последующей стабилизацией значения вязкости на уровне около 75 Па•с при скорости сдвига 20 с-1. Кажущаяся вязкость этого замеса пробной смеси 2 при скорости сдвига 5 с-1 составила около 165 Па•с.
На фиг. 31 приведена зависимость вязкости от времени для пробной смеси 2 при скорости сдвига 5 с-1. На фиг. 31 можно видеть снижение кажущейся вязкости при повышении продолжительности приложения усилий сдвига с последующей стабилизацией значения вязкости на уровне около 100 Па•с. Это, по всей вероятности, объясняется постепенным ориентированием волокон в направлении сдвига. Начальная вязкость, замеренная через 8 с, составила 446 Па•с при скорости сдвига 5 с-1. Это значение является усреднением трех точечных замеров, колебавшихся в интервале от 419 до 472 Па.
На фиг. 32 - 33 показаны различные кривые течения для пробной смеси 3. На фиг. 32 можно видеть снижение кажущейся вязкости при повышении скорости сдвига с последующей стабилизацией значения вязкости на уровне около 24 Па•с при скорости сдвига 24 с-1. Кажущаяся вязкость пробной смеси 2 при скорости сдвига 5 с-1 составила около 60 Па•с. На фиг. 33 показана кривая течения, демонстрирующая зависимость предела текучести от скорости сдвига для пробной смеси 3. При скорости сдвига 26,5 с-1 предел текучести повысился с начального значения 215 Па до 600 Па. Путем деления разности повышенного и начального значений предела текучести (600 Па-215 Па) на скорость сдвига (26,5 с-1) рассчитывается пластическая вязкость, равная 14,5 Па•с.
Примеры 227-246
Для формования коробок-раковин применялись различные формовочные смеси. Коробки формовались с изменением продолжительности формовки, чтобы определить минимальное время формовки, необходимое для получения доброкачественного изделия с максимальным остаточным влагосодержанием. Для формовки коробок-раковин использовались две формовочные смеси с различным содержанием воды. Все компоненты этих формовочных смесей были одинаковыми, за тем исключением, что верхняя половина коробок-раковин формовалась из смеси, содержавшей 1400 г воды, а нижняя половина этих коробок - из смеси, содержавшей 1300 г воды. Формовочные смеси имели следующий базовый состав, г:
Картофельный крахмал Western Polymer - 500
Карбонат кальция (RO40 фирмы Georgia Marble) - 500
Волокно мягкого дерева фирмы Federal - 100
Вода - 1400, 1300
Стеарат магния - 20
Технологическая форма нагревалась до следующих значений температуры, которые не подвергались дополнительному регулированию в процессе формовки, oC:
Сердцевина технологической формы - 195
Передняя плита - 190
Задняя плита - 190
В качестве исходного значения была выбрана продолжительность формовки в 30 с. Если при этой продолжительности формовки качество изделия оказывалось неудовлетворительным, то время формовки увеличивалось 5-секундными приращениями до тех пор, пока не получали удовлетворительное изделие. После получения удовлетворительного изделия при определенном времени запекания изготавливали еще два образца, чтобы усреднить параметры трех образцов. Эта процедура продолжалась до достижения конечной продолжительности формовки в 130 с. Удовлетворительным считалось изделие, обладавшее формоустойчивостью, отсутствием пузырьков (из-за недогрева) и гладкой поверхностью.
Вес образцов определялся сразу после извлечения из технологической формы. После этого образец высушивался в печи при 150oC и вновь взвешивался. Влагосодержание определялось путем вычитания сухого веса из веса отформованного изделия и деления полученной разности на вес отформованного изделия. Определялось среднее влагосодержание трех образцов для каждого примера, включая раздельное определение влагосодержания верхней и нижней частей коробок-раковин. В табл. 24 указаны значения продолжительности формовки и конечного влагосодержания верхней и нижней частей коробок-paкoвин по каждому из примеров 227 - 246.
Как показано в табл. 24, существует закономерная взаимосвязь между влагосодержанием образца и временем запекания. При небольшом увеличении времени запекания влагосодержание верхней и нижней частей коробки быстро снижается. В обеих частях коробки остаточное влагосодержание стабилизируется на уровне 0 - 1 вес.% при времени выдержки в форме, составляющем 70 - 75 с. Колебания остаточного влагосодержания после превышения этой продолжительности обработки объясняются тем фактом, что при большой продолжительности формования из технологической формы извлекаются практически совершенно сухие изделия. Эти сухие изделия поглощают влагу из воздуха за то короткое время, которое необходимо для их взвешивания, что и приводит к колебаниям значений влагосодержания.
Данные по верхней части коробки показывают, что время формовки в интервале от 40 до 45 с достаточно для получения доброкачественного изделия. Все образцы, выдерживавшиеся в форме менее 35 с, привели к получению недоброкачественных изделий, тогда как при выдержке 40 с лишь один образец оказался негодным, а при выдержке 45 с все три образца были отформованы успешно. Усредненные значения влагосодержания образцов изделий составляют примерно 3,3 вес. % при выдержке 40 с (пример 228) и около 3,1 вес.% при выдержке 45 с (пример 229).
Из-за повышенной плотности нижней половины коробки для ее изготовления требуется увеличить время пребывания в технологической форме. Было установлено, что при выдержке до 45 с все образцы оказались негодными. При выдержке в технологической форме в течение 50 с были получены три удовлетворительных образца, но при выдержке 55 с один из образцов вновь оказался негодным. Если не учитывать необходимость конструктивного улучшения теплопередачи в технологической форме, то можно прийти к заключению о том, что достаточная продолжительность формовки для нижней части коробки составляла от 55 до 60 с (примеры 231 - 232). При этом нижняя половина коробки имела влагосодержание около 2-3 вес.%, что позволяло получить удовлетворительные изделия.
Таким образом, благодаря настоящему изобретению появляется возможность изготовления коробок-раковин на крахмальной основе с остаточным влагосодержанием около 3 вес.% непосредственно после извлечения из технологической формы, что устраняет необходимость в последующем кондиционировании изделий. Время формовки при изготовлении таких коробок-раковин составляет примерно 40 - 45 с для верхней половины коробки и примерно 55 - 60 с для нижней половины коробки.
Примеры 247-267
Для изготовления коробок-раковин применялись различные формовочные смеси. При изготовлении этих изделий определялась масса загрузки этих смесей в технологическую форму и изучалось влияние массы загрузки на конечный вес изделий. Содержание воды в смесях составляло 1100, 1300 и 1500 г; кроме того в смеси использовались картофельный крахмал Western Polymer, карбонат кальция марки RO40 и волокна мягких пород дерева в концентрации 10 вес.%. В табл. 25 указываются значения концентрации воды, массы загрузки и конечного веса полученных изделий для каждого из примеров 247 - 267.
Как показано в табл. 25, по мере увеличения массы загрузки при любом данном значении содержания воды происходило снижение веса конечного изделия. При неизменной массе загрузки повышение содержания воды также приводило к снижению веса изделия. При массе загрузки в 25 г и 40 г качество изделий было неудовлетворительным, так что значения конечного веса для соответствующих примеров в вышеприведенной таблице не указываются.
Примеры 268-273
Для формования коробок-раковин применялись различные формовочные смеси. В формовочных смесях по примерам 268 - 273 применяли картофельный крахмал Western Polymer, а также различные типы волокон, включая хлопковые очесы и древесные волокна. Типы и концентрация волокон, а также значения влагосодержания и объемной плотности отформованных изделий по каждому из примеров 268 - 273 приводятся в табл. 26.
После формовки коробок-раковин по примерам 268 - 273 определялись их механические характеристики, включая прочность (максимальную нагрузку), при которой отформованный материал будет прогибаться на 10 мм на длине пролета 40 мм, а также деформацию (при разрушении) и работу разрушения. Эти механические характеристики указаны в табл. 27.
Как показано в табл. 27, хлопковые волокна придают прочность крахмальной матрице, но меняют поведение материала после появления трещин. Материал, содержащий волокна мягких пород дерева (пример 272), сохранял целостность в течение длительного времени после распространения первых трещин и снижения воспринимаемой нагрузки, что свидетельствует о повышенной ударной вязкости этого материала. Изделия, содержавшие хлопковые волокна и материал Alfacell (примеры 269-271), подвергались более быстрому разрушению и, следовательно, были более хрупкими. Изделие с хлопковыми волокнами средней толщины (пример 269) продемонстрировало деформацию, наиболее близкую к показателям изделий с волокнами из мягкой древесины, тогда как изделие с тонкоковолокнистым хлопком (пример 268) продемонстрировало прочность, наиболее близкую к показателям изделий с волокнами из мягких пород дерева.
СРАВНИТЕЛЬНЫЕ ИСПЫТАНИЯ
Были отформованы коробки-раковины из двух волоконно-армированных составов на крахмальной основе по настоящему изобретению, чтобы сравнить их механические характеристики, включая деформацию, изгибную прочность и работу разрушения, с механическими характеристиками обычного материала на крахмальной основе, изготовленного без применения волокон и отформованного в виде подноса. Составы по настоящему изобретению, использовавшиеся для формовки коробок-раковин, указаны ниже как образцы 1 и 2, а обычный крахмальный материал обозначен как образец 3.
Виды и концентрации компонентов, использованных в составах по настоящему изобретению, которые применялись для формования коробок-раковин по настоящему изобретению, указаны в табл. 28 для образца 1 и образца 2. Компоненты смешивались посредством предварительного желатинирования 100 г связующего на крахмальной основе в воде и последующего однородного диспергирования волокон в объеме жидкой фракции; с применением жидкой фракции с высоким значением предела текучести, которая обеспечивала передачу усилия сдвига от смесителя на уровень волокон.
Поднос (образец 3) размером 25 х 25 см изготавливался из обычной смеси на крахмальной основе, не содержавшей волокон и неорганических заполнителей (состоявшей из крахмального связующего, воды и средства для смазки технологической формы). Из подноса (образец 3) и из дна коробок-раковин (образцы 1 и 2) вырезались контрольные пробы для определения различных свойств и механических характеристик используемых материалов. В табл. 29 указаны значения толщины, влагосодержания и плотности изделий, изготовленных из образцов 1 - 3.
Механические характеристики образцов 1-3, включая изгибную прочность, деформацию и работу разрушения, измерялись посредством трехточечного изгиба при постоянной скорости деформации. Замерялись значения нагрузки и деформации, по которым затем рассчитывались значения изгибной прочности, деформации при разрушении и работы разрушения. Эти механические характеристики, а также значения работы разрушения, приведенные к плотности пробных изделий 1 - 3, приведены в табл. 30.
Как показано в табл. 30, изгибная прочность изделий, изготовленных с использованием образцов 1 и 2 по настоящему изобретению, была выше изгибной прочности изделий, изготовленных с применением обычного состава на крахмальной основе - образца 3. Следует заметить, что поскольку изделие, изготовленное из образца 3, имело более высокую толщину (3,46 мм) в сравнении с толщиной изделий, выполненных из образцов 1 и 2 (2,11 мм и 2,1 мм), и с учетом ограниченных возможностей данного метода испытаний можно ожидать, что значения изгибной прочности образца 3 будут искусственно завышены по сравнению с тем случаем, если бы это изделие имело толщину около 2 мм. Таким образом, если бы образец 3 имел ту же толщину, что образцы 1 и 2 (т.е. 2,1 мм), то можно было бы ожидать, что изгибная прочность образца 3 будет еще ниже. Хотя значения деформации или относительного удлинения до разрушения образцов 1 - 3 являются сопоставимыми, работа разрушения для изделий, изготовленных из образцов 1 и 2, была намного выше, чем у изделия, изготовленного из образца 3. Как показано выше, разность значений работы разрушения еще более увеличивается, если сравнивать изделия, изготовленные из образцов 2 и 3, так как изделие, изготовленное из образца 2, имеет существенно меньшую плотность. На фиг. 34 приведен график, иллюстрирующий намного более высокие значения приведенной работы разрушения для образцов 1 и 2 в сравнении с меньшей приведенной работой разрушения обычного крахмального материала по образцу 3. Таким образом, сравнительные испытания показывают, что включение в составы по настоящему изобретению практически равномерно распределенных волокон позволяет получить изделия, обладающие более высокой изгибной прочностью и существенно увеличенной работой разрушения в сравнении с изделиями, изготовленными ранее известными способами.
При выполнении второго сравнительного испытания определяли разрывную прочность и другие характеристики изделий, изготовленных из составов по образцам 1 - 3. Кроме того, изготавливался еще один состав по настоящему изобретению, обозначенный как образец 4, который также использовался для формовки коробки-раковины. Стандартный состав на крахмальной основе без волокон, обозначенный как образец 5, также формовался в виде коробки-раковины. И наконец, было получено изделие в виде тарелки, формовавшееся из второго обычного материала на крахмальной основе, обозначенного как образец 6. Типы и характеристики компонентов составов по образцам 4 - 6 указаны в табл. 31.
Образцы различных изделий готовились к испытаниям в следующем порядке. Пробы для испытаний вырезались из нижней половины коробок-раковин, изготовленных из образцов 1-2 и 4 - 5, а также из подноса и тарелки, изготовленных соответственно из образцов 3 и 6. Для испытаний на растяжение вырезались контрольные пробы размером 25 х 60 мм. Поскольку механические характеристики материалов на крахмальной основе обычно зависят от влагосодержания и могут меняться с течением времени в зависимости от влажности среды, в которой они находятся, показатели влагосодержания всех шести контрольных проб были выровнены, чтобы получить более надежные сравнительные результаты испытаний. В частности, контрольные пробы выдерживались в увлажняющей камере с температурой 25oC и относительной влажностью в течение 12 часов, позволяя выровнять влагосодержание каждой контрольной пробы примерно на уровне 10% от веса крахмала. Влагосодержание каждой пробы поддерживалось на этом уровне до момента испытаний.
Для крепления в машине для испытаний на растяжение (или разрывное напряжение) к каждому концу пробы крепились латунные прутки (толщиной 0,005''). Эти прутки крепились к образцам с нахлестом по 15 мм на каждом конце и с вылетом около 15 мм. Для крепления прутков применялся клей марки Super Glue, выбранный благодаря быстрому отверждению и высокой прочностью на сдвиг.
Разрывная прочность всех контрольных проб проверялась в испытательной машине Instron 8501 с применением программного обеспечения Series 9. Захваты были раздвинуты примерно на 70 мм, а контрольная проба удерживалась выступающими частями латунных прутков, уложенных на захваты. Было сделано предположение о том, что внецентренное приложение нагрузки к пруткам не окажет существенного влияния на результаты испытаний, так как жесткость латунных прокладок примерно в 1000 раз превышает жесткость материалов на крахмальной основе, применявшихся в контрольных пробах. Испытания проводились с регулированием по деформации, причем скорость нагружения выдерживалась на постоянном уровне, обеспечивавшем деформацию 10 мм/мин. Деформирование или удлинение, продолжалось до полного разрушения пробы, т.е. до такого состояния, при котором проба больше не могла сопротивляться нагрузке.
Прочность на растяжение рассчитывалось посредством деления максимальной нагрузки на площадь сечения в плоскости разлома. Деформация при разрушении рассчитывалась путем деления удлинения при максимальной нагрузке на опорную длину (т. е. длину образца между прутками). Предполагается, что деформация прутков пренебрежимо мала из-за их намного более высокой жесткости. Работа разрушения рассчитывалась путем вычисления площади под кривой зависимости деформации от нагрузки (до точки полного разрушения образца) и деления результата на площадь образца в плоскости разрыва.
Вышеуказанные механические характеристики материалов образцов 1-6, а также значения плотности и концентрации крахмала (в виде весовой доли) представлены в табл. 32.
Как показано в табл. 32 значения разрывной прочности и работы разрушения были существенно выше у изделий, выполненных из составов по образцам 1, 2 и 4, которые включали равномерно распределенные волокна. Затем механические характеристики разрывной прочности и работы разрушения для каждого из образцов 1 - 6 были приведены к плотности и к весовой доле крахмала. Результаты показаны в табл. 33.
Как показано в табл. 33, приведенные значения прочности на разрыв и работы разрушения для изделий по образцам 1, 2 и 4, которые были изготовлены в соответствии с настоящим изобретением, существенно превышали показатели обычных материалов по образцам 3, 5 и 6, которые не содержали никаких волокон, что в особенности относится к значениям разрывной прочности и работы разрушения для образца 1, в котором содержание крахмала на единицу веса изделия было существенно сокращено благодаря включению неорганического заполнителя в высокой концентрации. Эти сравнительные испытания демонстрируют, что включение равномерно распределенных волокон приводит к существенному увеличению показателей разрывной прочности и работы разрушения, приведенных к единице содержания крахмала, в особенности при включении большого количества карбоната кальция.
Учитывая вышеизложенное, можно заключить, что настоящее изобретение обеспечивает составы и методы для изготовления обладающих новизной материалов с органическим связующим, которые могут заменить бумагу, картон, металл, пластмассу, полистирол или другие органические материалы в качестве предпочтительного материала для изготовления тарных и иных изделий.
Настоящее изобретение также обеспечивает составы и методы, обеспечивающие улучшение дисперсии волокон внутри упомянутых материалов с органическим связующим без применения большого количества воды. Такие составы и методы обеспечивают более тщательное распределение волокон, в частности, относительно длинных волокон (например, со средней длиной, превышающей примерно 1,5 мм), внутри материалов с органическим связующим, используемых для изготовления упомянутых тарных или других изделий.
Настоящее изобретение также обеспечивает составы и методы для изготовления материалов с органическим связующим, которые могут быть заполнены относительно большим количеством неорганических заполнителей, в частности заполнителей, совместимых с составом земли и обычно присутствующих в земле, при сохранении структурной целостности и требуемых механических характеристик изделий, изготавливаемых из таких составов.
Кроме того, настоящее изобретение также обеспечивает составы и методы для получения изделий с высокой концентрацией неорганических заполнителей и органическим связующим, обладающих такими же характеристиками, как изделия из бумаги, картона, металла, полистирола, пластмассы или других органических материалов, либо еще более высокими характеристиками.
Настоящее изобретение также обеспечивает составы и методы, пригодные для получения тарных и иных изделий, которые можно изготавливать без длительного кондиционирования в условиях высокой влажности для обеспечения требуемой гибкости или ударной вязкости.
Настоящее изобретение также обеспечивает составы и методы, для которых не требуется нанесение покрытий для сохранения требуемой влаги внутри структурной матрицы или для обеспечения ее водостойкости.
Кроме того, настоящее изобретение обеспечивает составы и методы, пригодные для получения тарных и иных изделий с крахмальным связующим, которые имеют гладкую и более однородную поверхность с меньшим количеством дефектов в сравнении с существующими изделиями на крахмальной основе.
Настоящее изобретение также обеспечивает составы и методы, позволяющие получать изделия с крахмальным связующим, обладающие переменной толщиной поперечного сечения в пределах одного изделия.
Далее, настоящее изобретение обеспечивает составы и методы, дающие возможность изготовления изделий с помощью существующего производственного оборудования и методов, которые в настоящее время применяются для формования изделий из бумаги, картона, металлов, полистирола, пластмассы или других органических материалов. Кроме того, такие методы и составы не приводят к вырабатыванию тех сопутствующих отходов, которые обычно возникают при производстве изделий из традиционных материалов.
Настоящее изобретение также обеспечивает составы и методы, которые требуют введения меньшего объема воды, подлежащей удалению в ходе технологического процесса (в сравнении с процессом изготовления бумаги или других материалов на органической основе), что позволяет сократить время обработки и снизить начальные капитальные затраты на приобретение оборудования.
Кроме того, настоящее изобретение также обеспечивает составы и методы, пригодные для изготовления тарных и иных изделий, себестоимость которых не превышает себестоимость изделий, получаемых с помощью существующих методов изготовления тарных или иных изделий из бумаги, картона, металла, пластмассы, полистирола или других органических материалов. В частности, важным предметом и признаком изобретения является обеспечиваемое за счет применения таких составов и методов сокращение потребления электроэнергии, сбережение ценных природных ресурсов и снижение первоначальных капитальных затрат, требуемых в настоящее время для изготовления изделий из обычных материалов, таких как бумага, металлы, полистирол, пластмасса или иные органические материалы.
Настоящее изобретение также обеспечивает составы и методы для получения тарных и иных изделий, обладающих аналогичным поперечным сечением и сопоставимыми основными механическими характеристиками (такими как, например, теплоизоляционные свойства, прочность, ударная вязкость и т.п.), в сравнении с бумагой, картоном, полистиролом, пластмассой или другими органическими материалами.
Настоящее изобретение также обеспечивает составы и методы, пригодные для массового производства изделий с органическим связующим и с высокой концентрацией неорганических заполнителей, которые поддаются быстрой формовке и будут готовы к употреблению через несколько минут после начала процесса изготовления.
И наконец, настоящее изобретение также обеспечивает составы и методы для получения изделий на крахмальной основе с высокой концентрацией неорганических заполнителей, обладающих повышенной гибкостью, прочностью на изгиб, ударной вязкостью, формуемостью (удобоукладываемостью), технологичностью для массового производства, долговечностью и пониженным экологическим воздействием в сравнении с обычными материалами на крахмальной основе.
Настоящее изобретение может быть реализовано в других конкретных формах, не выходя за пределы существа изобретения. Описанные варианты реализации во всех отношениях являются иллюстративными, а не ограничивающими объем изобретения. Следовательно, объем изобретения определяется прилагаемой формулой, а не вышеприведенным описанием. Все изменения в рамках смысла и диапазона эквивалентов патентов входят в объем изобретения.
Ниже излагается формула изобретения, в соответствии с которой испрашивается патентная зашита по патенту Соединенных Штатов Америки.
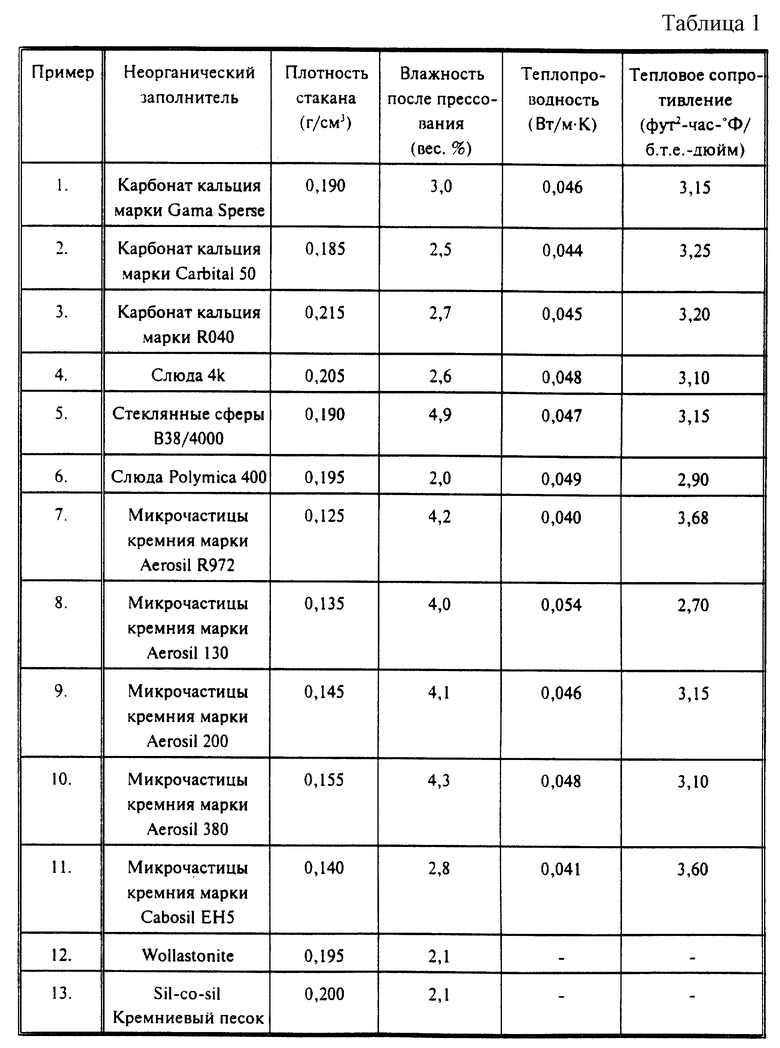
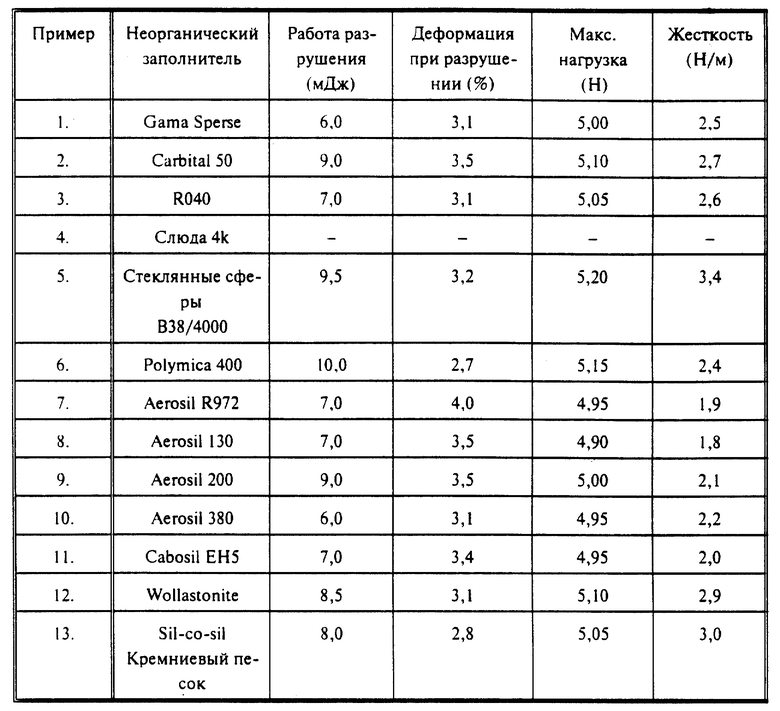
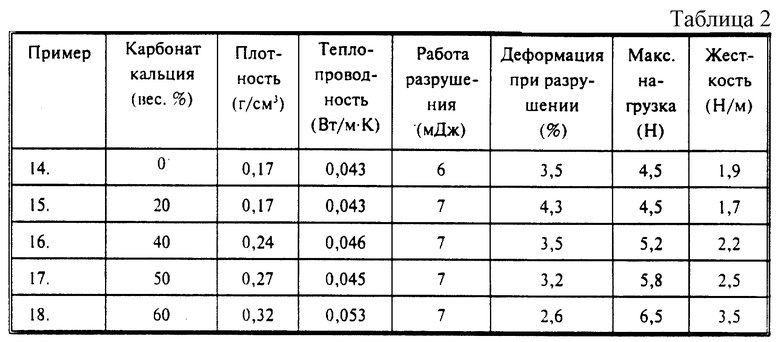
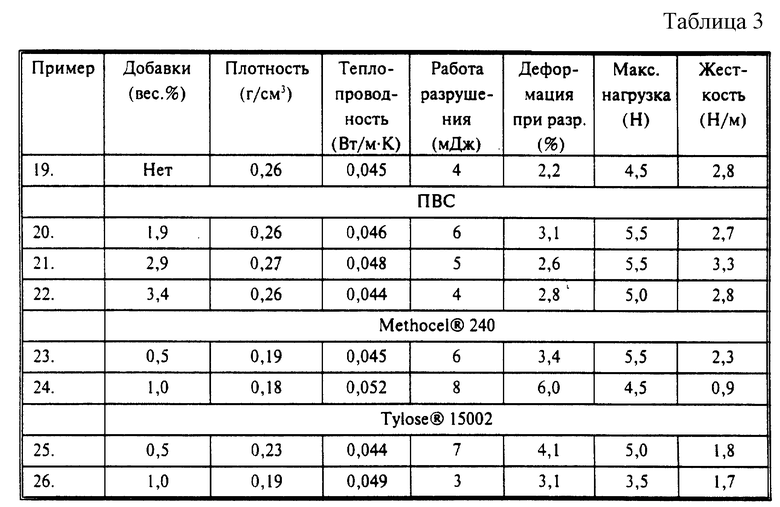
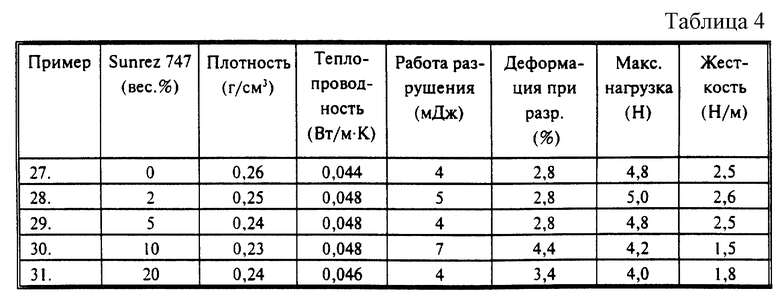
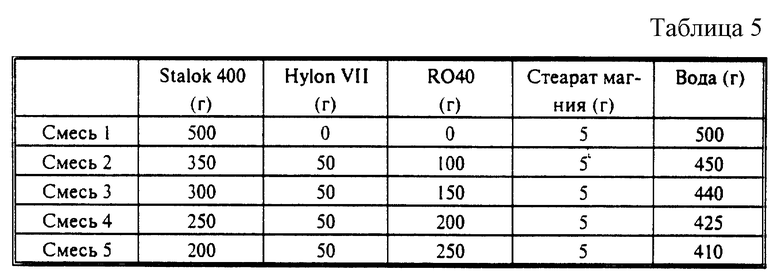
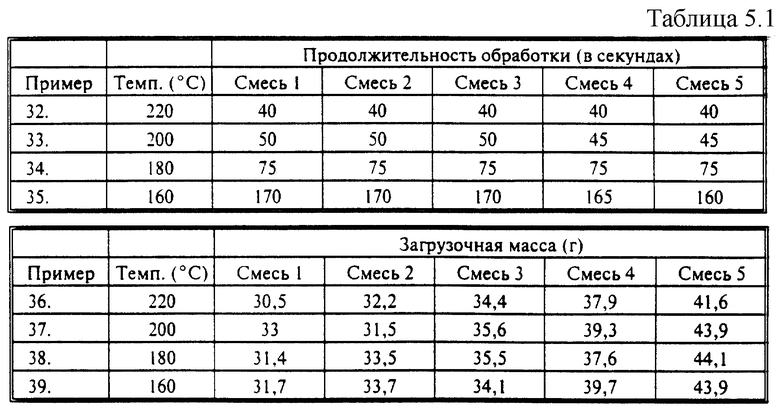
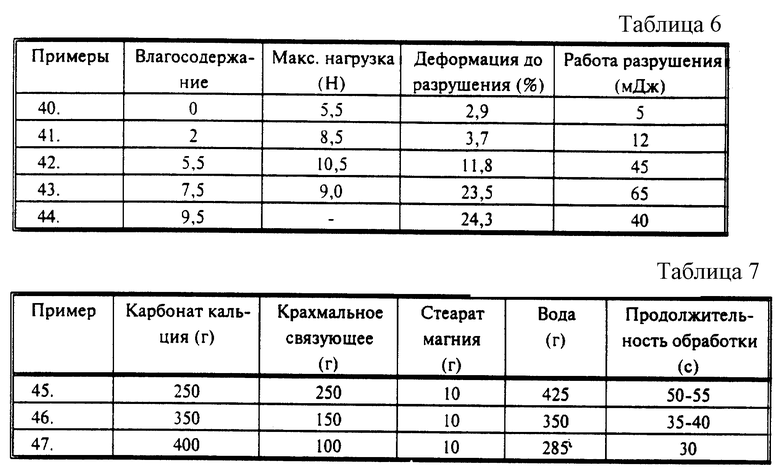
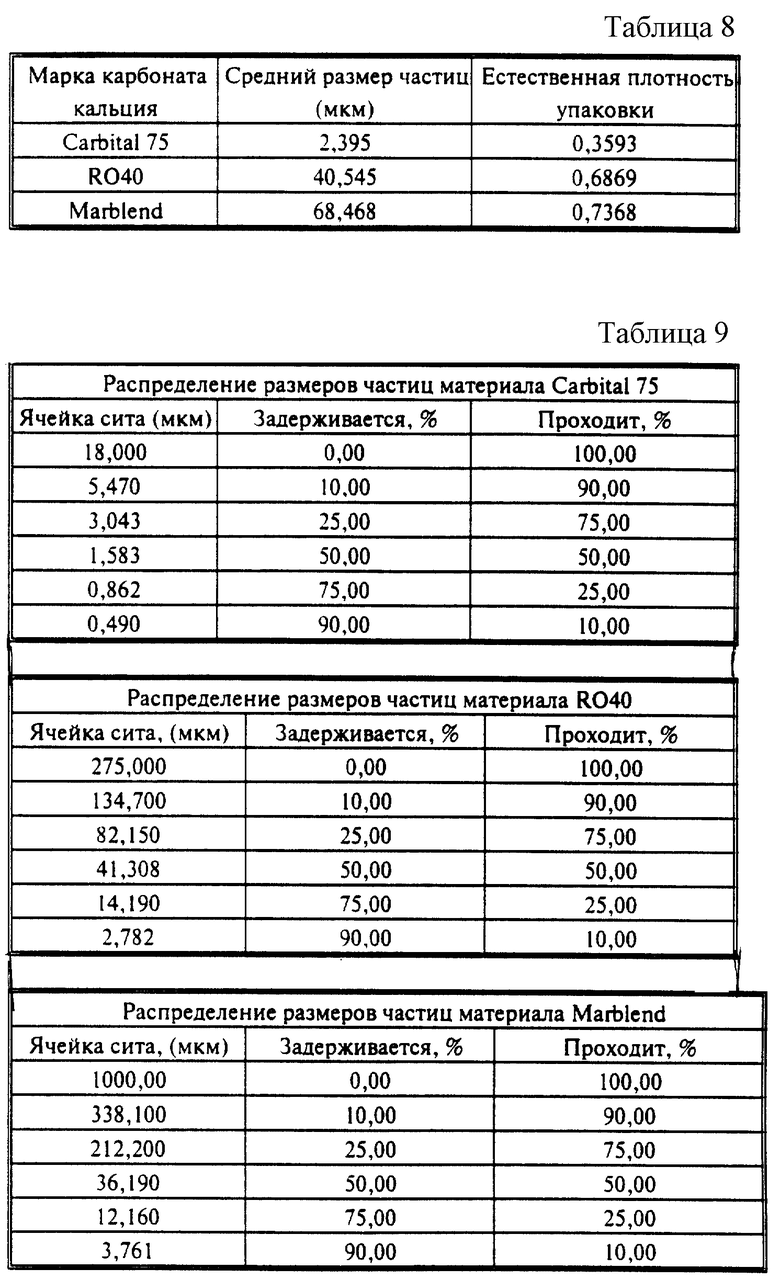
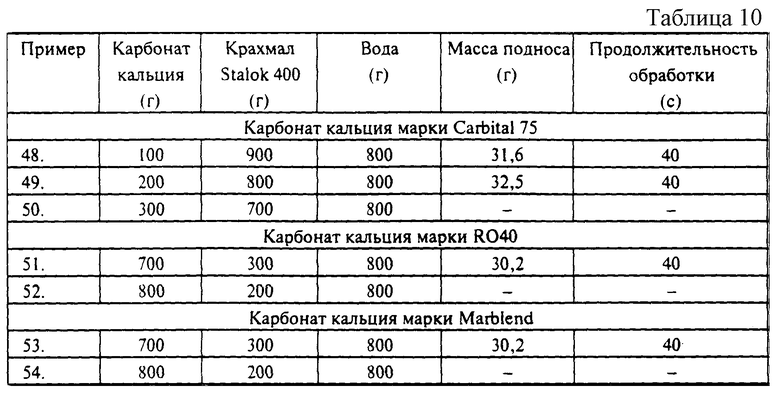
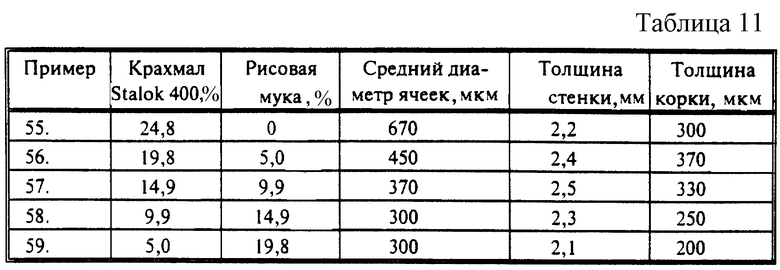
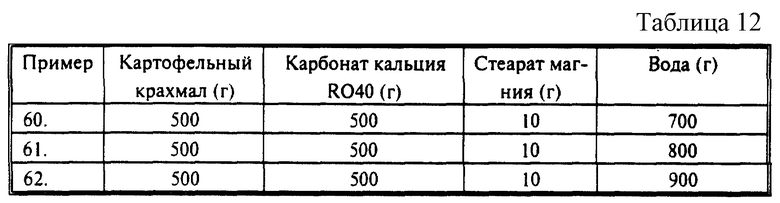
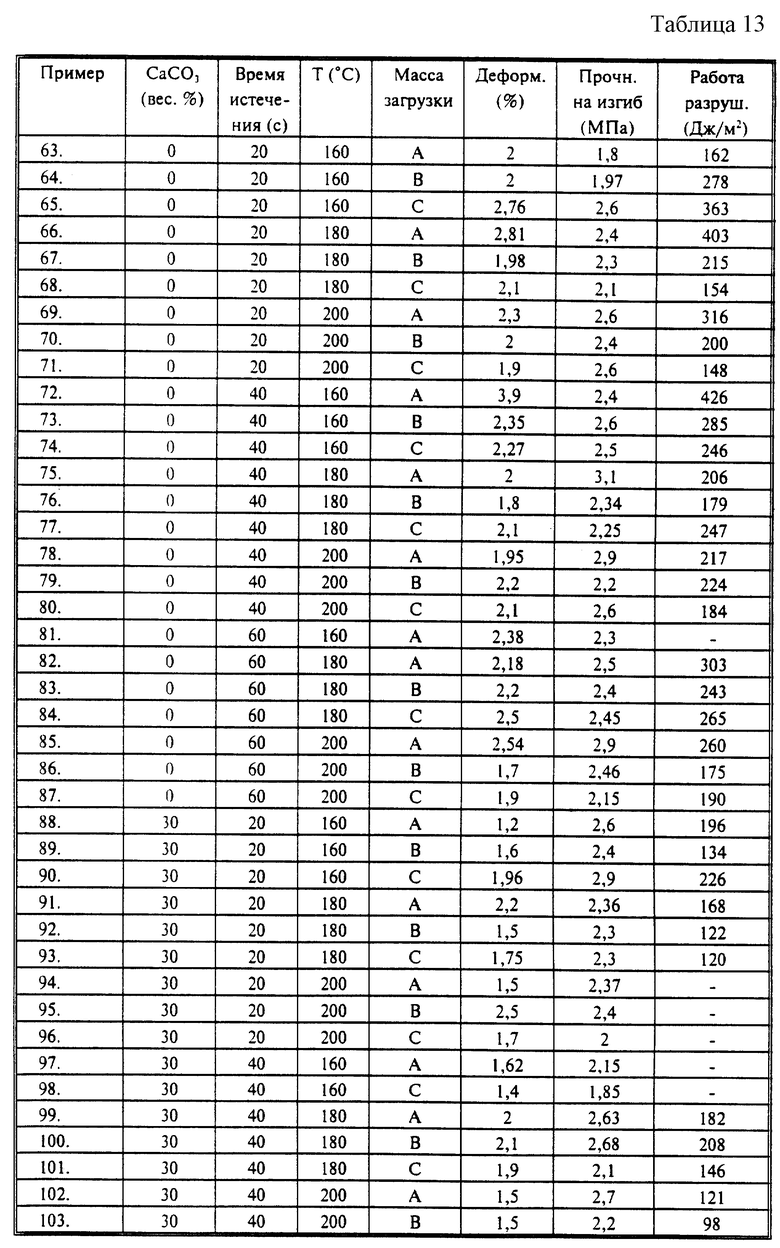
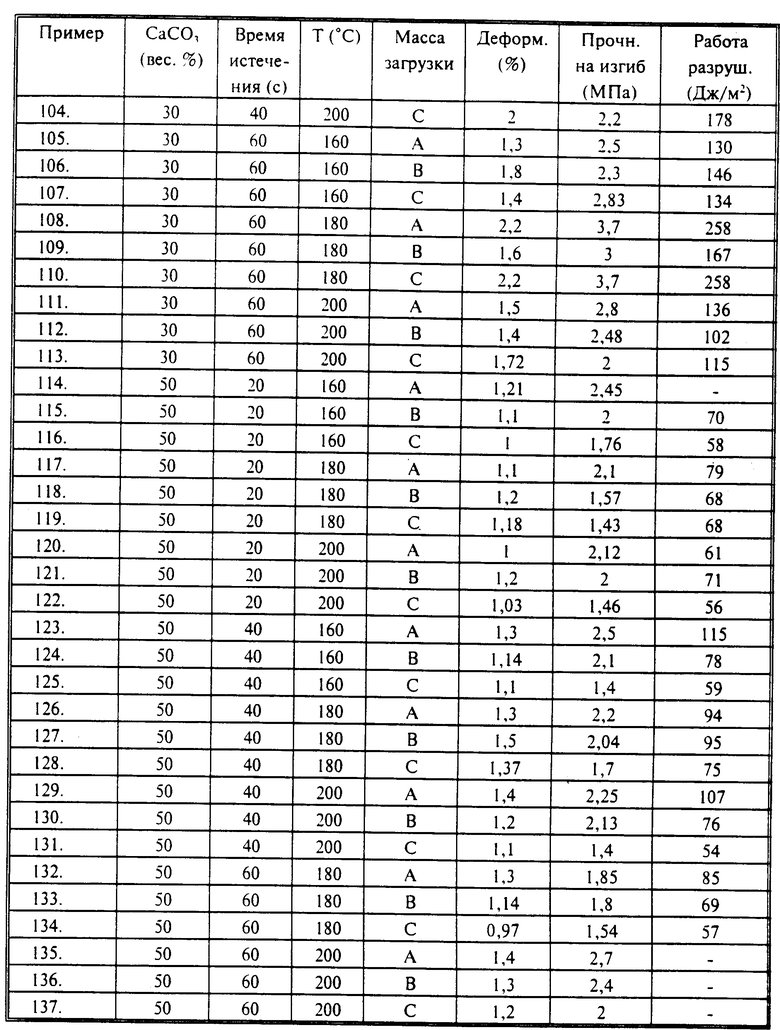
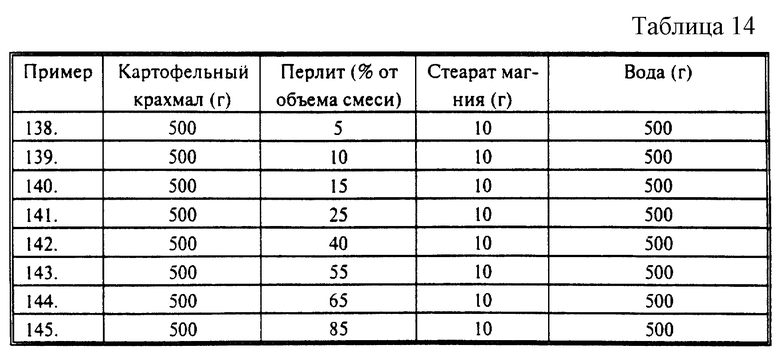
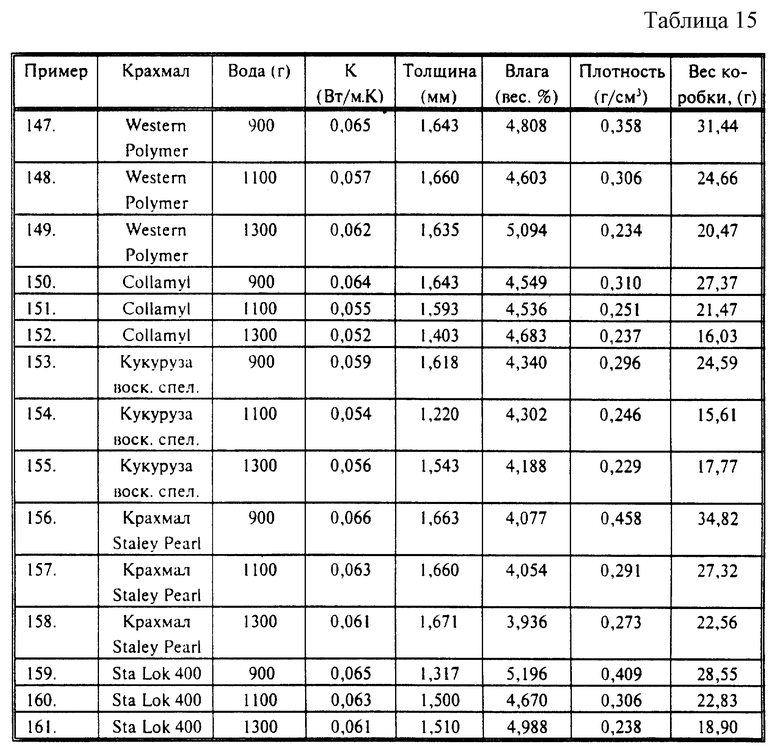
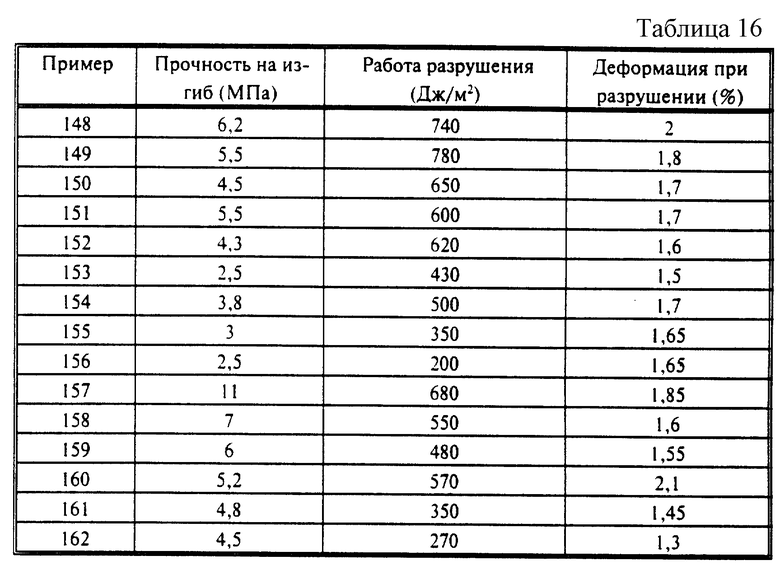
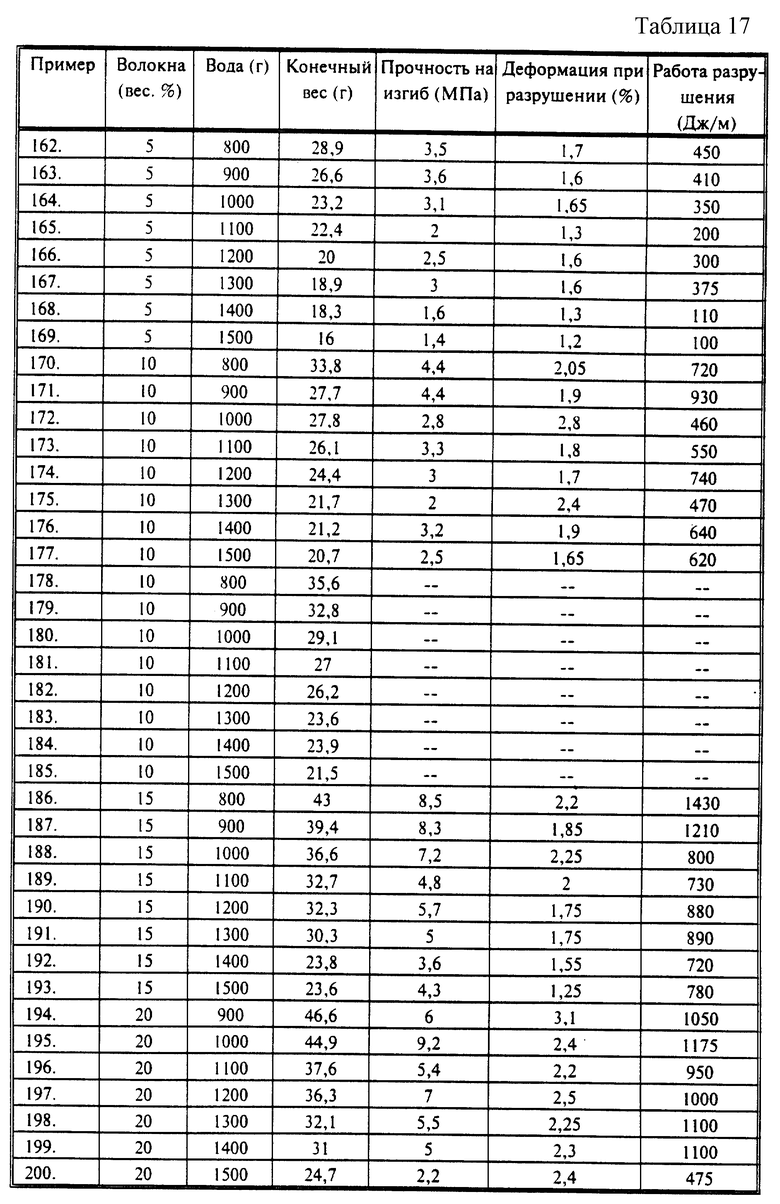
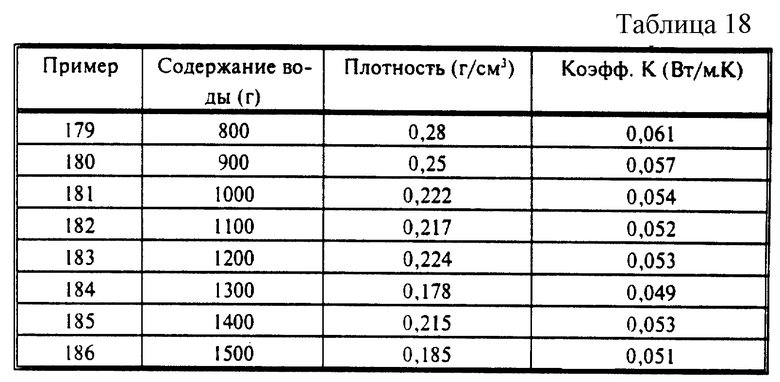

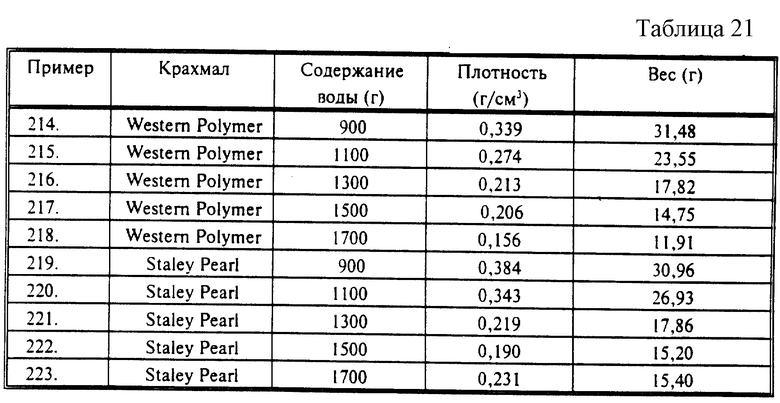
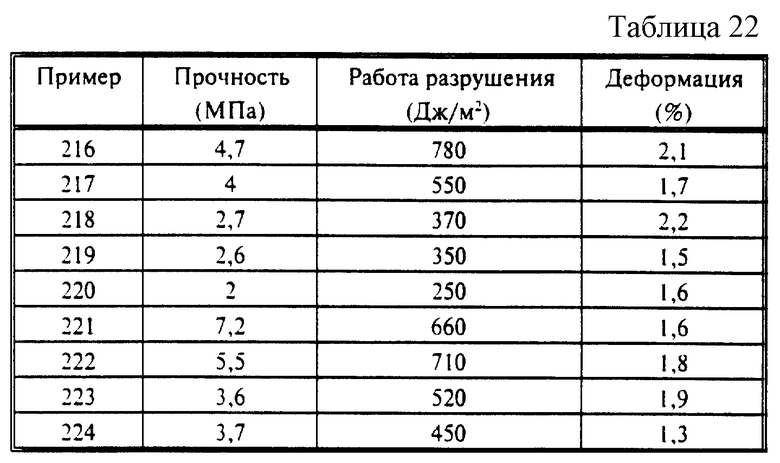
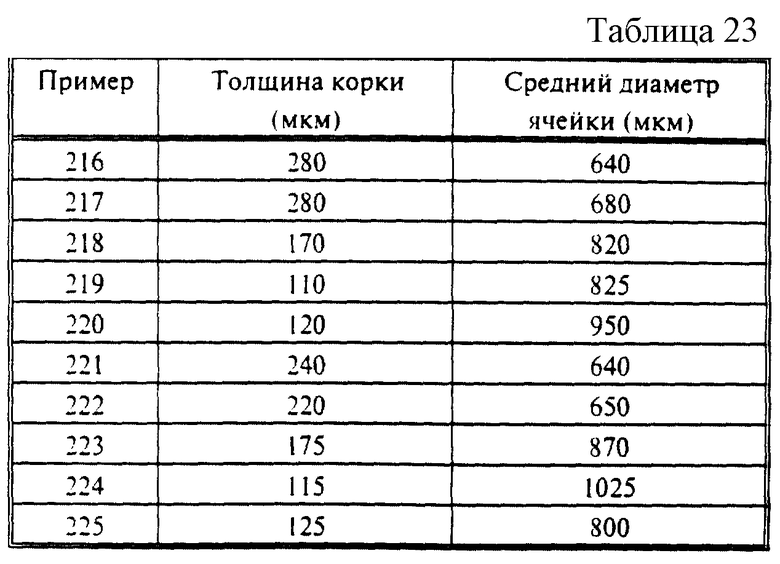
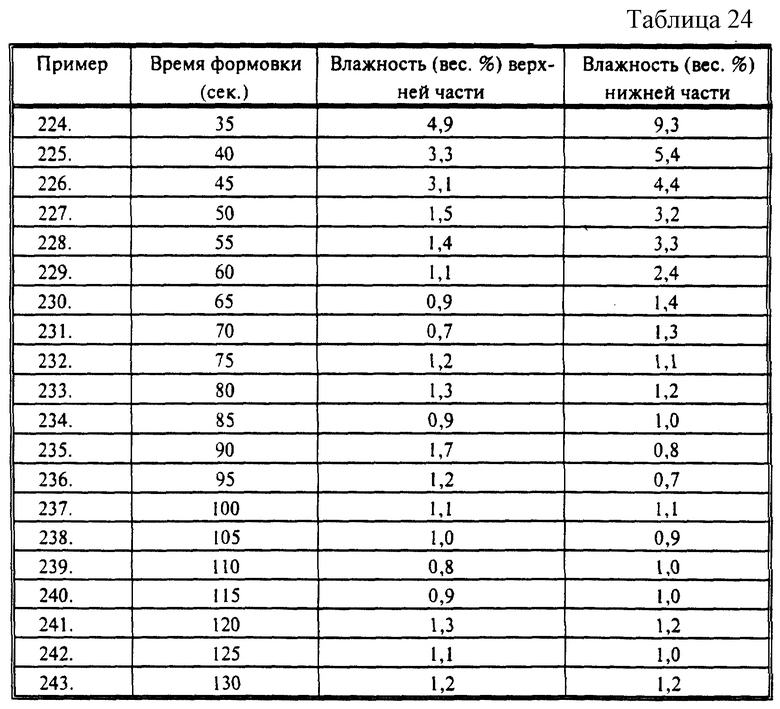
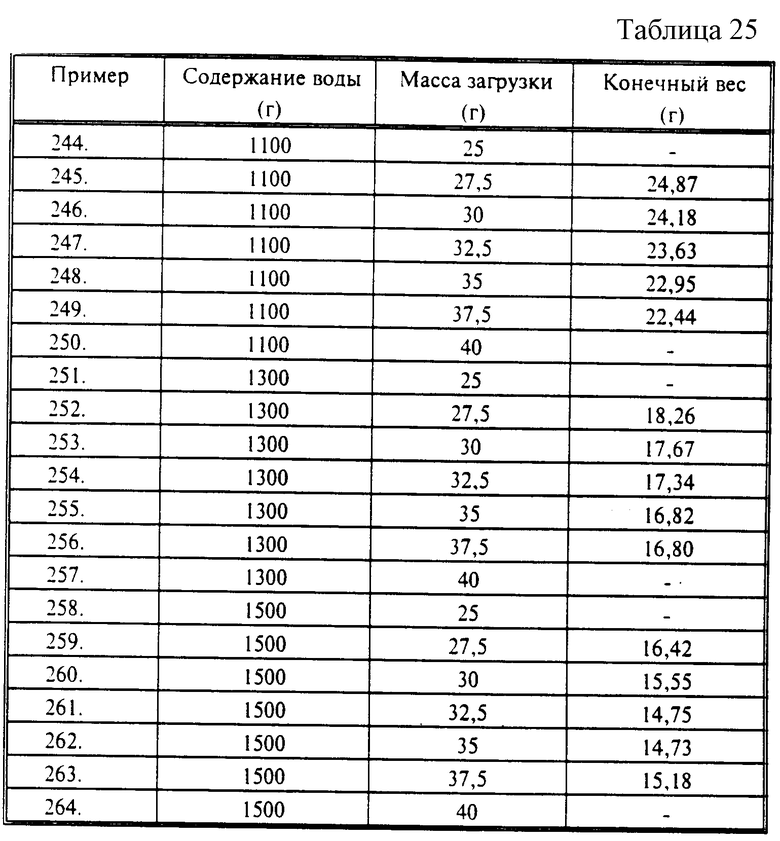
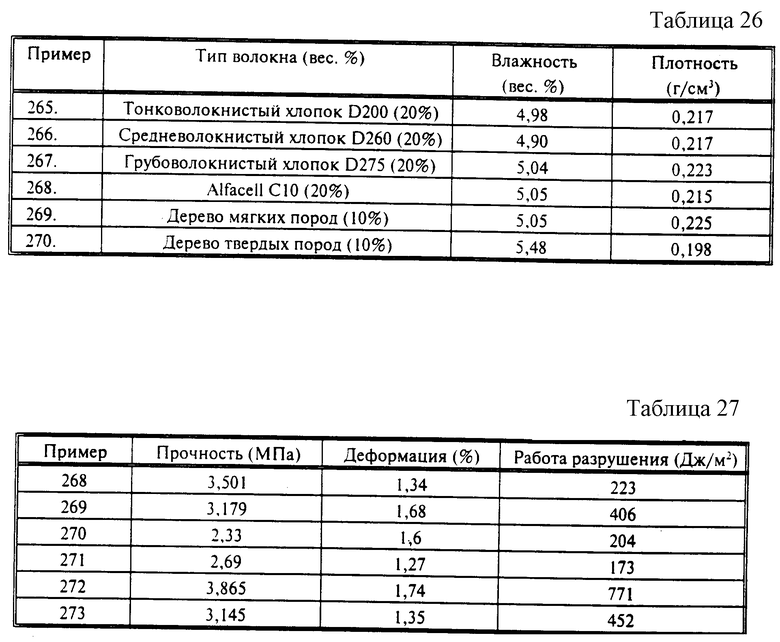
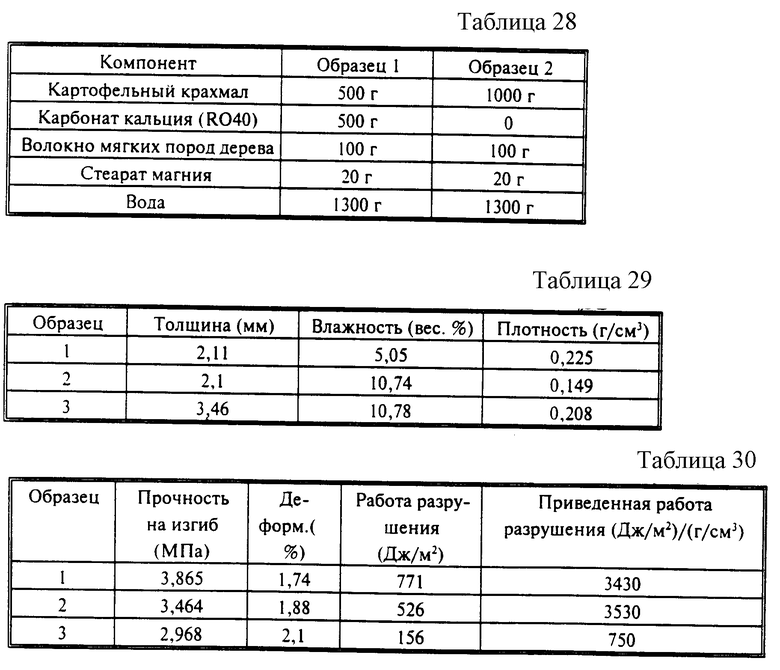
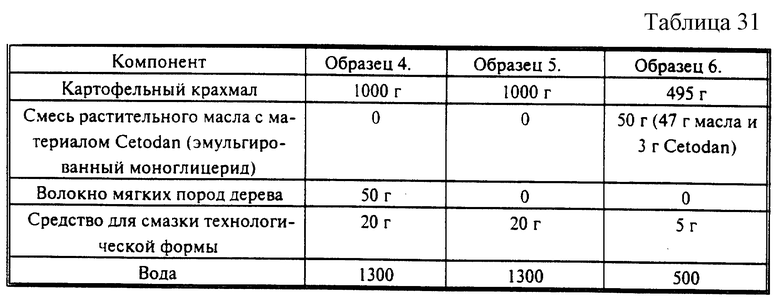
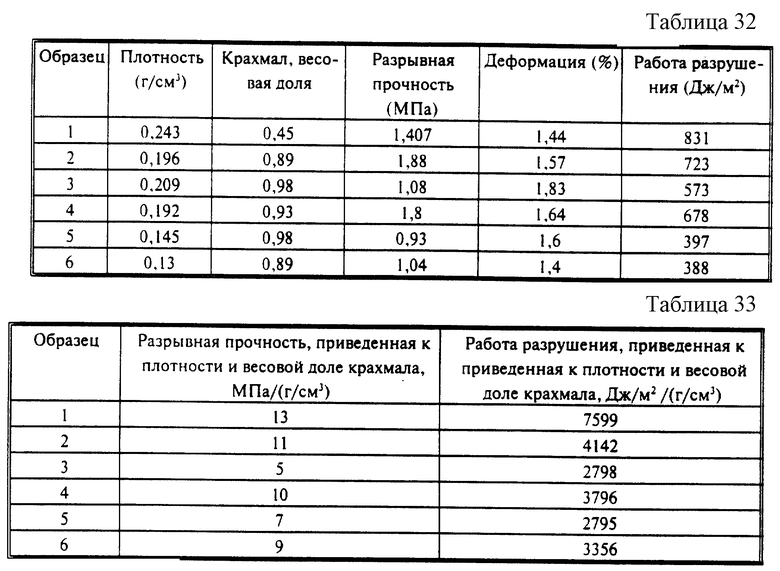
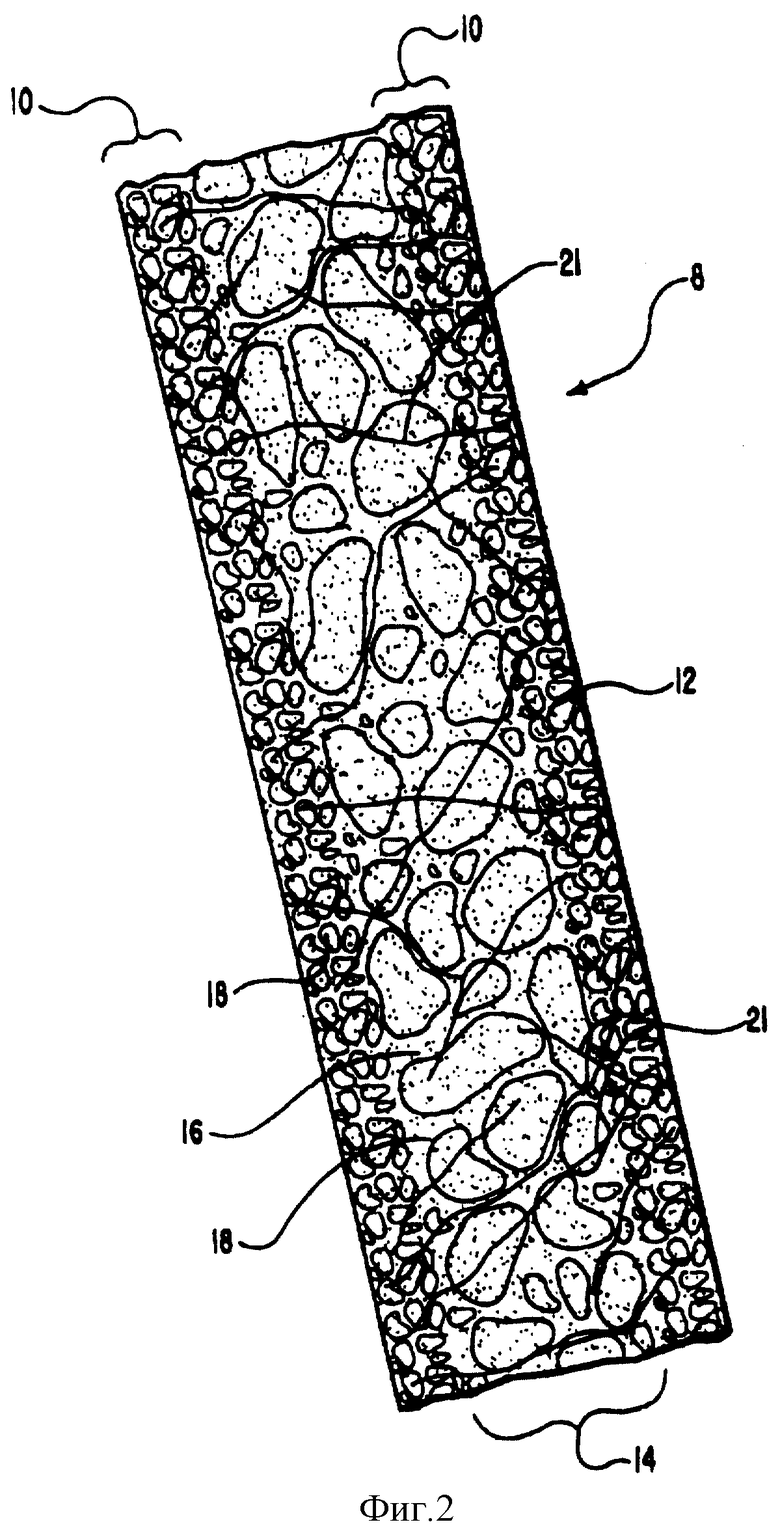
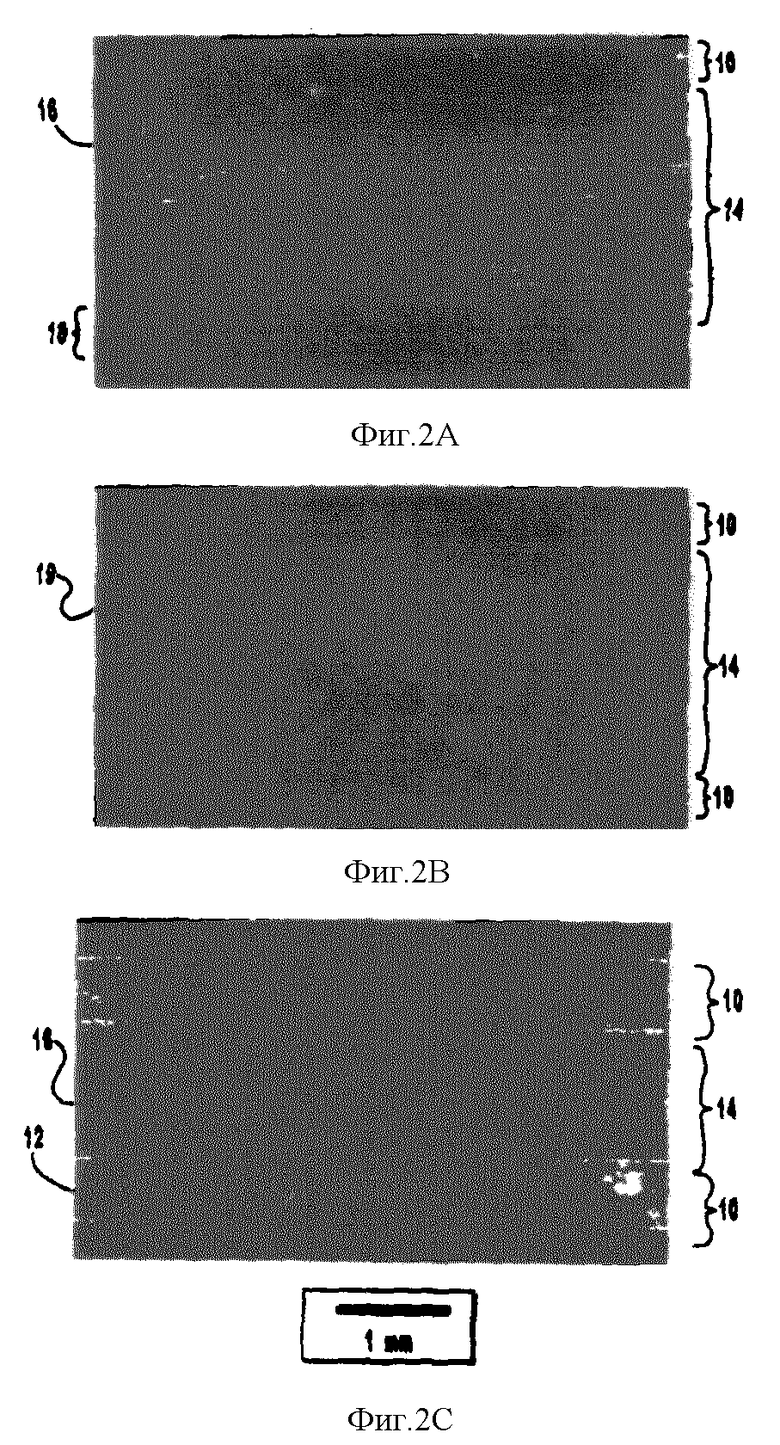
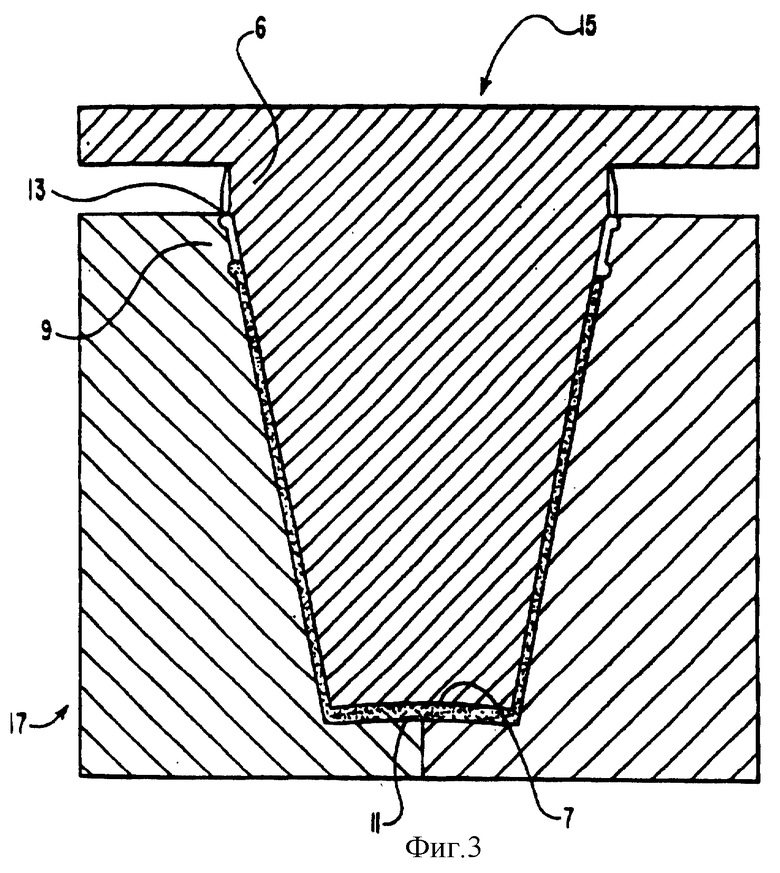
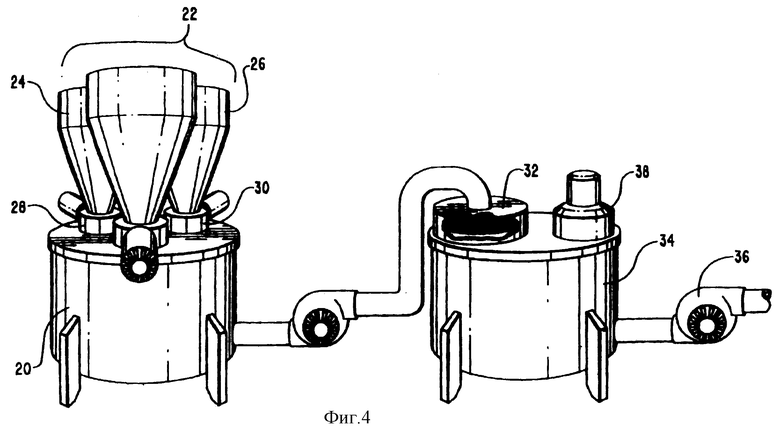
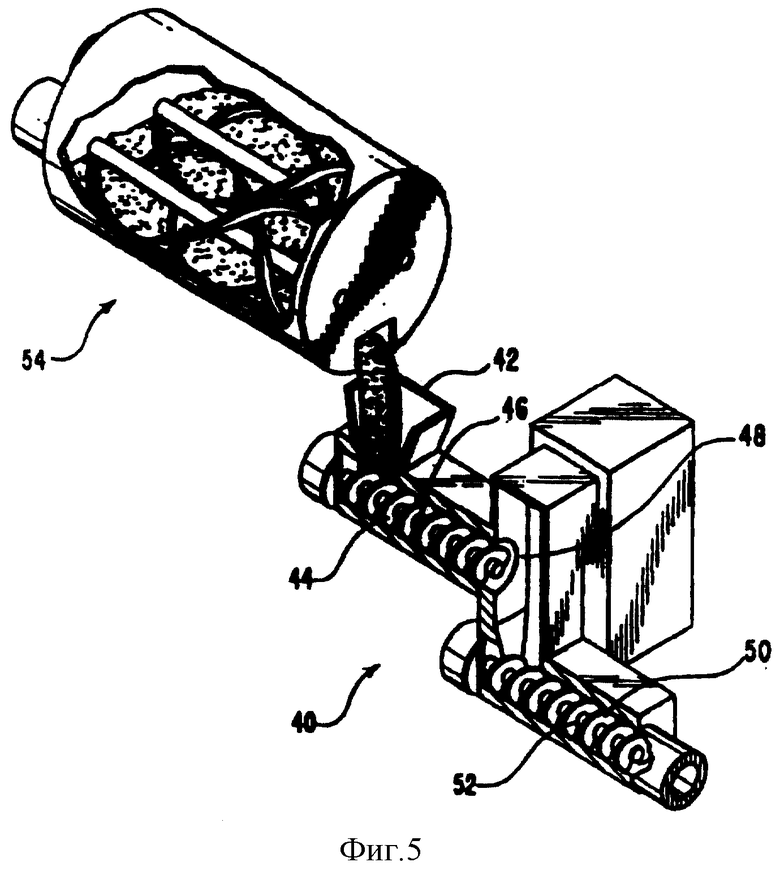
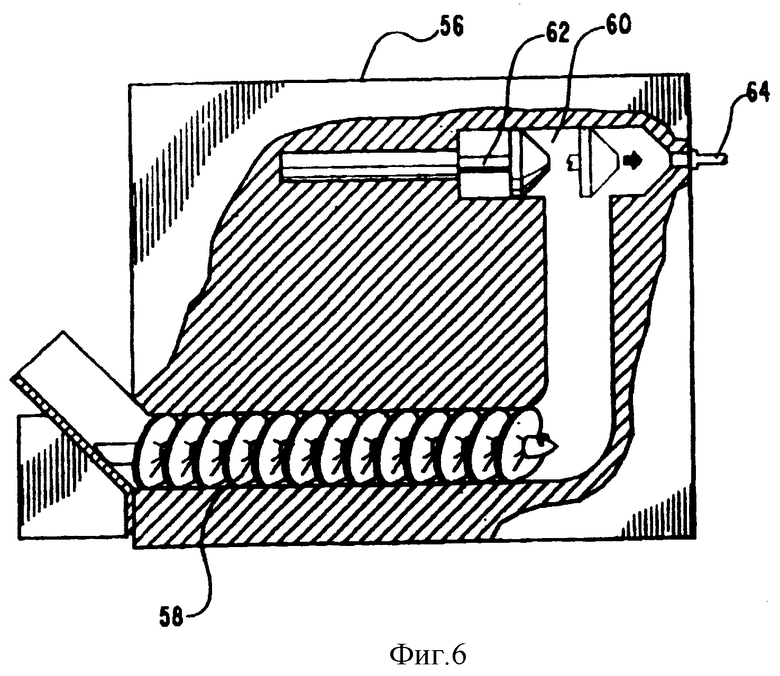
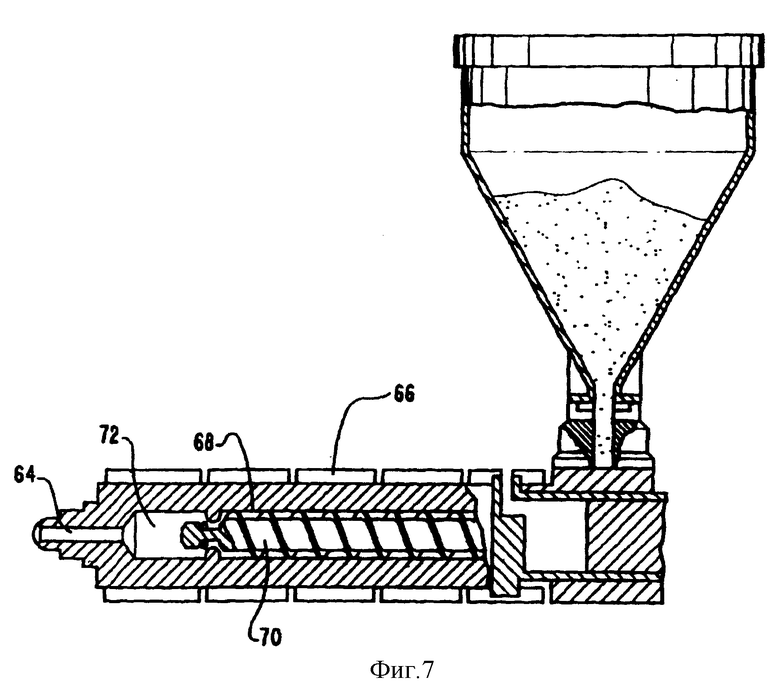
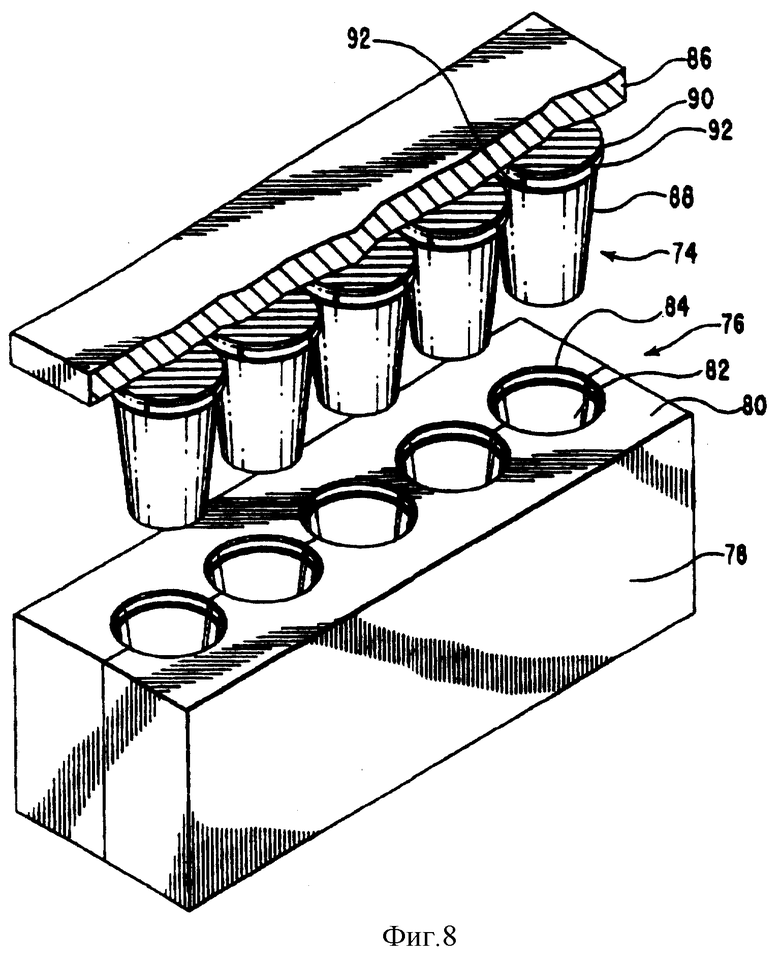
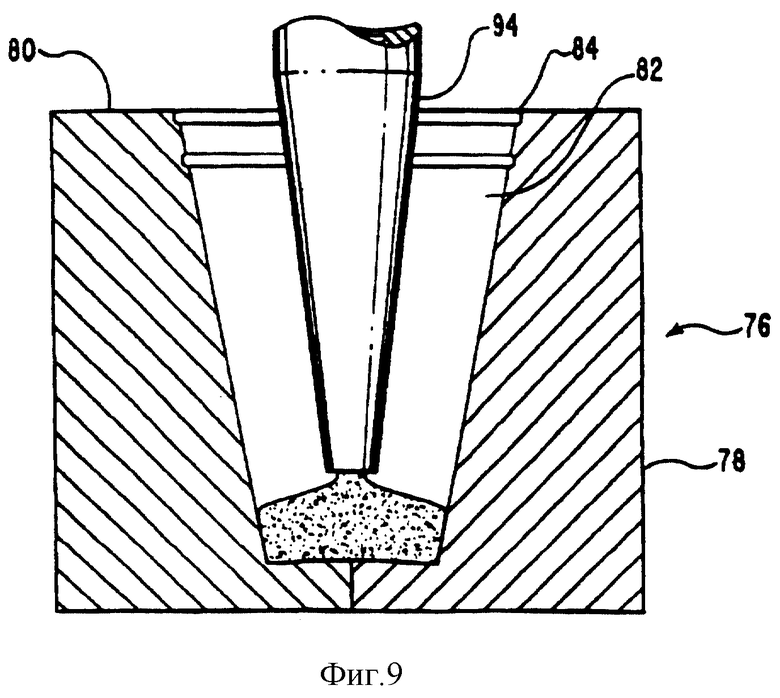
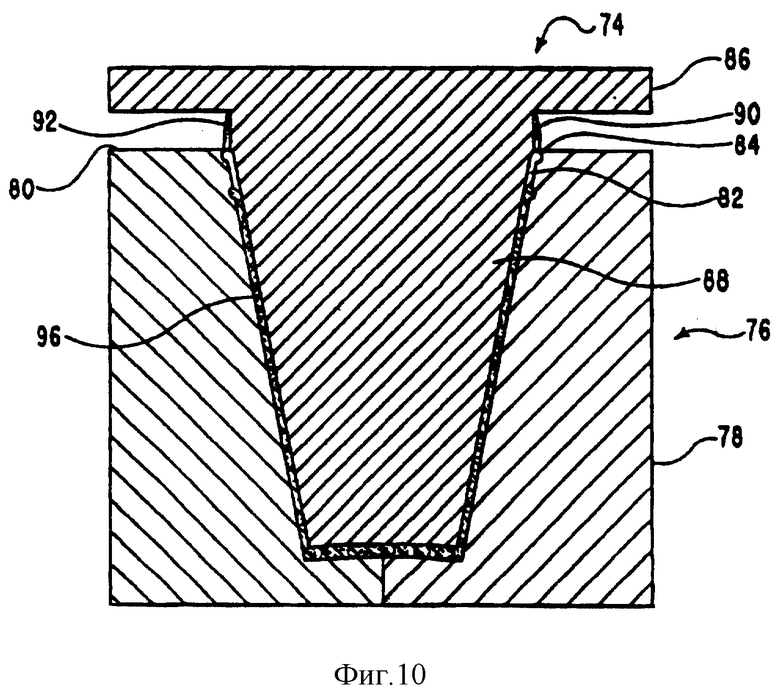
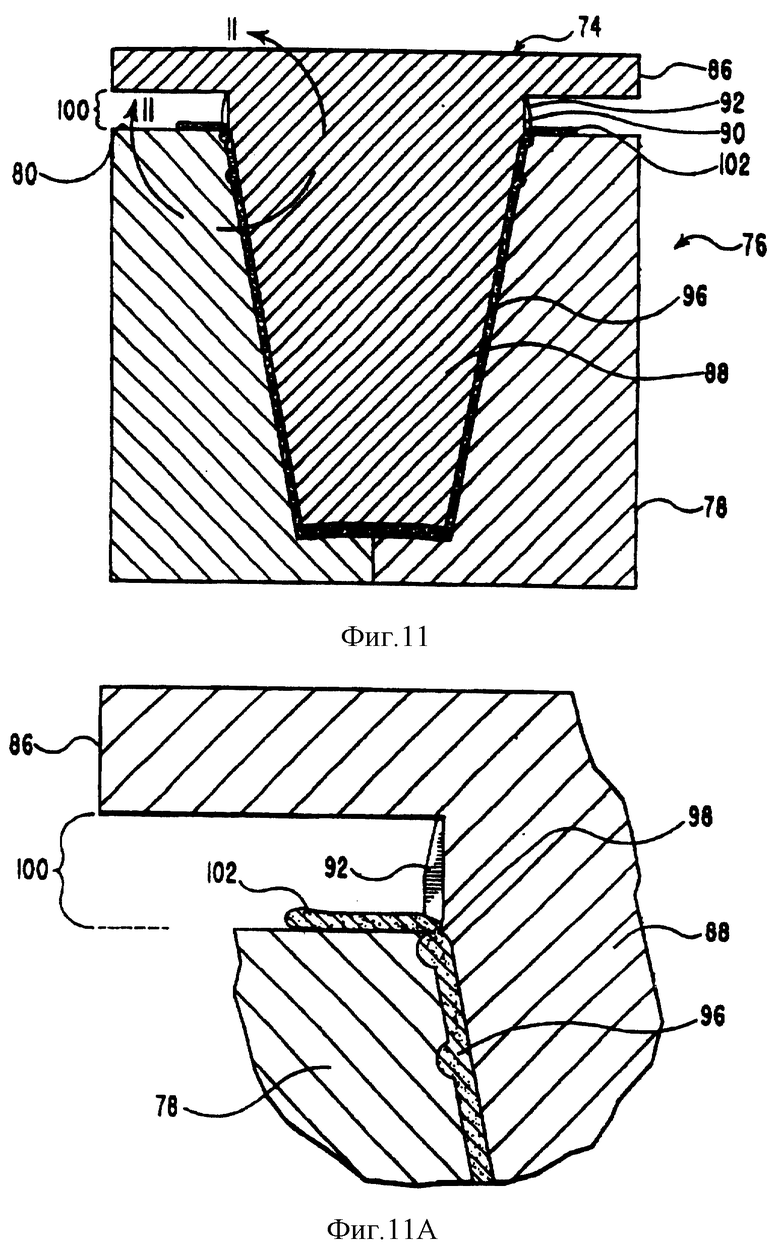
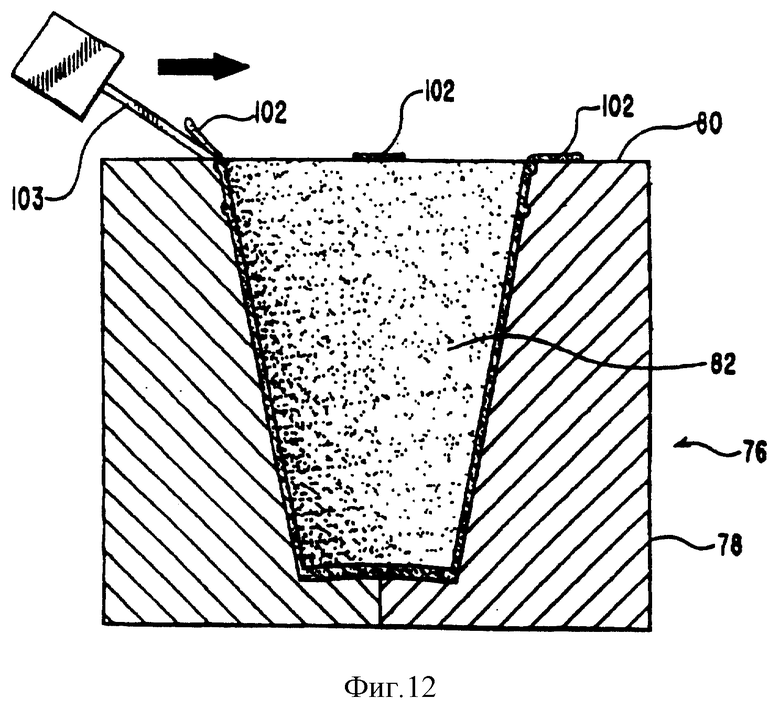
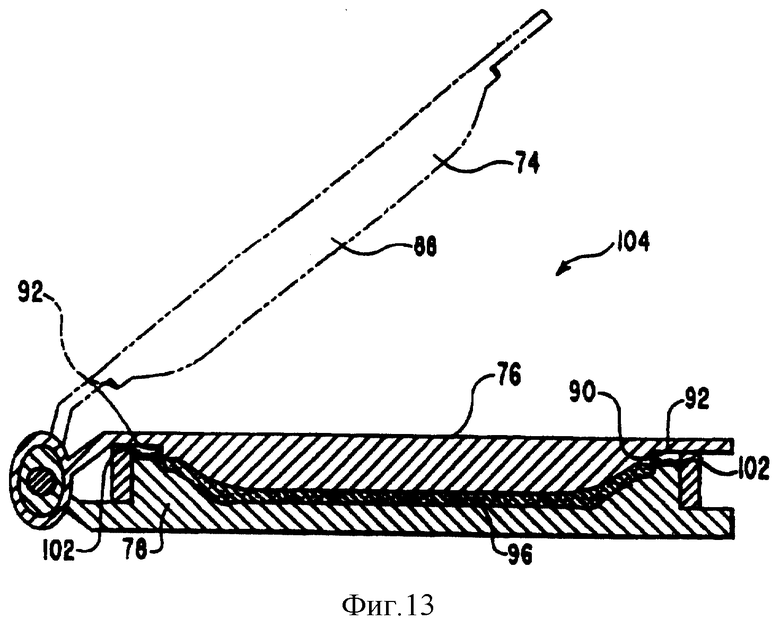
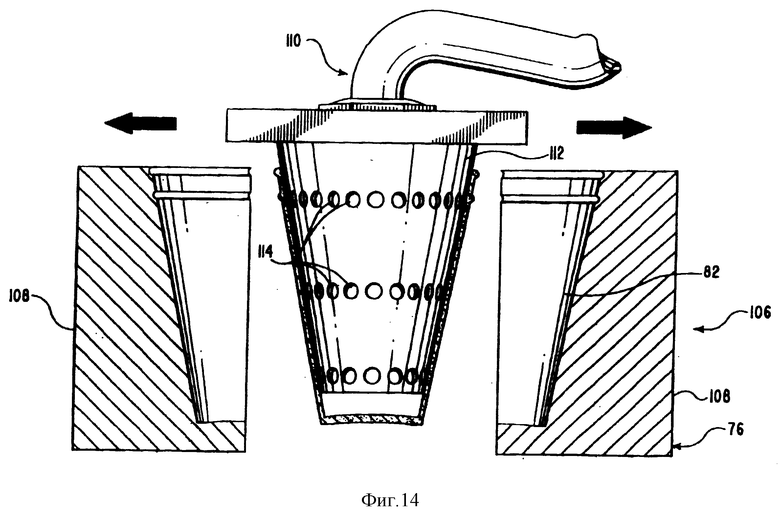
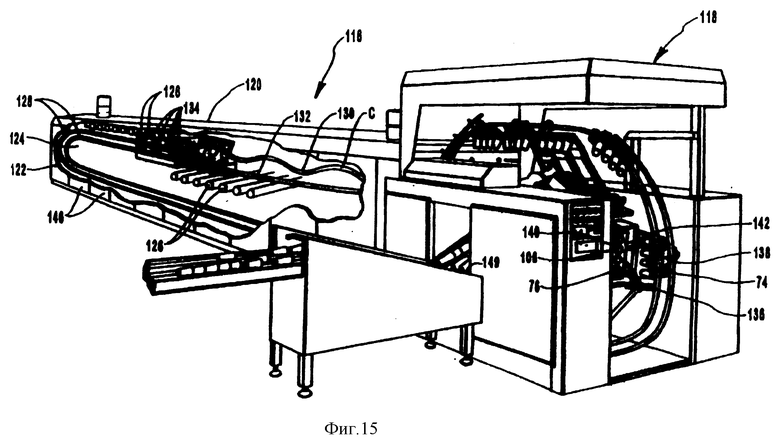
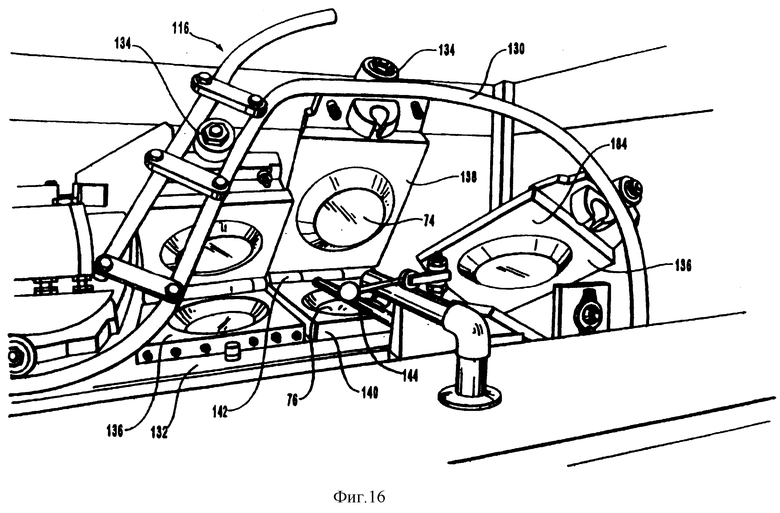
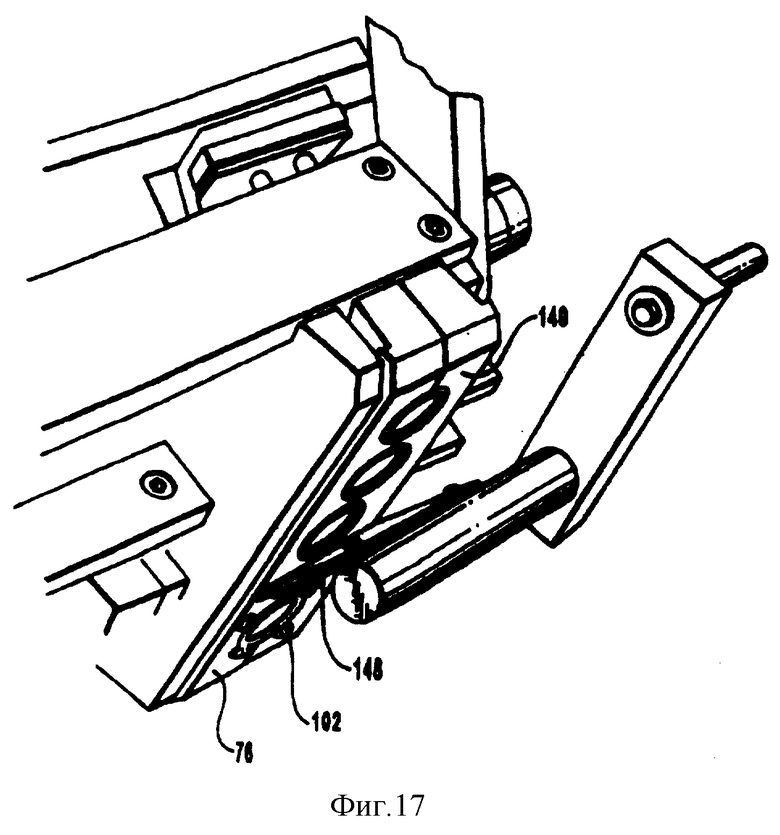
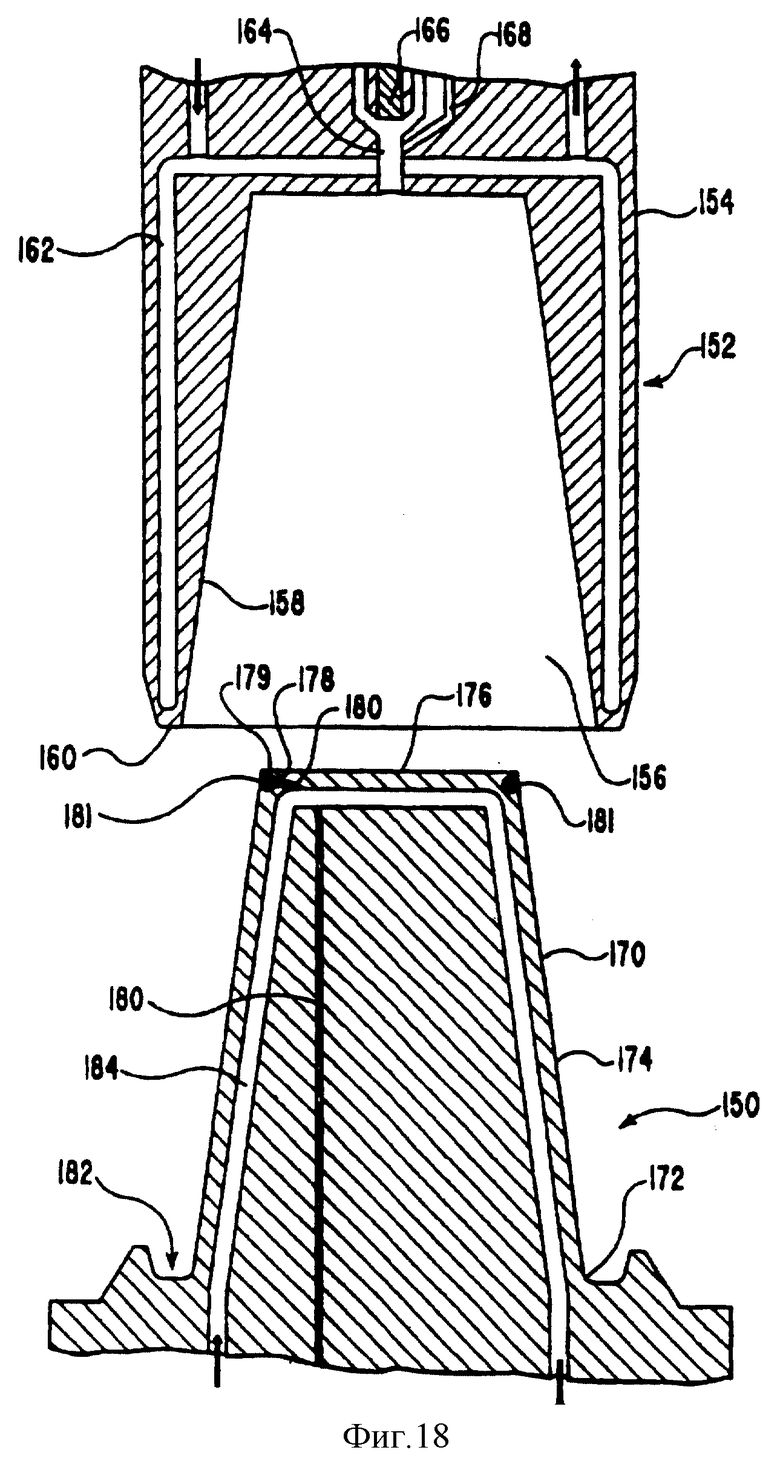
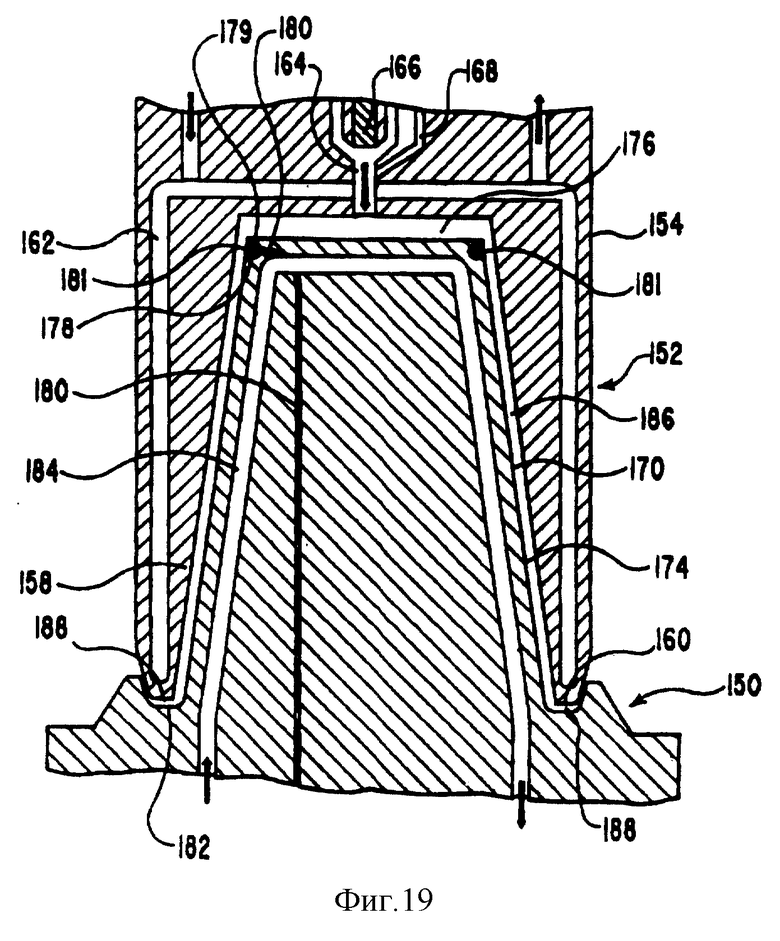
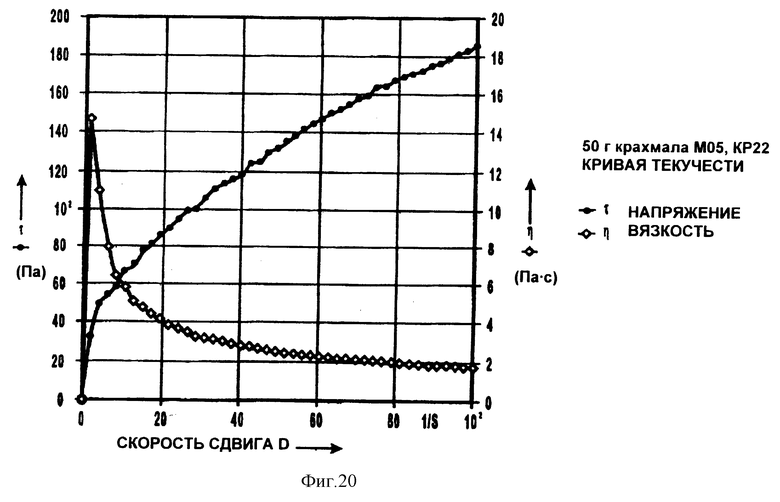
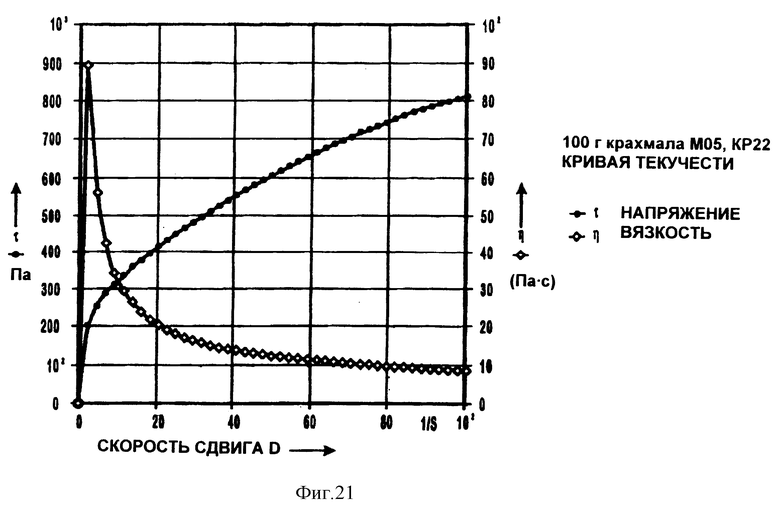
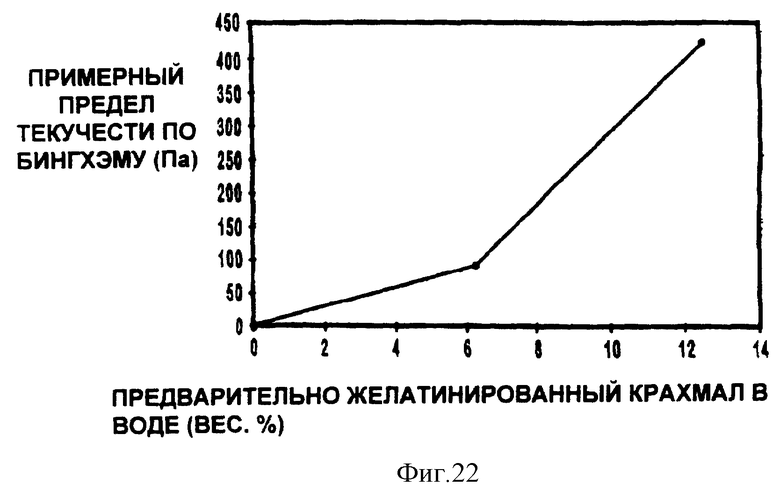
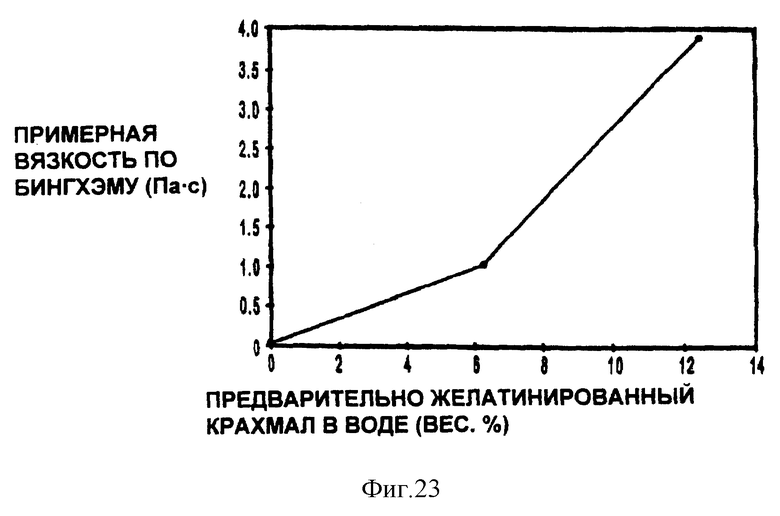
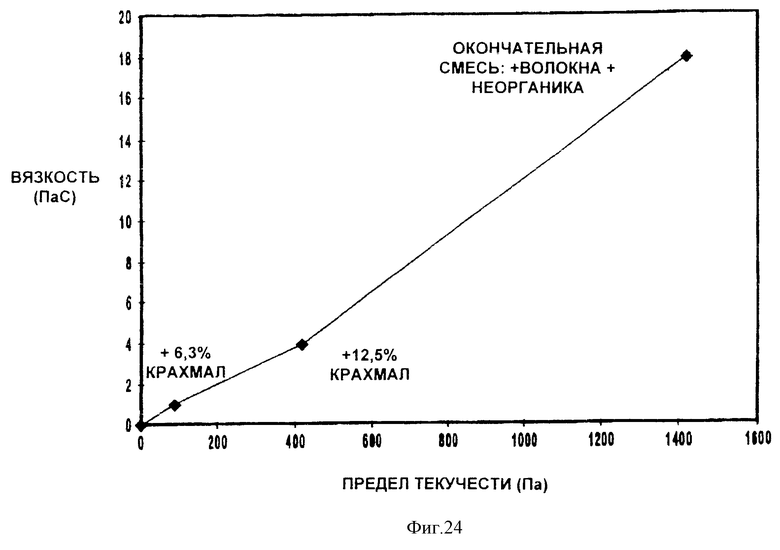
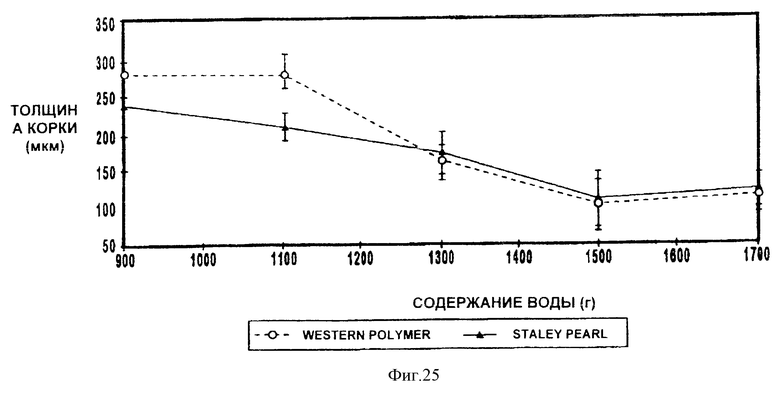
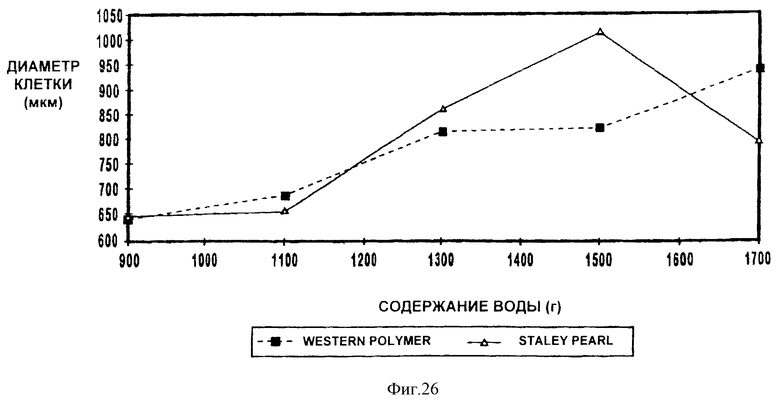
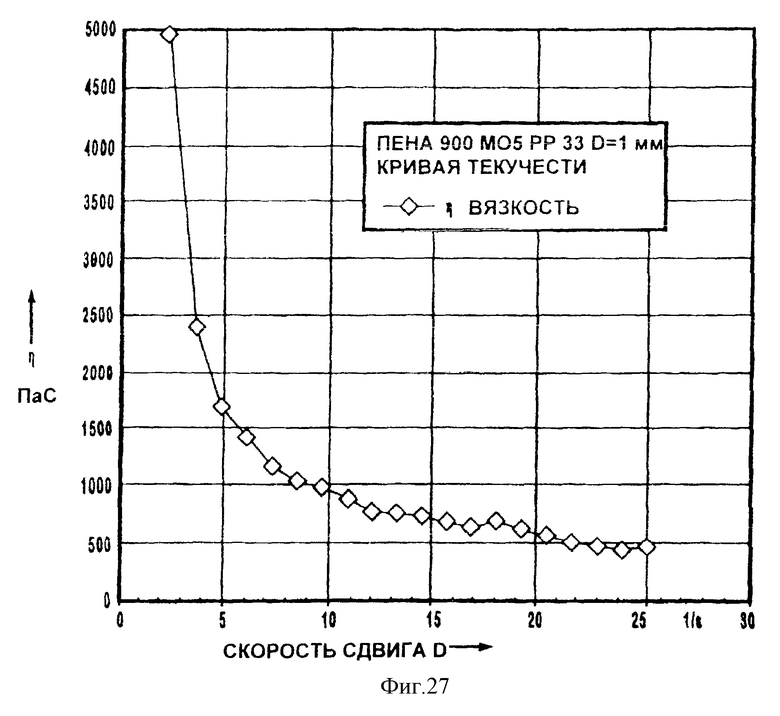
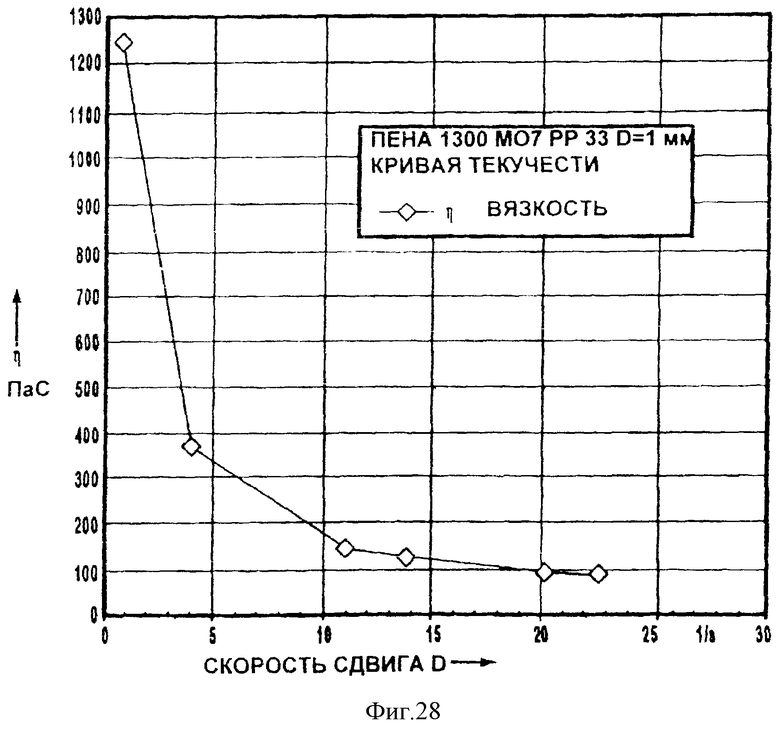
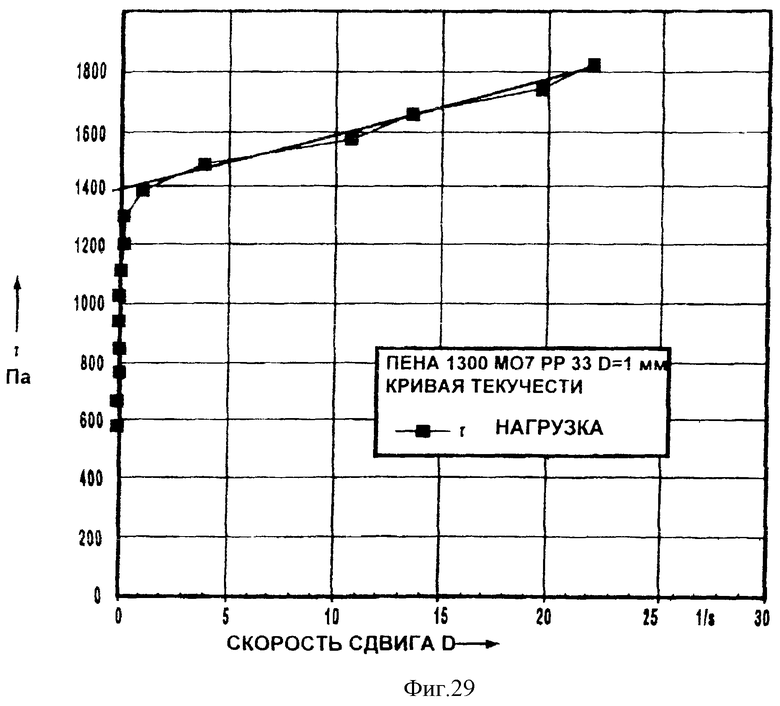
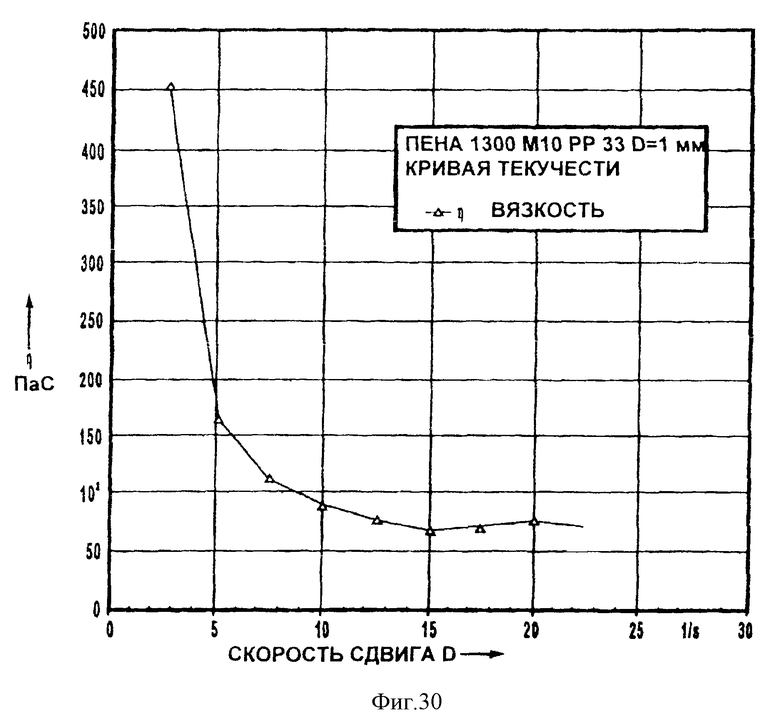
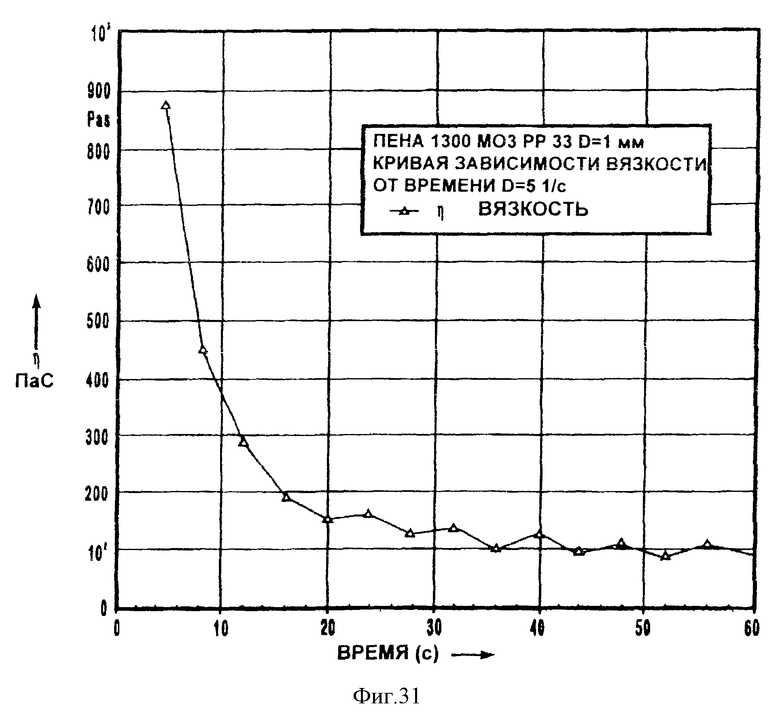
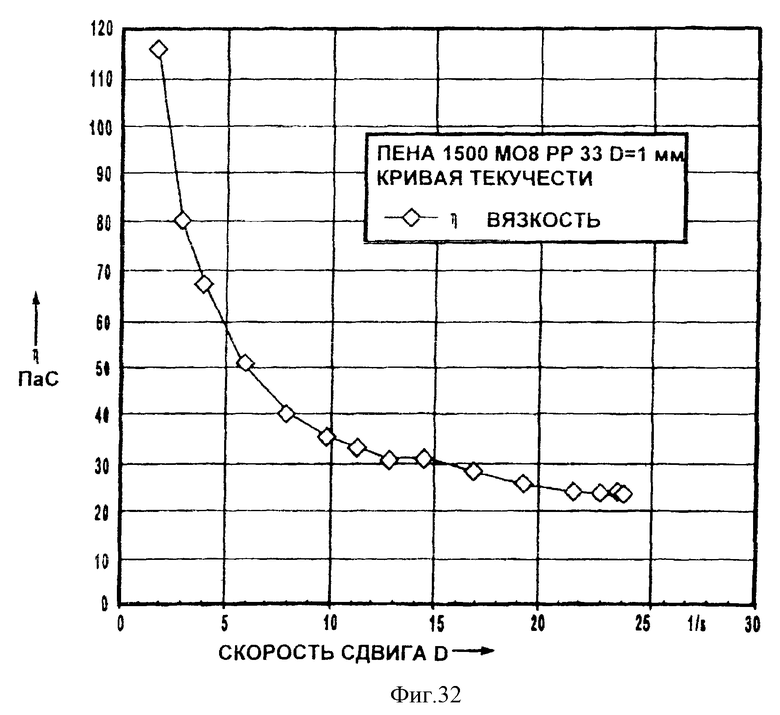
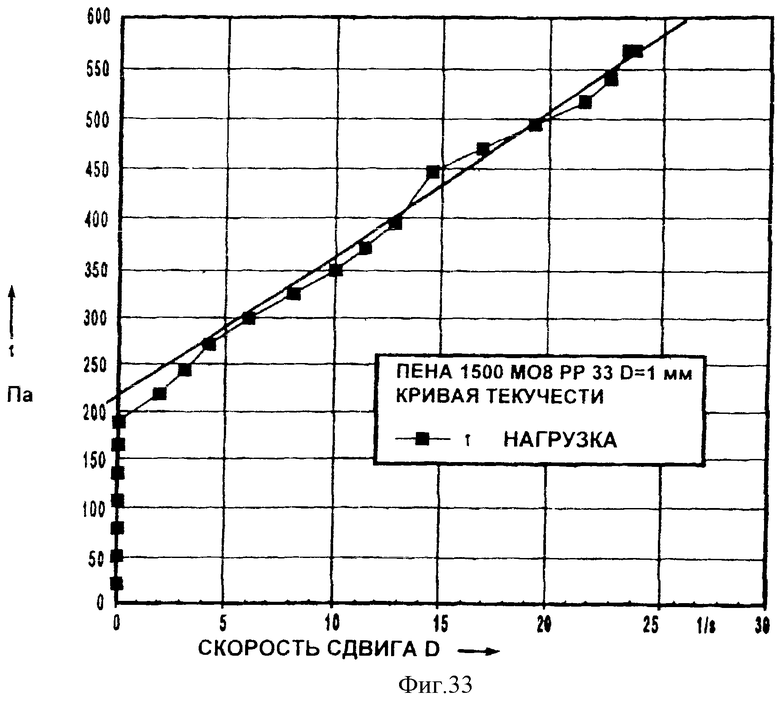
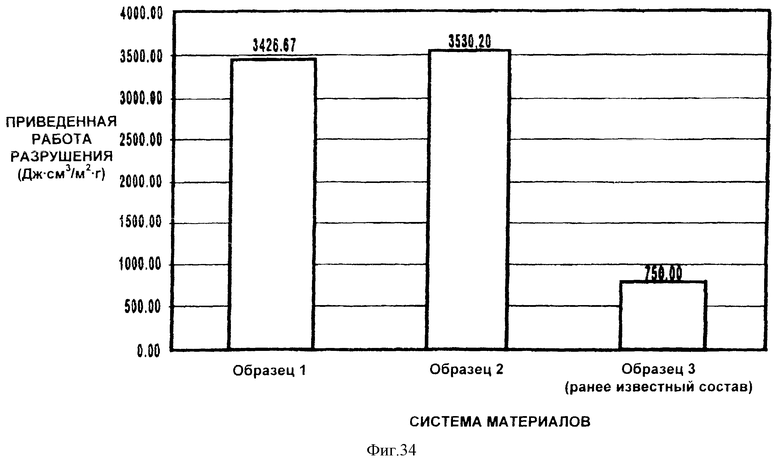
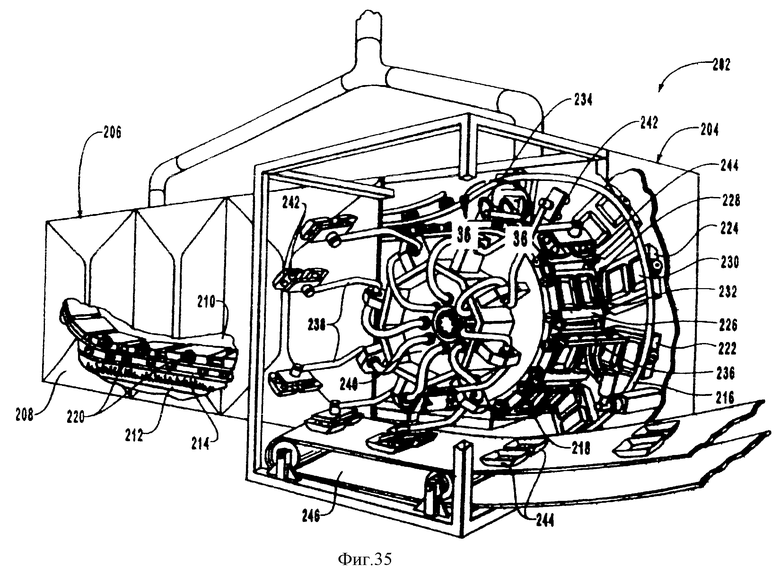
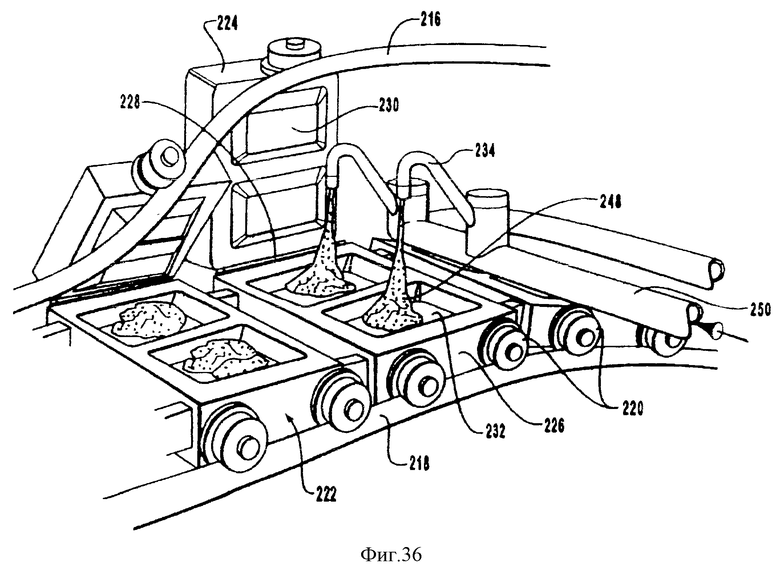
Изобретение относится к методам для изготовления составов на основе крахмала с равномерно распределенными волокнами, которые могут быть использованы для изготовления тарных изделий и упаковочных материалов. Изделия повышенной прочности, достаточной гибкости и ударной вязкости, обладающие ячеистой структурной матрицей с крахмальным связующим, армированной практически равномерно диспергированными волокнами, изготавливают из составов с крахмальным связующим и волоконным наполнителем, имеющих высокий предел текучести за счет наличия в составе жидкой фракции. При двухступенчатом процессе смешивания предварительно замешанная смесь готовится посредством желатинирования части связующего на крахмальной основе или другого загустителя в воде. Волокна предпочтительно должны иметь среднюю длину, превышающую примерно 2 мм, и соотношение длины и диаметра, превышающее примерно 25:1. В предварительно замешанную смесь добавляют оставшуюся порцию связующего на крахмальной основе, воду и другие желательные добавки, такие как средства для смазки технологической формы, неорганические заполнители, пластификаторы, внутренние материалы для образования покрытия или внутренней герметизации и диспергаторы для получения формоустойчивых изделий, обладающих избирательно регулируемой вспененной структурной матрицей. Такие изделия могут заменить изделия, которые в настоящее время изготавливаются из традиционных материалов, таких как бумага, картон, полистирол, пластмасса или другие материалы на органической основе. 5 с. и 85 з.п. ф-лы, 40 ил., 34 табл.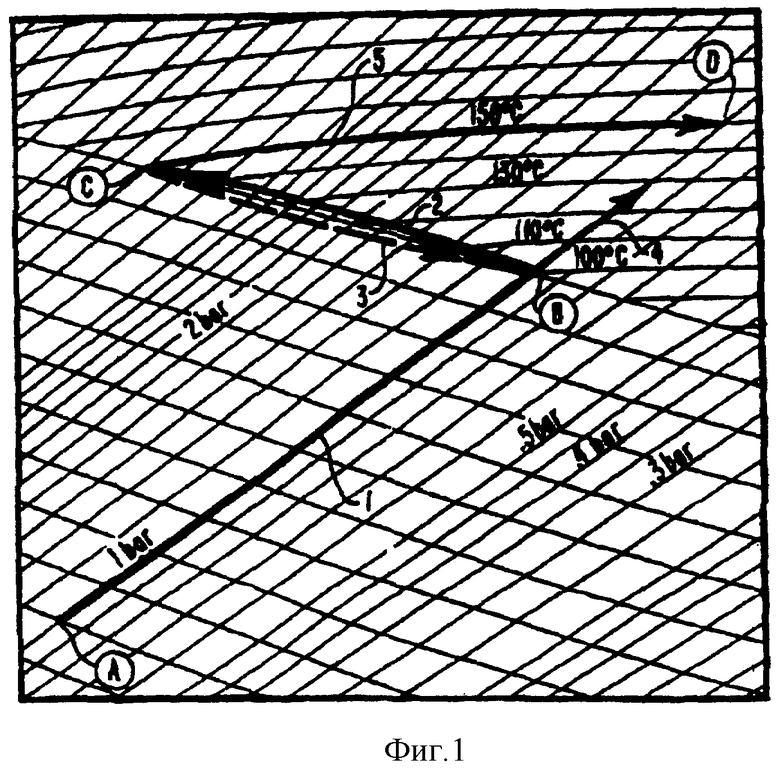
Приоритет по пунктам:
09.12.1994 - по пп.1, 5, 10, 11, 27, 31, 32, 42, 43, 45, 48, 57 - 60, 79 - 81, 83, 86, 87 и 90;
21.10.1994 и 09.12.1994 - по пп.2 - 4, 6 - 9, 12 - 26, 28 - 30, 33 - 41, 44, 49 - 56, 61 - 78, 82, 84, 85, 88 и 89.
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| Шабер | 1987 |
|
SU1509473A1 |
| US 4613627 A, 23.09.1989 | |||
| Огнетушитель | 0 |
|
SU91A1 |

