Изобретение относится к области объемного порционного дозирования сыпучих, вязкотекучих и других материалов, например, порошковых медикаментов, мазей, паст и т. д.
Известен способ объемного порционного дозирования сыпучих материалов, например порошков, основанный на отмеривании требуемой порции материала из бункера с помош,ыо периодически врапдаюш;егося шнека, смонтированного в выпускном патрубке бункера. Недостатки этого способа заключаются в сравнительно невысоких точности, стабильности и производительности дозирования, что во многом зависит от скорости врашения шнека и количества отработанных им оборотов. При вращении шнека со скоростью до 1500 об/мин, и его периодических остановках с частотой до 80 циклов в минуту в результате погрешностей работы и проскальзывания муфты сцепления-тормоза, передающей крутяш,ий момент от электродвигателя к валу привода шнека, шнек при каждом цикле врашения отрабатывает разное количество оборотов. Поскольку величина отмериваемой шнеком дозы пря.мо пропорциональна отработанному количеству оборотов, то погрешности в количестве отработанных оборотов являются частью обш,ей погрешности шнекового дозирования.
порционного шнекового дозирования сыпучих и других материалов.
Указанная цель достигается тем, что в процессе непрерывного вращения шнека с определенной скоростью его нагнетающие витки периодически изолируют, например через одинаковые промежутки времени или через определенное количество оборотов шнека, от расфасовываемого материала, предотвращая
поступление материала, в их спиральную полость. Кроме того, шнек приводят во вращение с синхронной или стабилизированной скоростью при помощи высокооборотного двигателя.
Другой целью изобретения является обеспечение точной дозы расфасовываемого материала и ее регулирование в широком диапазоне.
Это может быть достигнуто несколькими путями:
изменением времени, в течение которого нягнетающие витки шнека не изолированы от расфасовываемого материала;
изменением скорости вращения шнека при постоянной величине времени, в течение которого нагнетающие витки шнека не изолированы от расфасовываемого материала; одновременным изменением скорости вранагнетающие витки шнека не изолированы от расфасовываемого материала. На чертеже, иллюстрирующем данный снособ, схематично показаны два (а и б) принципа изоляции нагнетающих витков щнека от расфасовываемого материала. В выпускном патрубке 1 бункера 2 порционного щнекового дозатора размещен щнек 3 (см. чертеж, а). 111нек вращается с постоянной угловой скоростью, и его нагнетающие витки, находящиеся вне патрубка над днищем, периодически изолируются (перекрываются) от расфасовываемого материала, например, ограждающей втулкой 4, имеющей как вращательное, так и возвратно-поступательное движение в вертикальной плоскости или только возвратно-поступательное. Когда втулка находится в верхнем положении, частицы расфасовываемого материала поступают в нагнетающие витки и отмериваются из бункера. При перемещении ограждающей втулки вниз нагнетающие витки оказываются изолированными (перекрытыми) от расфасовываемого материала и поэтому шнек вращается вхолостую, не производя дозирования. При другом принципе изоляции (см. чертеж, б) шнек непрерывно враш,ается с определенной скоростью и через одинаковые промежутки времени или после определенного количества оборотов периодически перемещается в осевом направлении так, что его нагнетающие витки оказываются расположенными внутри патрубка бункера. Когда щнек находится в верхнем положении и его нагнетающие . витки расположены над поверхностью днища бункера, фасуемый материал заполняет их и транспортируется из бункера. При опускании шнека вниз его нагнетающие витки оказываются расположенными в выпускном патрубке и изолированными от фасуемого материала, поступление которого в шнек лрекрашается, и после опорожнения спиральной канавки шнек вращается вхолостую. Отмериваемую дозу .материала можно регулировать:изменяя время, в течение которого нагнетающие витки шнека не изолированы (не перекрыты) от расфасовываемого материала; изменяя скорость вращения шнека при постоянной величине времени, когда нагнетающие витки шнека не изолированы от фасуемого материала; одновременно изменяя скорость вращения шнека и время, за которое нагнетающие витки щнека не изолированы (не перекрыты) от фасуемого материала. Смена щнеков, как известно, позволяет дозировать материалы в широком диапазоне интервалов масс доз. Преимущества предлагаемого способа состоят:ти, которые возникают в существующих конструкциях порционных шнековых дозаторов вследствие погрешностей при включении и выключении пробуксовывания и износа муфты сцепления-тормоза; в повышении производительности дозирования, например в два-три раза, так как скорость вращения шнека при отсутствии муфты сцепления-тормоза можно увеличить до 3000 об/мин и более против существующей скорости 1000-1500 об/мин; в том, что при увеличении скорости вращения шнека можно без ущерба для его производительности соответственно уменьшить диаметр шнека и получить епде более высокую точность дозирования, так как шнеки меньшего диаметра работают гораздо точнее, чем большего диаметра. ,, Новый способ может найти щирокое применение в формацевтической, пищевой, химической и других отраслях промыщленности, так как на его основе могут быть созданы порционные шнековые дозаторы с большой точностью стабильности и высокой производительностью расфасовки сыпучих и других материалов. Предмет изобретения 1.Способ объемного порционного дозирования материалов, например сыпучих, основанный на отмеривании материала из бункера шнеком при его вращении, отличающийся тем, что, с целью повышения точности, стабильности и производительности дозирования, в процессе непрерывного вращения шнека с определенной скоростью его нагнетающие витки периодически изолируют, например после определенного количества оборотов, от расфасовываемого материала, предотвращая поступление материала в их спиральную полость. 2.Способ по п. 1, отличающийся тем, что, с целью достижения максимально высокой точности производительности дозирования, шнек приводят во вращение с синхронной или стабилизированной скоростью при помощи высокооборотного двигателя. 3.Способ по пп. 1 и 2, отличающийся тем, что, с целью удобства работы, величину дозы расфасовываемого материала рег лируют путем изменения времени, в течение которого нагнетающие витки щнека не изолированы от расфасовываемого материала. 4.Способ по пп. 1 и 2, отличающийся тем, что, с целью удобства работы, величину дозы расфафвываемого материала регулируют, изменяя скорость -вращения шнека при постоянной величине времени, в течение которого нагнетающие витки шнека не изолированы от расфасовываемого материала. 5.Способ по пп. 1 и 2, отличающийся тем, что, с целью удобства работы, величину дозы расфасовываемого материала и производительность дозирования регулируют путем
одновременного изменения скорости вращения шнека и времени, в течение которого наот
гнетающие витки шнека не изолированы расфасовываемого материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОРЦИОННЫЙ ШНЕКОВЫЙ ДОЗАТОР | 1970 |
|
SU284903A1 |
| СПОСОБ ДОЗИРОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1969 |
|
SU233238A1 |
| Порционный шнековый дозатор | 1972 |
|
SU523287A1 |
| Способ порционного шнекового дозирования сыпучих продуктов | 1972 |
|
SU462993A1 |
| СПОСОБ ПЕРИОДИЧЕСКОГО ВЕСОВОГО ДОЗИРОВАНИЯ | 2019 |
|
RU2733737C1 |
| Порционный дозатор сыпучих материалов | 1972 |
|
SU930016A1 |
| УСТРОЙСТВО для ОБЪЕМНОГО ДОЗИРОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1969 |
|
SU233239A1 |
| УСТРОЙСТВО для ОБЪЕМНОГО ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ | 1969 |
|
SU242436A1 |
| Устройство для дозирования сыпучих материалов | 1978 |
|
SU771469A1 |
| ШНЕКОВЫЙ ДОЗАТОР | 2004 |
|
RU2259313C1 |
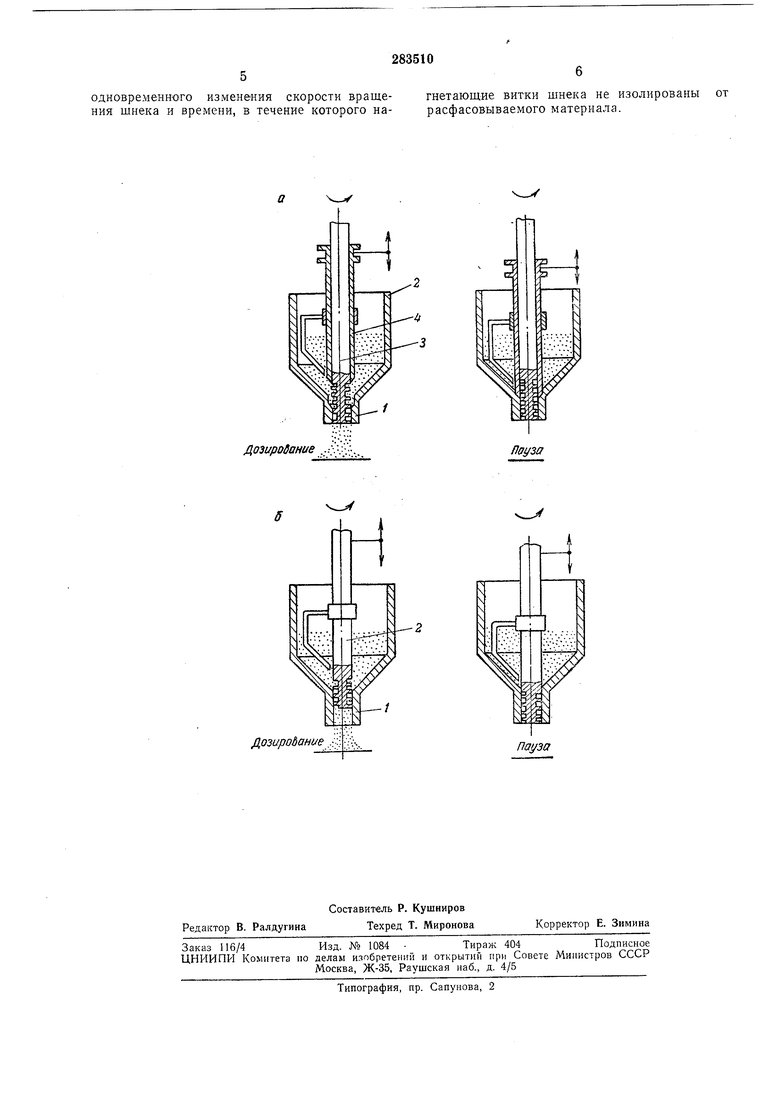
Дозирование ..-;-.;;;..
Пауза
Дозиробание ,.;
Пауза
