Изобретение относится к пищевой промышленности, а именно к способам весового периодического дозирования сыпучих материалов, в том числе мелкодисперсионных, а также склонных к комкованию.
Известен способ порционного шнекового дозирования сыпучих продуктов [Пат. SU 462993, МПК G01F 11/00. Способ порционного шнекового дозирования сыпучих продуктов / Мееркоп Г.Е.; заявитель и патентообладатель Мееркоп Г.Е. - 1839572/18-10; заявл. 05.03.1975; опубл. 06.06.1975], включающий периодическое вращение шнека, размещенного в емкости с входным патрубком и перекрываемого заслонкой. Объем свободного пространства во внутренней полости выходного патрубка делают равным или превышающим объем отмериваемой дозы. Согласно данному способу выходное отверстие патрубка перекрывают на регулируемый период во время вращения шнека, в начальный или конечный момент его вращения. Во время вращения шнека осуществляют отмеривание необходимой дозы. Вращение шнека останавливают. При неподвижном шнеке открывают заслонку и высыпают отмеренную дозу продукта в тару.
Недостатком известного способа порционного шнекового дозирования сыпучих продуктов является низкая производительность, обусловленная потерями времени из-за необходимости остановки питающего устройства (шнека) на время высыпания отмеренной дозы продукта.
Известен способ дозирования с использованием весового дозатора [Пат. 2163357 Российская федерация, МПК G01G 13/28 (2000.01), G01F 13/00 (2000.01). Весовой дозатор с автоматическим управлением / Белоносов А.И., Хайкинсон Я.М.; заявитель и патентообладатель ООО «Мировые технологии». - 99110794/28; заявл. 21.05.1999; опубл. 20.02.2001. Бюл. №5] с автоматическим управлением, содержащего приемный бункер, установленный на тензодатчиках, соединенных с измерительным устройством, и привод вращения. Бункер выполнен в виде корпуса, внутри которого размещена чашка, имеющая форму цилиндра со срезанной параллельно его образующей поверхностью. На корпусе закреплены два патрубка, один из которых расположен над открытой поверхностью чашки, а второй - симметрично первому под чашкой. Ось цилиндра через привод вращения соединена с выходным валом двигателя с возможностью разворота оси на 180°, а измерительное устройство выполнено в виде порогового датчика веса и электрически связано с двигателем, причем двигатель выполнен в виде электро- или пневмодвигателя роторного типа.
Недостатком известного способа дозирования с использованием весового дозатора является низкая производительность, обусловленная необходимостью остановки подачи дозируемого материала на время поворота чашки на 180°, а также на время высыпания продукта, поворота чашки для возврата в исходное положение.
Наиболее близким по своей сущности и взятым за прототип является известный способ весового дозирования [Дозаторы: объемный и весовой. - Электронный ресурс: https://packtech.com.ua/servis/stati/28-dozatory-ob-emnyj-i-vesovoj, дата обращения 06.10.2019] заключающийся в следующем. Оператор выставляет желаемый вес дозы. После запуска дозатора электронный управляющий блок подает сигнал на вибролоток, который, вибрируя с заданной амплитудой, перемещает (насыпает) продукт из бункера дозатора во взвешивающий ковш. Наполнение ковша контролируется тензодатчиком передающим сигнал на электронный управляющий блок. При достижении заданной дозы электронный управляющий блок резко останавливает вибролоток и открывает ковш, высыпая его содержимое. Далее, ковш закрывается, и процедура повторяется вновь.
Недостатком известного способа весового дозирования является низкая производительность, обусловленная значительными потерями времени из-за не обеспечения беспрерывной работы вибролотка и необходимости остановки вибролотка на период, включающий: время открытия ковша, а также на высыпание дозы из ковша и закрытие ковша.
Технический результат предлагаемого способа периодического весового дозирования заключается в повышении производительности за счет обеспечения периодичность дозирования при непрерывной работе подающего продукт вибролотка, а также в повышении точности дозирования при дозировании малых доз комкующихся материалов.
Достигается технический результат тем, что в способе периодического весового дозирования в дозаторе, содержащем вибролоток с приводом и взвешивающий ковш с двумя независимыми секциями, включающем задание желаемого веса дозы, включение привода вибролотка, задание амплитуды вибрирования вибролотка, перемещение продукта из бункера дозатора по вибролотку, контролируемое весовое наполнение взвешивающего ковша, высыпание отмеренной дозы продукта из взвешивающего ковша в тару, осуществляют контролируемое весовое наполнение одной секции взвешивающего ковша продуктом, перемещаемым по вибролотку, при достижении заданного веса дозы подачу продукта в него прекращают, без остановки работы вибролотка перенаправляют поток продукта с вибролотка в другую секцию взвешивающего ковша, осуществляют контролируемое весовое ее наполнение, во время наполнения одной секции устанавливают тару под выгружным зевом взвешивающего ковша, при нахождении тары под выгружным зевом взвешивающего ковша, наполненного заданной дозой продукта, осуществляют опорожнение заполненной секции взвешивающего ковша, заполненную тару убирают, цикл повторяется, во время работы управляют скоростью смены тары, находящейся под выгружным зевом взвешивающего ковша, амплитудой и частотой колебаний вибролотка таким образом, чтобы время наполнения одной секции взвешивающего ковша было бы больше, чем время опорожнения другой секции с учетом времени смены заполненной тары, находящейся под выгружным зевом взвешивающего ковша, на тару, подлежащую заполнению.
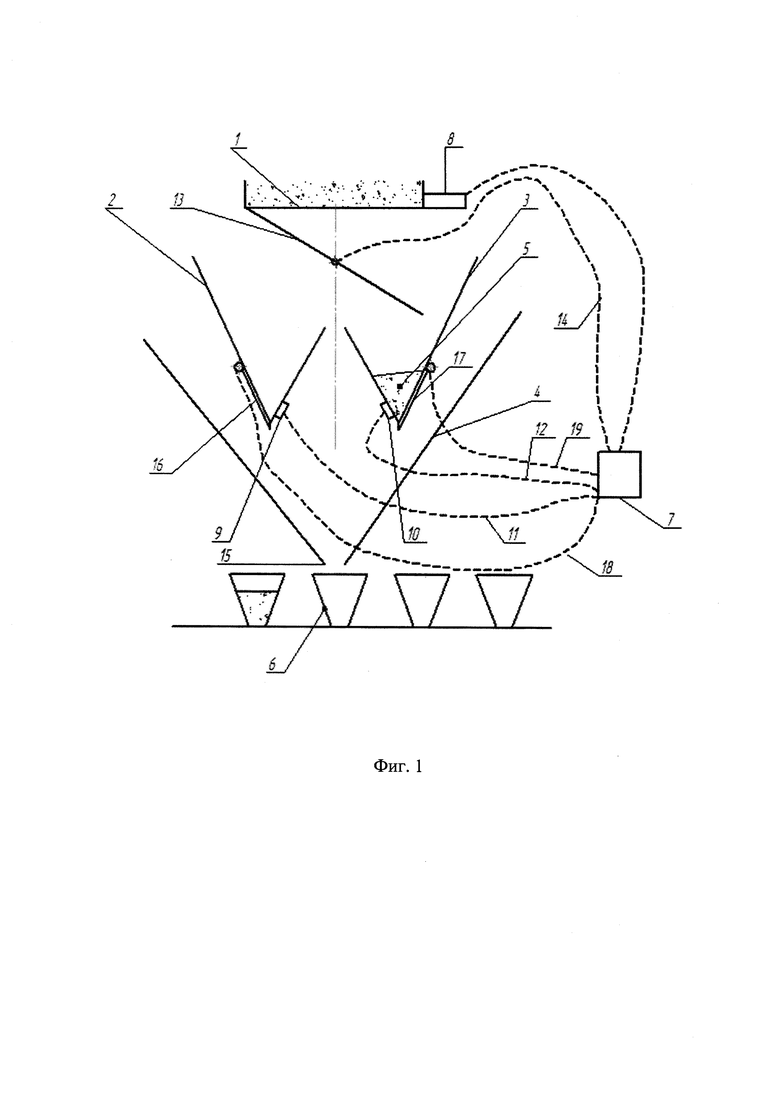
На фиг. 1 представлена схема реализации способа периодического весового дозирования при одной заполненной продуктом секции взвешивающего ковша. На фиг. 2 представлена схема реализации способа периодического весового дозирования при опорожнении одной секции взвешивающего ковша и одновременном заполнении продуктом другой его секции.
Способ периодического весового дозирования в дозаторе, содержащем вибролоток 1 с приводом и взвешивающий ковш 4 с двумя независимыми секциями 2, 3, включает задание желаемого веса дозы, включение привода вибролотка 1, задание амплитуды вибрирования вибролотка, перемещение продукта из бункера дозатора по вибролотку 1, контролируемое поочередное весовое наполнение двух секций 2, 3 взвешивающего ковша 4. Перенаправление потока продукта между секциями 2, 3 осуществляют посредством поворотной заслонки 13. При наполнении одной из секций, например, секции 2 взвешивающего ковша 4 контролируют вес, заполняющего ее продукта 5 с помощью тензодатчика 9. При достижении продуктом в секции 2 взвешивающего ковша заданной массы дозы подачу в нее продукта прекращают путем перенаправления потока продукта с вибрирующего вибролотка 1 в другую секцию - секцию 3 взвешивающего ковша 4. Во время наполнения секции 3 взвешивающего ковша под выгружной зев взвешивающего ковша устанавливают тару 6. При нахождении тары под выгружным зевом взвешивающего ковша осуществляют опорожнение заполненной секции взвешивающего ковша в тару 6. Заполненную тару убирают. При достижении весом продукта 5, поступающего в секцию взвешивающего ковша 3, заданного значения дозы, подачу в нее продукта прекращают путем перенаправления потока продукта с вибрирующего вибролотка 1 в уже пустую секцию 2 взвешивающего ковша. Под выгружной зев взвешивающего ковша устанавливают пустую тару 6, куда осуществляется опорожнение заполненной секции 3. Цикл работы повторяют.
Во время работы управляют скоростью смены тары, устанавливаемой под выгружным зевом взвешивающего ковша, амплитудой и частотой колебаний вибролотка таким образом, чтобы время наполнения одной секции взвешивающего ковша было бы больше, чем время опорожнения другой секции с учетом времени смены заполненной тары, находящейся под выгружным зевом взвешивающего ковша, на тару, подлежащую заполнению. Реализуется способ следующим образом.
Оператор с использованием электронного управляющего блока 7 задает желаемый вес дозы и включает привод 8 вибролотка 1. Путем воздействия вибрационных колебаний продукт из бункера по вибролотку перемещают и насыпают в одну из секций 2 или 3 взвешивающего ковша 4. Во время наполнения секции ковша продуктом осуществляют контроль его веса. Контроль веса может быть осуществлен по сигналу с тензодатчиков 9, 10, установленных в каждой из секций 2, 3 взвешивающего ковша 4 и связанных с электронным управляющим блоком сигнальными линиями 11, 12. При наполнении секции взвешивающего ковша продуктом дозой заданного веса подачу продукта в нее прекращают путем перенаправления потока продукта с вибрирующего вибролотка в другую секцию взвешивающего ковша. Это может быть реализовано путем установки на пути подачи продукта от вибродозатора к секциям взвешивающего ковша поворотной заслонки 13, выполненной в виде коромысла, которая занимая наклонное положение направляет поток продукта в одну из секций взвешивающего ковша, препятствуя его движению в другую секцию. Поворот заслонки 13 осуществляется по сигналу, подаваемому по сигнальной линии 14, с электронного управляющего блока 7. Во время наполнения одной секции взвешивающего ковша устанавливают тару 6 под выгружной зев 15 взвешивающего ковша 4. При нахождении тары 6 под выгружным зевом 15 взвешивающего ковша осуществляют опорожнение заполненной секции взвешивающего ковша в тару, например, путем открытия поворотной заслонки 16, 17, выполненной в нижней части каждой из секций 2, 3 взвешивающего ковша 4. После опорожнения секции ковша его поворотную заслонку закрывают. Управляющий сигнал на открытие и закрытие поворотной заслонки подается по сигнальным линиям 18, 19 с электронного управляющего блока 7. Заполненную тару убирают и вместо нее под выгружной зев взвешивающего ковша устанавливают новую, подлежащую заполнению тару. Цикл работы повторяется.
Во время работы электронный управляющий блок 7 управляет скоростью смены тары, устанавливаемой под выгружным зевом взвешивающего ковша, амплитудой и частотой колебаний вибролотка таким образом, чтобы время наполнения одной секции взвешивающего ковша было бы больше, чем время опорожнения другой секции с учетом времени смены заполненной тары, находящейся под выгружным зевом взвешивающего ковша, на тару, подлежащую заполнению. Это позволяет обеспечить периодичность дозирования при непрерывном потоке продукта, т.е. без остановки работы вибролотка.
Благодаря тому, что контролируемое поочередное весовое наполнение секций взвешивающего ковша осуществляют путем перенаправления потока продукта из одной секции в другую, обеспечивается повышение производительности за счет безостановочной работы вибролотка, т.е. без пауз в работе характерных для прототипа.
Благодаря тому, что во время смены заполненной тары на тару, подлежащую заполнению, опорожнения одной секции взвешивающего ковша, осуществляется контролируемое весовое наполнение другой его секции сохраняется периодичность дозирования при непрерывной работе подающего продукт вибролотка.
При дозировании комкующихся материалов в момент пуска и остановки механизма подачи - вибролотка нарушается равномерность подачи материала, что обусловлено силами инерции и слеживанием материала (комкованием) в момент отсутствия вибрации. За счет безостановочной работы механизма подачи вибролотка при дозировании малых доз комкующихся материалов повышается точность дозирования.
БИБЛИОГРАФИЯ
1. Пат. SU 462993, МПК G01F 11/00. Способ порционного шнекового дозирования сыпучих продуктов / Мееркоп Г.Е.; заявитель и патентообладатель Мееркоп Г.Е. - 1839572/18-10; заявл. 05.03.1975; опубл. 06.06.1975.
2. Дозаторы: объемный и весовой. - Электронный ресурс: https://packtech.com.ua/servis/stati/28-dozatory-ob-emnyj-i-vesovoj, дата обращения 06.10.2019.
3. Дозаторы: объемный и весовой. - Электронный ресурс: https://packtech.com.ua/servis/stati/28-dozatory-ob-emnyj-i-vesovoj, дата обращения 06.10.2019.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДОЗАТОР ВЕСОВОЙ | 2019 |
|
RU2721720C1 |
| УСТРОЙСТВО ДЛЯ ВЕСОВОГО ДОЗИРОВАНИЯ СЫПУЧИХ И МЕЛКОШТУЧНЫХ ПРОДУКТОВ | 2001 |
|
RU2196713C1 |
| Автоматический весовой дозатор | 1961 |
|
SU146987A1 |
| РОТОРНЫЙ КОМБИНАЦИОННЫЙ ДОЗАТОР | 2004 |
|
RU2311324C2 |
| ПОРЦИОННЫЙ ДОЗАТОР ПОРОШКОВЫХ МАТЕРИАЛОВ | 1969 |
|
SU241039A1 |
| Устройство для упаковки в тару штучных изделий из ферромагнетиков | 1982 |
|
SU1050974A1 |
| Дозирующее устройство для штучных продуктов | 1986 |
|
SU1425462A1 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
| ОБЪЕМНЫЙ ДОЗАТОР ЖИДКОСТИ | 2004 |
|
RU2271520C1 |
| Устройство для упаковки штучных изделий в тару | 1977 |
|
SU737303A1 |

Изобретение относится к пищевой промышленности, а именно к способам весового периодического дозирования сыпучих материалов, в том числе мелкодисперсионных. Способ включает в себя задание желаемого веса дозы, включение привода вибролотка, задание амплитуды вибрирования вибролотка, перемещение продукта из бункера дозатора по вибролотку, контролируемое весовое наполнение одной секции взвешивающего ковша продуктом, перемещаемым по вибролотку, при достижении заданного веса дозы подачу продукта в него прекращают, без остановки работы вибролотка перенаправляют поток продукта с вибролотка в другую секцию взвешивающего ковша, осуществляют контролируемое весовое ее наполнение. Во время наполнения одной секции устанавливают тару под выгружным зевом взвешивающего ковша, при нахождении тары под выгружным зевом взвешивающего ковша, наполненного заданной дозой продукта, осуществляют опорожнение заполненной секции взвешивающего ковша, заполненную тару убирают, цикл повторяется. Техническим результатом является повышение производительности, а также повышение точности дозирования при дозировании малых доз комкующихся материалов. 2 ил.
Способ периодического весового дозирования в дозаторе, содержащем вибролоток с приводом и взвешивающий ковш с двумя независимыми секциями, включающий задание желаемого веса дозы, включение привода вибролотка, задание амплитуды вибрирования вибролотка, перемещение продукта из бункера дозатора по вибролотку, контролируемое весовое наполнение взвешивающего ковша, высыпание отмеренной дозы продукта из взвешивающего ковша в тару, отличающийся тем, что осуществляют контролируемое весовое наполнение одной секции взвешивающего ковша продуктом, перемещаемым по вибролотку, при достижении заданного веса дозы подачу продукта в него прекращают, без остановки работы вибролотка перенаправляют поток продукта с вибролотка в другую секцию взвешивающего ковша, осуществляют контролируемое весовое ее наполнение, во время наполнения одной секции устанавливают тару под выгружным зевом взвешивающего ковша, при нахождении тары под выгружным зевом взвешивающего ковша, наполненного заданной дозой продукта, осуществляют опорожнение заполненной секции взвешивающего ковша, заполненную тару убирают, цикл повторяется, во время работы управляют скоростью смены тары, находящейся под выгружным зевом взвешивающего ковша, амплитудой и частотой колебаний вибролотка таким образом, чтобы время наполнения одной секции взвешивающего ковша было бы больше, чем время опорожнения другой секции с учетом времени смены заполненной тары, находящейся под выгружным зевом взвешивающего ковша, на тару, подлежащую заполнению.
| US 4266691 A1, 12.05.1981 | |||
| КОМБИНАЦИОННЫЙ ДОЗАТОР | 2007 |
|
RU2351513C1 |
| RU 70492 U1, 27.01.2008 | |||
| KR 101073335 B1, 12.10.2011 | |||
| CN 105157797 A, 16.12.2015 | |||
| СПОСОБ СУЛЬФАТИЗАЦИИ СВИНЦОВЫХ КЕКОВ | 0 |
|
SU164121A1 |

