В основном авторском свидетельстве №28384 описан способ анодного протравления металлов для получения отверстий выемок и резки их с применением устройства, в качестве катода которого берется перемещаемая вглубь обрабатываемого металла по мере его растворения металлическая трубка, по которой непрерывно подаются свежий электролит взамен отработанного. Подвижной катод снаружи может быть окружен трубкой из изолирующего материала. Предлагаемое видоизменение указанного устройства состоит в том, что для получения отверстий некруглого сечения с целью улучшения локализации процесса растворения окружающая катод изолирующая трубка снабжена по углам вертикально расположенными прорезами и покрыта снаружи электропроводным слоем из материала, практически не поддающегося действию электролита.
На чертеже фиг. 1 и 2 изображают осевые разрезы, фиг. 3 и 4 - соответственно поперечные разрезы устройства для получения отверстий квадратного сечения; фиг. 5 и 7 - осевой разрез и вид сбоку видоизмененного устройства; фиг. 6 - разрез по OO на фиг. 5, и фиг. 8 - разрез по OO на фиг. 7.
При получении отверстий сложных конфигураций, т.-е. таких, у которых замкнутая линия, ограничивающая поперечное сечение, уклоняется от формы круга, конфигурация отверстия зависит не только от формы изолирующей трубки В, но и от формы электрода. Так, например, при квадратном отверстии (фиг. 1, 3) изолирующая трубка и электрод должны быть квадратными. Кроме того, чем ближе электрод А расположен к стенкам трубки В (фиг. 2, 4) и к поверхности обрабатываемого металла, тем точнее очертания отверстия приближаются к форме трубки. Это происходит вследствие того, что линия (K или L), ограничивающая площадь растворения металла, повторяет очертания электрода. Для уменьшения расстояния между электродом А и внутренними стенками изолирующей трубки В при осуществлении сложных отверстий применяется металлическое кольцо С (фиг. 5, 6), расположенное у рабочего конца электрода А, электрически с ним соединенное и плотно прилегающее к стенкам трубки В. Однако, этого оказывается недостаточно при производстве выемок, периметр поперечного сечения которых имеет углы (фиг. 6 и 8). В этом случае для получения требуемых очертаний нужно усилить процесс расстворения металла в углах трубки В, что и осуществляется прорезами М и N (фиг. 7, 8). Только при наличии этих прорезов углы будут резко очерчены, и выемка получит желаемые очертания. Для улучшения локализации процесса растворения поверхность трубки можно делать электропроводной, например, покрывая слоем металла Д (фиг. 5, 6); последний кроме того увеличивает механическую прочность трубки. Металл или соответствующий проводники не должны поддаваться действию электролита.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ анодного протравления металлов | 1928 |
|
SU28384A1 |
| Способ шабровки и отделки металлических поверхностей и устройство для осуществления этого способа | 1931 |
|
SU34253A1 |
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ УПАВШИХ В СКВАЖИНУ ТРУБ | 2012 |
|
RU2496969C1 |
| РАЗРЯДНАЯ ТРУБКА | 1925 |
|
SU3992A1 |
| ХИРУРГИЧЕСКИЙ ИНСТРУМЕНТ С ЭЛЕКТРОДОДЕРЖАТЕЛЕМ | 2015 |
|
RU2670681C9 |
| ФИГУРНЫЕ КЛЮЧЕВИНЫ ДЛЯ ЗАМКОВ | 1924 |
|
SU1037A1 |
| УСТРОЙСТВО ОТОБРАЖЕНИЯ ПЛОСКОГО ТИПА | 1990 |
|
RU2095879C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФНОГО ИЗОБРАЖЕНИЯ НА МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2017 |
|
RU2666658C1 |
| РЕНТГЕНОВСКАЯ ТРУБКА С НАКАЛИВАЕМЫМ КАТОДОМ | 1924 |
|
SU5792A1 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ НА ЧАСТИ СНАРУЖИ УПАВШИХ В СКВАЖИНУ ТРУБ МЕТОДОМ АНОДНОГО РАСТВОРЕНИЯ | 2012 |
|
RU2507373C1 |
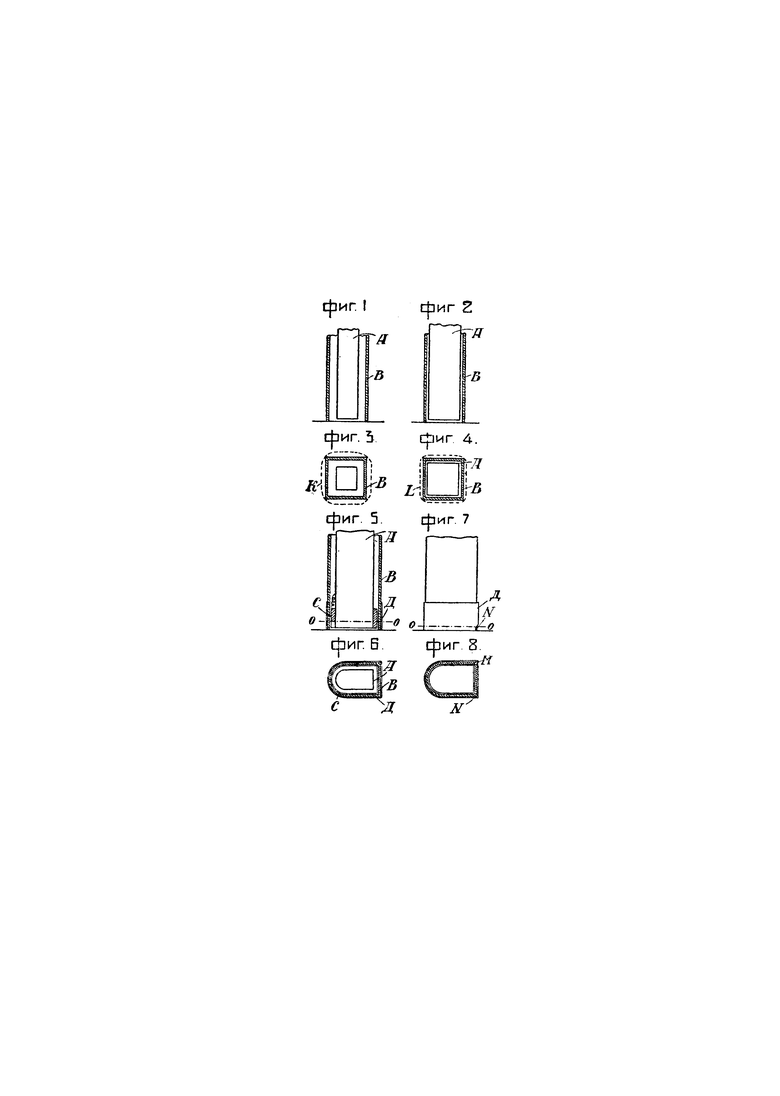
1. Видоизменение устройства по авторскому свидетельству №28384, назначенного для получения отверстий некруглого, сечения, отличающееся тем, что, с целью улучшения локализации процесса растворения, окружающая катод изолирующая трубка В снабжена по углам вертикально расположенными прорезами M, N и покрыта снаружи электропроводным слоем Д из материала, практически не поддающегося действию электролита (фиг. 5, 6, 7 и 8).
2. В устройстве по п. 1 применение расположенного у рабочего конца электрода металлического кольца С, электрически соединенного с электродом А, с целью уменьшения расстояния между электродом и внутренними стенками изолирующей трубки В (фиг. 5 и 6).
