Предлагаемое изобретение предназначается для замены простой вальцовки с гладким роликом и имеет целью получить надежную и правильную развальцовку.
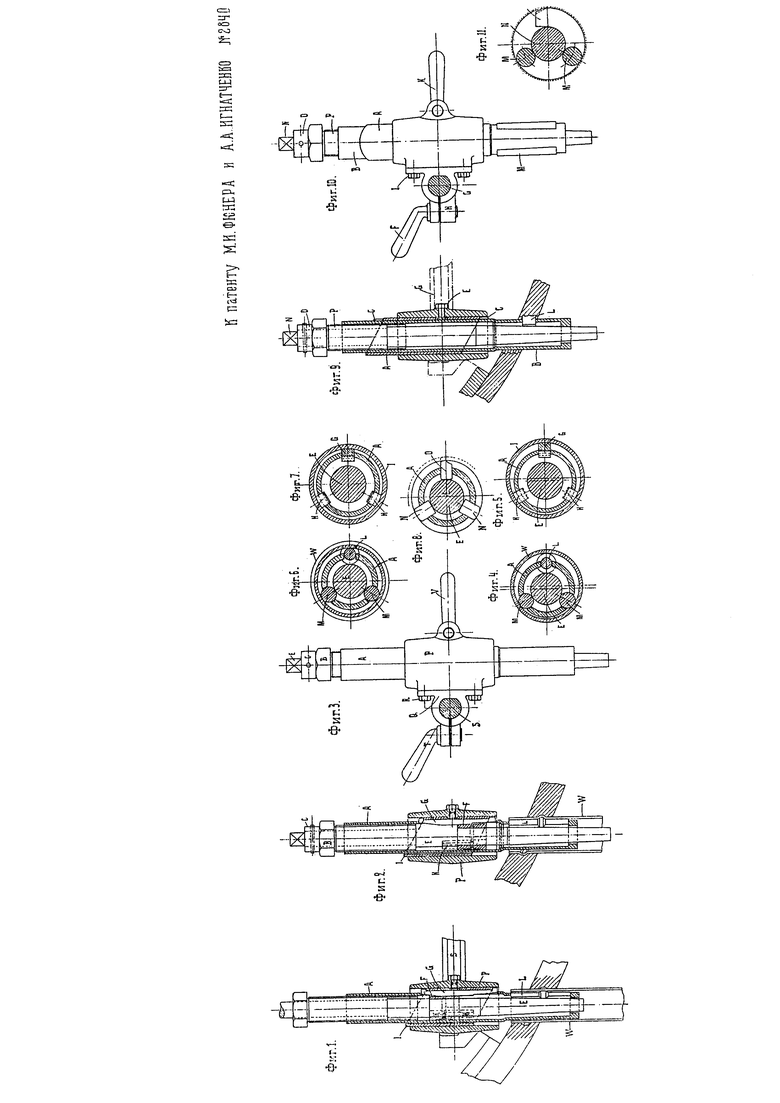
На фиг. 1-8 изображено предлагаемое приспособление и поясняется предлагаемый способ, а на фиг. 9-11 - вариант расточки вальцовки.
Приспособление, изображенное на фиг. 1-8, предназначается, главным образом, для котлов с высоким давлением пара. Соединение, показанное на фиг. 2 (где труба W, подвергнувшись деформации, образует выпуклый поясок на своей поверхности, который затем как бы является замком), препятствует трубе вырываться из места завальцовки. Таких поясков-замков можно при желании расположить по длине трубы сколько угодно, что создает условие, при котором сила, вырывающая трубу, скорее разорвет последнюю, чем нарушит соединение трубы с решеткой. Все вышесказанное будет иметь место, если в заранее заготовленные пазы в решетке вдавить так трубу, чтобы не произошло перерезания трубы роликом о край паза; для этого надо, чтобы ролик при вальцевании катился по кривой, математически точно отвечающей кривой вырезанного в решетке паза. Предлагаемое изобретение имеет целью выполнить это условие: приспособление должно не только завальцовыватъ трубу, но с того же самого копира затачивать пазы-лабиринты в решетках. Другими словами, приспособление сначала заготовляет пазы в решетках (форма последних может быть какой угодно кривизны, а расположение очка в решетке построено даже для нерадиальной завальцовки трубы), а потом в заготовленные пазы, тем же приспособлением, завальцовывается, по способу описанному выше, самая труба. Эта операция проделывается следующим образом: в котельный барабан или камеру котла укрепляется стержень S, который несет цилиндрическую, разжимающуюся втулку Р. Последняя может перемещаться в ту и другую сторону по длине стержня S до тех пор, пока ось втулки не совпадет с геометрической осью очка в решетке, после чего развальцовка, снаряженная, согласно фиг. 8, двумя вкладышами N и одним резцом O, которая связана с копиром I при помощи вкладышей G, вкладывается во втулку Р с таким расчетом, чтобы конец вальцовки вошел в решетку (что устанавливается и проверяется шаблоном, который вкладывается между решеткой и вкладышем G). Когда вальцовка, таким образом, снаряжена и установлена, ее фиксируют копиром I посредством зажима V, сделанном во втулке Р на соответствующем месте, следя за тем, чтобы шпоночный винт X попал в соответствующий паз копира I.
Работа заготовки канавок ничем не отличается от работы вальцования, где также, поджимая конусное веретено Е при помощи гайки В, сообщают нужную подачу резцу, вращая всю развальцовку за обойму А. В неподвижном копире I вырезают материал решетки по копиру I фасонным резцом O; в случае, если понадобилось бы получить канавку, расположенную в решетке по плоскости нормальной к оси очка, копир будет иметь концевые части, заточенные и лежащие в плоскости, нормальной к оси приспособления. Заготовив таким образом канавки, в очко вставляют трубу, а вальцовку снаряжают, согласно фиг. 4 и 6, т.-е. двумя роликами плоскими, гладкими и одним фасонным и, проделывая те же манипуляции, вжимают по копиру I фасонным роликом трубу в заготовленную ранее по копиру фасонную канавку; таких канавок будет столько, сколько режущих лезвий будет иметь резец и сколько фасонных горбылей имеет потом ролик.
Приспособление состоит из обоймы А, снабженной вкладышами G, и копира I, представляющем полую стальную каленую трубу с краями, заправленными под фасон той или иной кривой, вследствие чего, если зафиксировать неподвижно копир вальцовки, а вальцовке сообщить некоторую угловую скорость, вальцовка может получить осевые перемещения, строго отвечающие всякий раз определенному углу поворота вальцовки. Фиксирующее приспособление позволяет придавать любое положение в пространстве обойме А и копиру I, что видно из конструкций соединений частей S, Q и P. Для работы вальцовка снаряжается либо двумя гладкими роликами и одним фасонным резцом, конструкции, указанной на фиг. 8, в том случае, когда надо выбрать канавки в решетке, либо двумя гладкими и одним фасонным роликом в случае, если надо трубу закатать в заготовленное гнездо.
Если сопоставить два изображенные на фиг. 4 и 6 положения, т.-е. момент начала вальцования и конец, то видно будет, что сама вальцовка совершает перемещения в сторону фасонного ролика, параллельно собственной оси. Чтобы дать ей возможность совершать эти движения, в неподвижном копире устроен механизм, согласно фиг. 1 и 2. Он состоит из втулки Р, которая одета на веретено Е и вкладыш G, которые ходят в пазах корпуса обоймы А, своими заплечиками упираясь о копир (заплечиками снабжен только один вкладыш).
Приспособление, изображенное на фиг. 9-11, предназначается, главным образом, для случаев ремонта котлов с нормальным давлением. В этом случае А представляет копир, а B обойму, в которой покоятся два ролика M и М и резец L, распираемые конусным веретеном N. На последнюю нажимает гайка Р. Пройдя этим приспособлением очко, вкладывают трубу, и последнюю обдавливают простой вальцовкой.
1. Способ нарезания внутренних кольцевых канавок в радиальных и нерадиальных стенках отверстий для труб при помощи развальцовки, с последовательной раскаткой труб, характеризующийся нарезанием канавок при помощи резца, вставляемого в развальцовку вместо одного из роликов, укреплением развальцовки в надлежащее положение относительно отверстия и приданием развальцовке при вращении принудительного возвратно-поступательного движения.
2. Приспособление для производства работ по указанному в п. 1 способу, характеризующееся применением удлиненной обоймы А (фиг. 1, 2 и 3), обхватывающей в рабочей части при раскатке труб удлиненные ролики М (фиг. 4) и фасонный ролик L, а при нарезании канавок - вкладыш N и резец 0 (фиг. 8), и снабженного в направляемой части прорезами для вкладышей H и G, из коих удлиненный вкладыш G обхватывает копир I с профилем, согласованным с контуром гнезда в котле, каковой копир зажат в направляющей втулке Р, укрепляемой в разных положениях на прочно соединенном с котлом стержне S.
