1
Изобретение относится к области раздачи диаметра труб обработкой давлением.
Известна вальцовка для труб,содержащая смонтированные в корпусе деформир тощие ролики и взаимодействующий с ними опорный стержень, а также перемещающуюся по корпусу обойму 1.
Однако в известной конструкции вальцовки ввод инструмента в трубу и вальцевание при выводе инструмента из трубы осуществляется с самоподачей, при этом значительная часть рабочего времени затрачивается на . ввод вальцовки в трубу. Кроме того, для изгленения направления осевого движения вальцовки в трубе необхо.димо изменение направления ее вращения (реверсирование привода), Практически при развальцовке каждой трубы приходится дважды реверсировать привод. Это утомляет рабочего и требует дополнительных затрат рабочего времени.
Целью изобретения является повышение производительности труда.
Цель достигается тем, что на нерабочем конце опорного стержня выполнен буртик, в обойме выполнены
радиальные отверстия, а в корпусе осевые пазы, при этом вальцовка снабжена штифтами, установленными в отверстиях обоймы, проходящими че5 рез пазы в корпусе и взаимодействующими с буртиком опорного стержня.
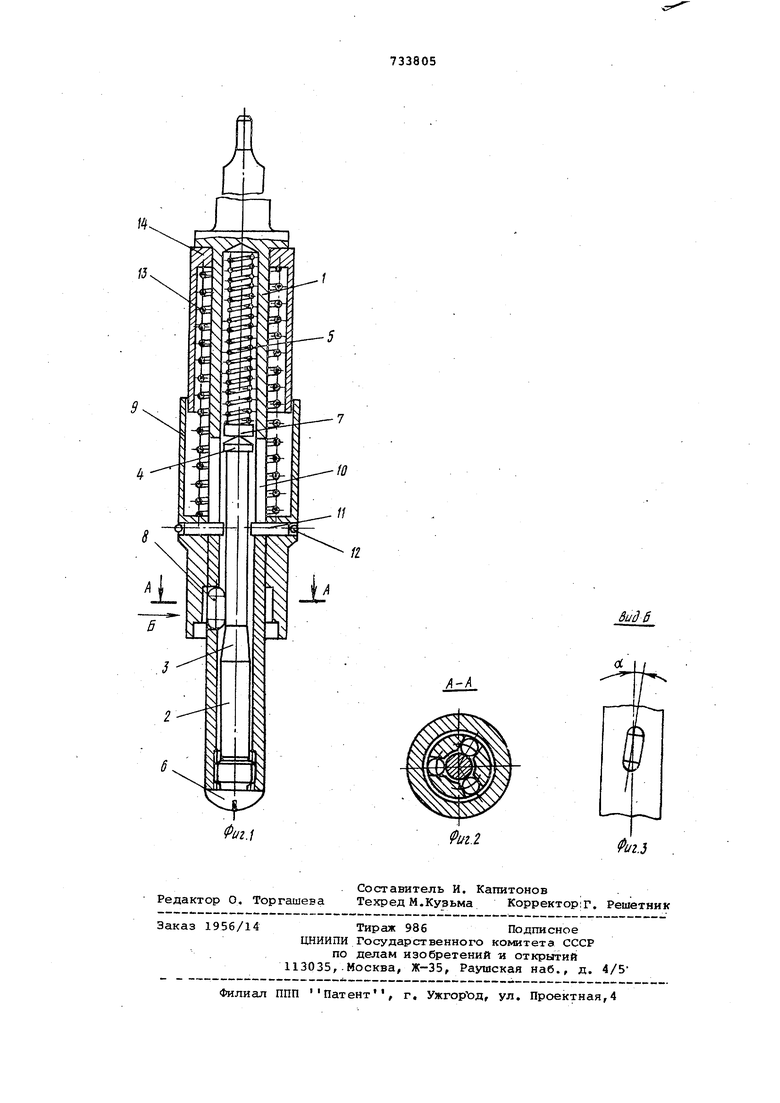
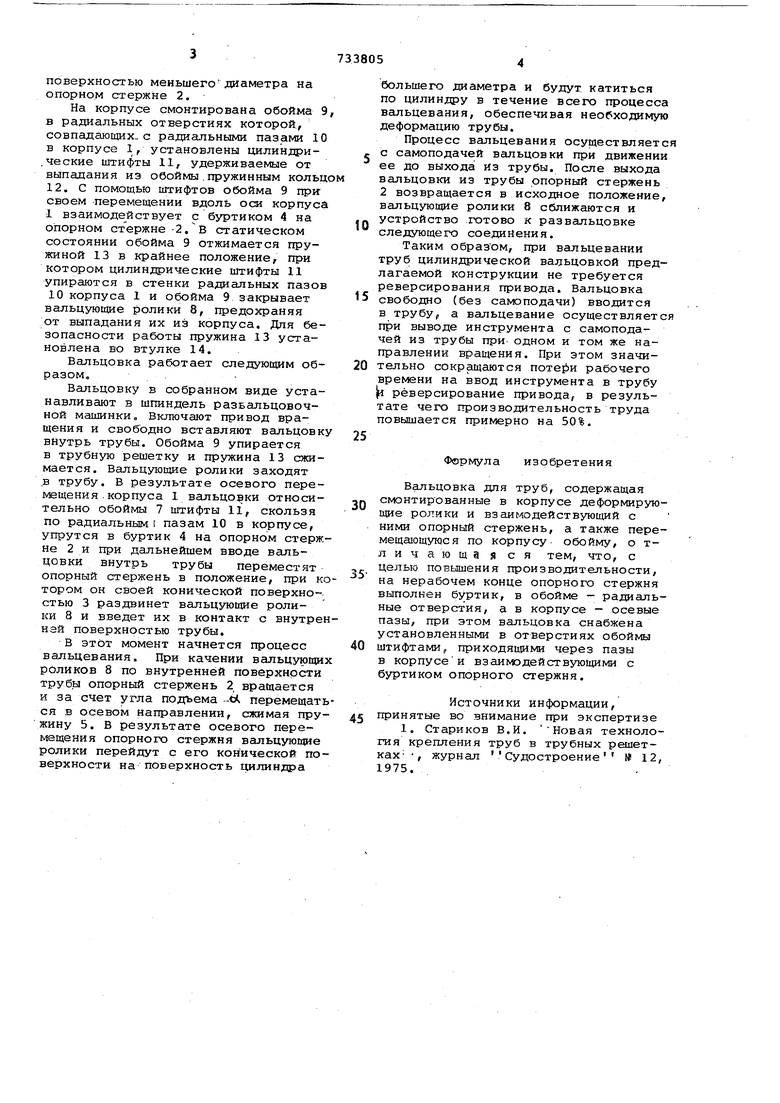
На фиг.1 изображена вальцовкар разрез, общий вид; на фиг. 2 - раэ10 рез А-А фиг.1 на фиг. 3 - вид по стрелке Б на фиг.1.
Цилиндрическая вальцовка содержит корпус 1, в центральном отверстии которого располагается опорный
15 стержень 2, имеющий две цилиндрические поверхности разных диаметров, сопряженные конической поверхностью 3, и буртик 4, которым оканчивается цилиндрическая поверхность меньшего
20 диаметра. Опорный стержень поджимается пружиной 5 к винту 6, закрывающему центргшьное отверстие в корпусе. Для предохранения пружины от скручивания при вращении опорного
25 стержня между ними установлена шайба 7.
В пазах корпуса, выполненных под углом подъема, размещаются вальцующие ролики 8, контактирующие в нерабочем
30 состоянии вальцовки с цилиндрической
поверхностью меньшегодиаметра на опорном стержне 2.
На корпусе смонтирована обойма 9, в радиальных отверстиях которой, совпадающих-с радиальными пазами 10 в корпусе 1, установлены цилиндри.ческие штифты 11, удерживаемые от выпадания иэ обоймы.пружинным кольцо 12. С помощью штифтов обойма 9 пря своем перемещении вдоль оси корпуса 1 взаимодействует с буртиком 4 на опорном стержне 2, В статическом состоянии обойма 9 отжимается пружиной 13 в крайнее положение, при котором цилиндрические штифты 11 упираются в стенки радиальных пазов 10 корпуса 1 и обойма 9 закрывает вальцующие ролики 8, предохраняя от выпадания их из корпуса. Для безопасности работы пружина 13 установлена во втулке 14.
Вальцовка работает следующим образом.
Вальцовку в собранном виде устанавливают в шпиндель развальцовочной машинки. Включают привод вращения и свободно вставляют вальцовку внутрь трубы. Обойма 9 упирается в трубную решетку и пружина 13 сжимается. Вальцующие ролики заходят в трубу, В результате осевого переьзеще ни я .корпуса 1 вальцовки относительно обоймы 7 штифты 11, скользя по радиальным i пазам 10 в корпусе, упрутся в буртик 4 на опорном стержне 2 и при дальнейшем вводе вальцовки внутрь трубы переместят опорный стержень в положение, при котором он своей конической поверхностью 3 раздвинет вальцующие ролики 8 и введет их в контакт с внутренней поверхностью трубы.
В этот момент начнется процесс вальцевания. При качении вальцующих роликов 8 по внутренней поверхности труб.ы опорный стержень 2 вращается и за счет угла подъема -Ы перемещаться в осевом направлении, сжимая пружину 5. В результате осевого перемещения опорного стержня вальцующие ролики перейдут с его конической поверхности на поверхность цилиндра
большего диаметра и будут катиться по цилиндру в течение всего процесса вальцевания, обеспечивая необходимую деформацию трубы.
Процесс вальцевания осуществляетс с самоподачей вальцовки при движении ее до выхода из трубы. После выхода вальцовки из трубы опорный стержень 2 возвращается в исходное положение, вальцующие ролики 8 сближаются и устройство готово к развальцовке следующего соединения.
Таким образом, при вальцевании труб цилиндрической вальцовкой предлагаемой конструкции не требуется реверсирования привода. Вальцовка свободно (без самоподачи) вводится в трубу, а вальцевание осуществляетс при выводе инструмента с самоподачей из трубы при одном и том же направлении вращения. При этом значительно сокращаются потегЬи рабочего времени на ввод инструмента в трубу реверсирование привода, в результате чего производительность труда повышается примерно на 50%.
Формула изобретения
Вальцовка для труб, содержащая смонтированные в корпусе деформирующие ролики и взаимодействующий с ними опорный стержень, а также перемещающуюся по корпусу обойму, о тличающа я ся тем, что, с целью повышения производительности, на нерабочем конце опорного стержня выполнен буртик, в обойме - радиальные отверстия, а в корпусе - осевые пазы, при этом вальцовка снабжена установленными в отверстиях обоймы штифтами, приходящими через пазы в корпусеи взаимодействующими с буртиком опорного стержня.
Источники информации, принятые во внимание при экспертизе
1, Стариков В.И. Новая технология крепления труб в трубных решетках, журнал Судостроение № 12, 1975.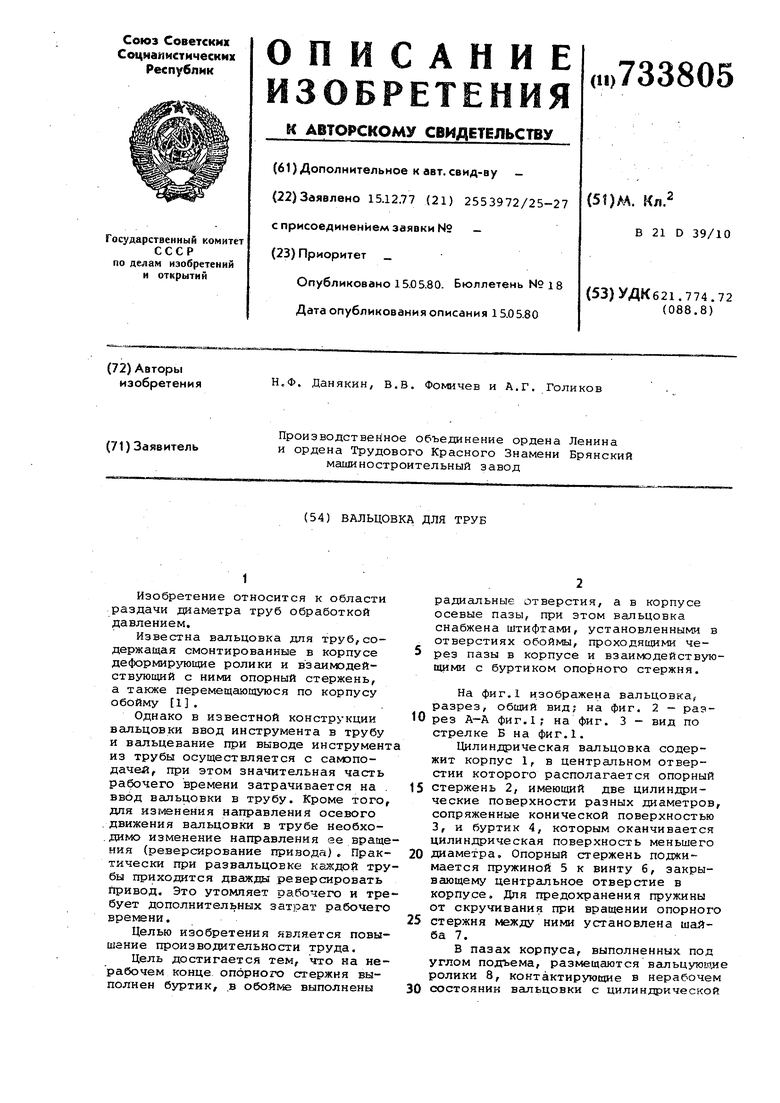
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для РАЗВАЛЬЦОВКИ ТРУБ | 1971 |
|
SU305944A1 |
| Кулачковая муфта к труборасширителю | 1980 |
|
SU927381A1 |
| Вальцовка для труб | 1978 |
|
SU770616A1 |
| Устройство для вальцевания концов труб на конус | 1978 |
|
SU749507A1 |
| Инструмент для вальцовки труб | 1990 |
|
SU1731363A1 |
| СПОСОБ И ПРИСПОСОБЛЕНИЕ ДЛЯ НАРЕЗАНИЯ ВНУТРЕННИХ КОЛЬЦЕВЫХ КАНАВОК В РАДИАЛЬНЫХ И НЕРАДИАЛЬНЫХ СТЕНКАХ ОТВЕРСТИЙ ДЛЯ ТРУБ ПРИ ПОМОЩИ РАЗВАЛЬЦОВКИ С ПОСЛЕДОВАТЕЛЬНОЙ РАСКАТКОЙ ТРУБ | 1925 |
|
SU2840A1 |
| Устройство для развальцовки труб | 1978 |
|
SU749506A1 |
| Кулачковая муфта к труборасширителям | 1977 |
|
SU713639A2 |
| Вальцовка для труб | 1983 |
|
SU1191145A1 |
| Вальцовка для крепления труб в стенках барабанов и коллекторов | 1955 |
|
SU105903A1 |