Изобретение относится к области обработки металлов давлением, в частности к процессам закрепления труб в трубных решетках путем локализованного направленного пластического деформирования материала трубы.
Известен способ закрепления труб в трубных решетка, при котором трубу устанавливают в отверстие решетки, имеющее кольцевую канавку, фиксируют трубу от возможного осевого перемещения с последующим ее закреплением в решетке путем приложения осевого сжимающего усилия к торцу трубы (а.с. N 277712, МПК B 21 D 39/06, Б.И. N 25 от 05.08.70).
К недостаткам известного способа следует отнести пониженные характеристики прочности и герметичности сборки из-за наличия только одной кольцевой канавки в решетке, а также неравномерности радиальной деформации трубы при ее закреплении. Последнее существенно сказывается на заполнении кольцевых канавок в ремонтных решетках, когда исходный односторонний зазор между трубой и стенками отверстия в решетке может достигать величины в 0,7 мм; большие радиальные давления на стенки отверстия в решетке, что вызывает ее деформацию за пределами упругости. При этом с увеличением исходного одностороннего зазора между трубой и трубной решеткой наблюдается увеличение этого радиального давления и, как следствие, интенсивное коробление решетки.
Известен также способ закрепления труб в трубной решетке теплообменного аппарата U-образного типа, включающий установку U - образной трубы одновременно в два отверстия трубной решетки и закрепление трубы в решетке посредством развальцовки (см. а.с. N 1625554, A1, 07.02.91, B 21 D 39/06).
К недостаткам известного способа закрепления труб в трубных решетках следует отнести: большие радиальные давления на стенки отверстия в решетке, необходимые для заполнения кольцевых канавок трубной решетки материалом трубы, что не прогнозируемого и контролируется без количественной оценки; малый межремонтный пробег трубного пучка из-за возможных нарушений герметичности по месту закрепления труб в отверстиях трубной решетки; трудности, связанные с установкой трубного пучка в корпус теплообменника, когда после выполнения сборки имеет место коробление трубной решетки.
Задачей изобретения является разработка такого способа закрепления труб в трубных решетках на стадии ремонта теплообменного аппарата, который в условиях регламентируемого силового воздействия на стенки отверстия в решетке позволил бы повысить характеристики прочности и герметичности сборки с учетом того, что трубу устанавливают в отверстия решетки с возможным зазором до 0,7 мм на сторону.
Технический результат достигается тем, что в способе закрепления труб в трубной решетке теплообменного аппарата U-образного типа, включающем установку U-образной трубы одновременно в два отверстия трубной решетки и закрепление трубы в решетке посредством развальцовки, согласно изобретению в отверстиях трубной решетки выполняются кольцевые канавки, а при установке трубы в отверстиях трубной решетки предварительно каждый из ее торцев размещают над лицевой поверхностью решетки, далее на внешней поверхности выступающих концов трубы формируют кольцевые выступы трапециевидного поперечного сечения по числу канавок в решетке, после чего производят окончательную установку трубы, совмещают кольцевые выступы на внешней поверхности концов трубы с кольцевыми канавками в отверстиях трубной решетки.
Осуществление предлагаемого способа закрепления труб в трубных решетках теплообменного аппарата U-образного типа позволяет регламентировать силовое воздействие трубы на решетку; обеспечить повышенные (по сравнению с известным техпроцессом - прототипом) стабильные характеристики прочности и герметичности сборки; многократно использовать дорогостоящие трубные решетки, например трубная решетка диаметром 600 мм и толщиной 50 мм из стали 16 ГС оценивается стоимостью до 6 млн. рублей.
Это объясняется тем, что профилирование внешней поверхности концов трубы путем формирования кольцевых выступов трапециевидного поперечного сечения создает предпосылки прогнозируемого внедрения кольцевых выступов на трубе в кольцевые канавки трубной решетки, что устраняет коробление решетки и обеспечивает требуемую герметичность сборки, а упрочнение материала трубы в процессе профилирования обуславливает повышенные характеристики прочности механического соединения. Регламентируемое силовое воздействие на стенки отверстия в трубной решетке устраняет коробление последней и позволяет увеличить срок ее эксплуатации.
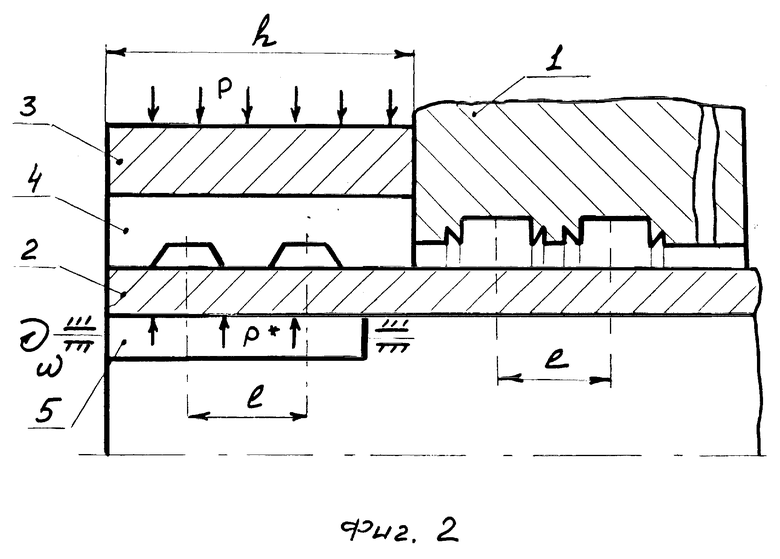
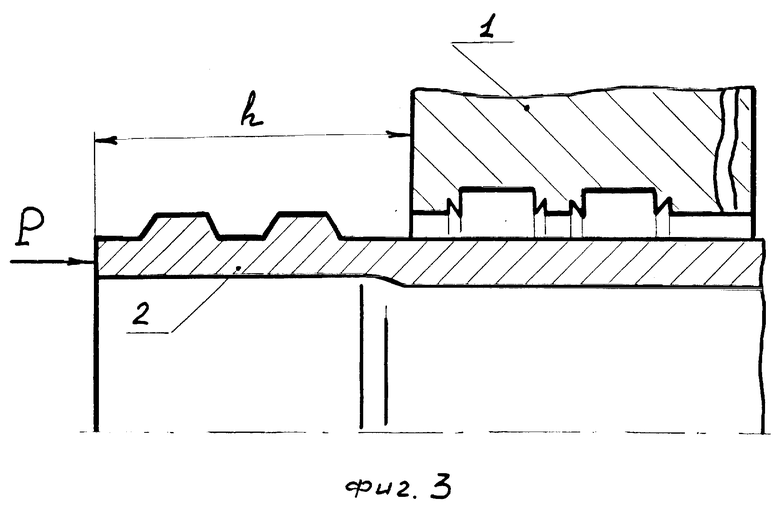
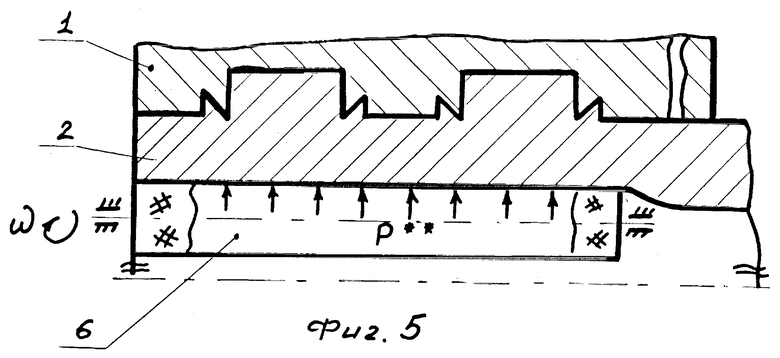
Сущность изобретения поясняется чертежами, где на фиг.1 показано исходное положение трубной решетки и установленной в ее отверстиях трубы (вид сверху); на фиг. 2 - то же с размещенной на одном из концов трубы технологической оснасткой для формирования кольцевых выступов трапециевидного поперечного сечения на внешней поверхности выступающего конца трубы; на фиг. 3 - трубная решетка и выступающий конец трубы с кольцевыми выступами на внешней поверхности трубы перед выполнением окончательной установки трубы в отверстие трубной решетки; на фиг. 4 - завершающая стадия окончательной установки трубы в отверстии трубной решетки; на фиг. 5 - завершающая стадия развальцовки трубы в отверстии трубной решетки (увеличенный масштаб).
Вариант осуществления изобретения состоит в следующем.
Толстолистовую (до 150 мм) трубную решетку 1, например, из стали марки 16 ГС в ремонтном варианте обрабатывают, с целью доведения отверстий до соответствия техническим условиям по геометрическим размерам. В результате лезвийной обработки диаметры отверстий трубной решетки 1 имеют увеличенные размеры на 1,4 мм по отношению к номиналу. Кроме того, данная обработка предполагает обновление кольцевых канавок в отверстиях решетки, а также нарезание по периметру их кромок углублений треугольного поперечного сечения. Диаметры отверстий на стадии их контрольного замера заносятся в картограмму, являющуюся впоследствии отправным документом.
Далее подготовленную к установке в трубную решетку 1 трубу 2, например, из стали 20 (имеющую прямолинейные участки и изогнутый участок "калач", приваренный к торцам прямолинейных участков с зачищенной до металлического блеска внешней поверхностью концами) размещают в двух отверстиях трубной решетки 1. Причем торцы трубы 2 располагают на некотором расстоянии "h" от лицевой поверхности трубной решетки 1 (фиг. 1, где пунктиром условно показаны перегородки).
Затем на одном из выступающих концов трубы 2 с минимальным зазором размещают технологическую оснастку, содержащую разъемную обойму 3 и полуматрицы 4 с кольцевыми выемками трапециевидного поперечного сечения, число которых равно числу кольцевых канавок в отверстии трубной решетки и взаимоувязанных через размер "1". Причем полуматрицы 4 выбирают с геометрическими размерами, учитывающими диаметр отверстия в трубной решетке 1 (в соответствии с данными картограммы). Обойму 3 и полуматрицы 4 фиксируют от раскрытия радиальным давлением, например, посредством гидравлического фиксатора (фиг. 2).
Далее в отверстие трубы 2 вводят вальцовку, содержащую деформирующие ролики 5 (условно показан один из имеющихся 3-х роликов).
Включением вальцовки в работу вызывают деформацию трубы 2 давлением "p*" в радиальном направлении с пластическим течением материала в трапециевидные кольцевые выемки полуматриц 4.
После чего производят разработку технологической оснастки и осуществляют контроль с применением шаблона геометрических размеров кольцевых выступов на внешней поверхности выступающего конца трубы 2. Подобные вышеперечисленные действия выполняют и на втором выступающем конце трубы 2.
Далее осуществляют окончательную установку трубы 2 в трубную решетку 1, для чего прикладывают осевое усилие сжатия "P" к торцу трубы 2 (фиг. 3), добиваясь совмещения кольцевых выступов на трубе 2 с кольцевыми канавками в трубной решетке 1 (фиг. 4). Контроль за этим совмещением выполняют по размещению торца трубы 2 в плоскости лицевой поверхности решетки 1.
Затем приступают к закреплению трубы 2 в трубной решетке 1 одним из известных методов, например методом развальцовки. В результате радиального воздействия ролика 6 вальцовки на стенки трубы 2 давлением "p**" имеет место избирательное нагружение решетки 1 по местоположению кольцевых канавок. Последнее обеспечивает гарантированное заполнение объемов кольцевых канавок решетки 1 материалом трубы 2, не вызывая коробления решетки 1. Одновременно с этим происходит заполнение объемов углублений по периметру кромок кольцевых канавок и тем самым формируются уплотнения ножевого типа.
Опытно - промышленная проверка разработанного способа прошла при закреплении труб из стали 10 с геометрическими размерами 25 x 2,5 мм в отверстиях диаметром 26,4 мм трубной решетки из стали 16 ГС U-образного теплообменного аппарата. Толщина трубной решетки составляла 150 мм при ее диаметром 1000 мм.
После механической обработки канавок решетки имели:
глубину - 0,5 мм; ширину - 3 мм; диаметр - 27,4 мм. Ширина углублений равнялась 0,5 мм при высоте - 0,3 мм. Трубы зачищались до металлического блеска щетками, что уменьшало их диаметр до 24,9 мм.
Технологическую оснастку для формирования на концах трубы кольцевых выступов трапециевидного поперечного сечения, изготовленную из стали Y8A с HRC 56. ..58 ед, выполняли с минимальным зазором по отношению к диаметру трубы в 24,9 мм.
Внешние диаметры кольцевых выемок в полуматрицах технологической оснастки составляли 26 мм.
Фиксирование технологической оснастки на трубе производили гидравлическим механизмом с приводом от станции BPE - 30420 производства США. Усилие фиксирования не превышало 0,25 Мн.
Развальцовку труб осуществляли вальцовками и с помощью стенда фирмы Индреско (США).
Было установлено: механические соединения трубы с трубной решеткой полностью соответствуют требованиям по герметичности. Прочностные характеристики, оцениваемые расчетом, также имели повышенные значения, отсутствует коробление решетки, что устранило трудности ее монтажа в корпусе теплообменного аппарата U-образного типа.
Изобретение может быть использовано во всех отраслях народного хозяйства, где требуется ремонт теплообменных аппаратов U-образного типа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2160174C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2129056C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2129055C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2133164C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2129054C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2133165C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1996 |
|
RU2107572C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2157288C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1997 |
|
RU2109589C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1998 |
|
RU2160175C2 |

Изобретение относится к области обработки металлов давлением, в частности к процессам закрепления труб в трубных решетках путем локализованного направленного пластического деформирования материала трубы. Способ закрепления труб в трубных решетках теплообменного аппарата U-образного типа включает установку U -образной трубы одновременно в два отверстия трубной решетки и закрепление трубы в решетке посредством развальцовки. В отверстиях трубной решетки выполняют кольцевые канавки, а при установке трубы в отверстиях трубной решетки предварительно каждый из ее торцев размещают над лицевой поверхностью решетки, далее на внешней поверхности выступающих концов трубы формируют кольцевые выступы трапециевидного поперечного сечения по числу канавок в решетке, после чего производят окончательную установку трубы, совмещая кольцевые выступы на внешней поверхности концов трубы с кольцевыми канавками в отверстиях трубной решетки. Применение этого способа позволяет регламентировать силовое воздействие трубы на решетку, обеспечить повышенные стабильные характеристики прочности и герметичности сборки, многократно использовать трубные решетки. 5 ил.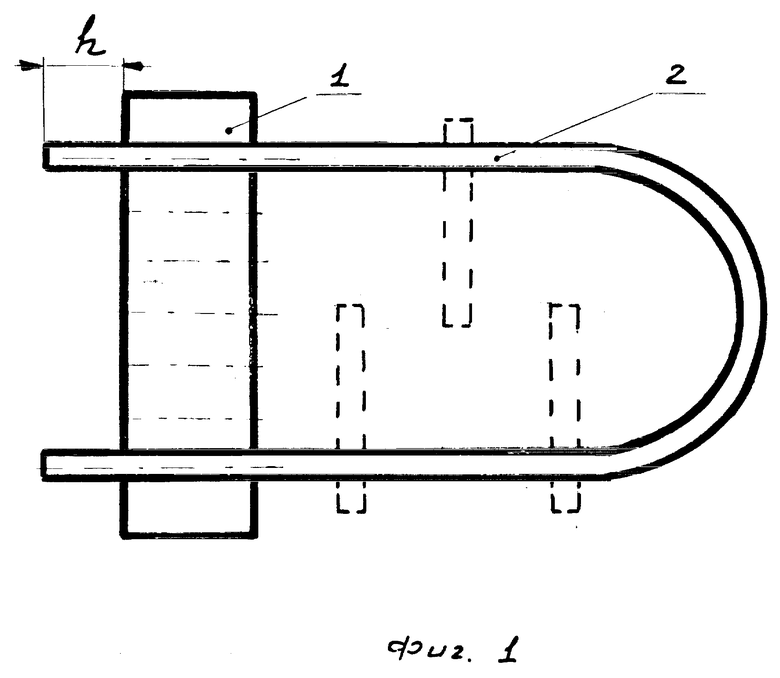
Способ закрепления труб в трубной решетке теплообменного аппарата U-образного типа, включающий установку U-образной трубы одновременно в два отверстия трубной решетки и закрепление трубы в решетке посредством развальцовки, отличающийся тем, что в отверстиях трубной решетки выполняют кольцевые канавки, а при установке трубы в отверстиях трубной решетки предварительно каждый из ее торцев размещают над лицевой поверхностью решетки, далее на внешней поверхности выступающих концов трубы формируют кольцевые выступы трапециевидного поперечного сечения по числу канавок в решетке, после чего производят окончательную установку трубы, совмещая кольцевые выступы на внешней поверхности концов трубы с кольцевыми канавками в отверстиях трубной решетки.
| Способ крепления труб в трубных решетках теплообменников с U-образными трубами | 1988 |
|
SU1625554A1 |

