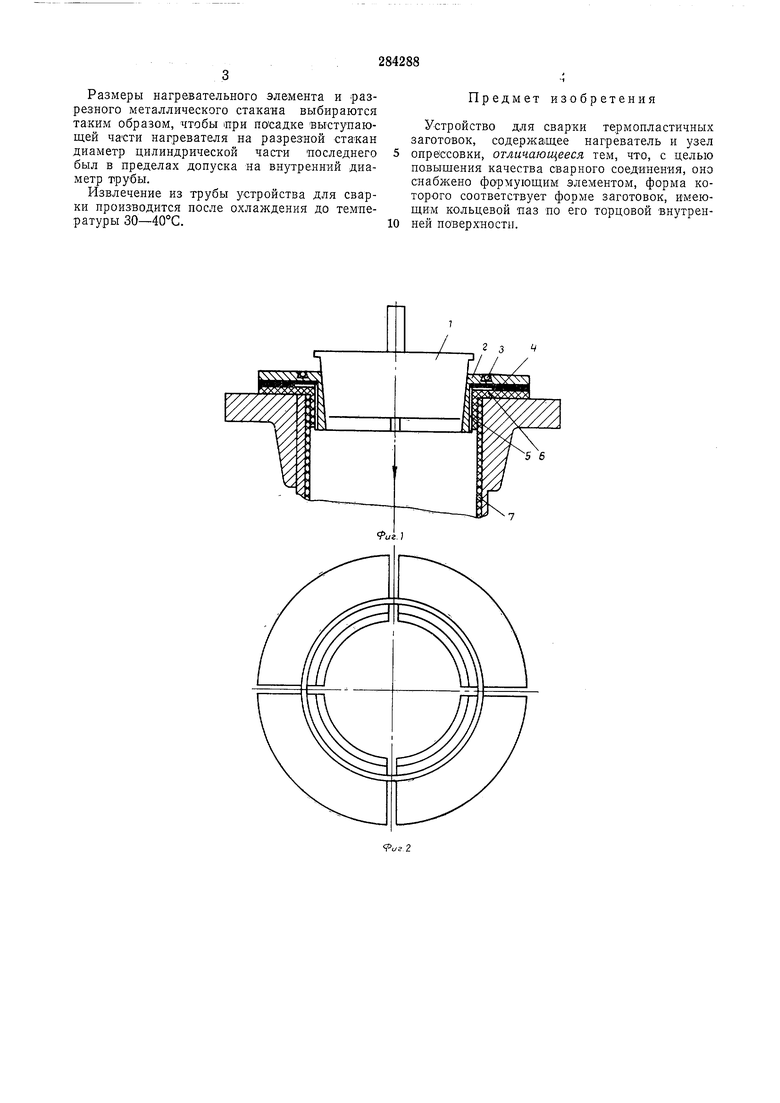
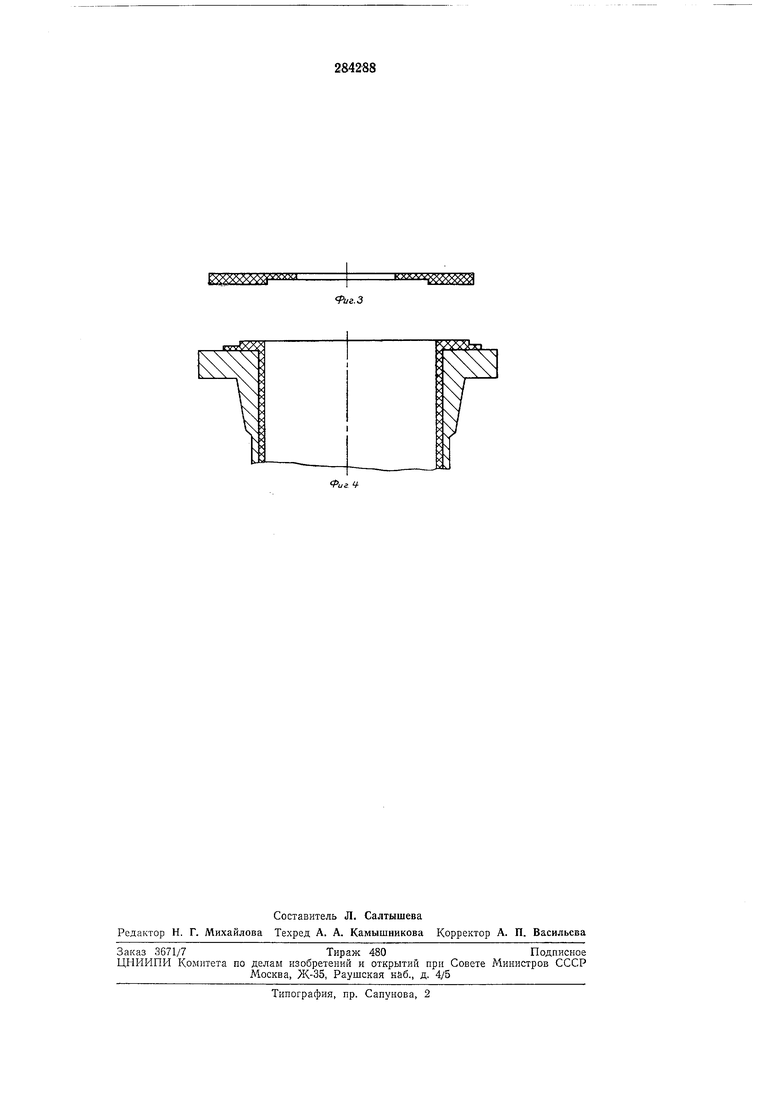
Изобретение касается области строительства трубопроводов. Известпы устройства для свар.ки термопластичных заготовок содержащие нагреватель и узел опрессоЁКИ. Отличием -предложенного устройства является оснащение его формующим элементом, форма которого соответствует форме заготовки, имеющим кольцевой inaa по его торцевой внутренней поверхности. Это позволяет увеличить сечение в зоне наибольщей концентрации напряжений. На фиг. 1 показано описываемое устройство; «а фиг. 2 - разрезной металлический стакан в разжатом состоянии, вид сверху; на фиг. 3 - формующий элемент; на фиг. 4- изделие после сварки. Устройство для сварки футерованных полиэтиленом труб с полиэтиленовыми фланцалш включает нагревательный элемент /, .выполнен-пый в виде электроподогреваемого металлического конуса, и узел опрессовки в виде разрезного металлического стакана 2, состоящего из четырех сегментов и пружинного кольца 3. Устройство снабжено форл1ующим элементом 4 в форме кольца, имеющего кольцевой паз НО торцовой внутренней поверхности, и фторпластовой пленочной прокладкой 5. Работа устройства Осуществляется следующим образом. На стакан надевается формующий элемент 4. На «юбку стакана производится намотка в один слой прокладки 5 толщиной 0,2 мм и шириной 20 мм так, чтобы копцы прокладки перекрывались на 20 мм. Прокладка устраняет продавливание полиэтилена через разрезы стакана при создании давления и предотвращает прилипание расплавленного полиэтилена к стенке стакана. Затем на стакан надевается полиэтиленовый фланец 6, и собранное устройство вставляется в трубку 7, -после чего в стакан вставляется нагревательный элемент. За счет тепла происходиг распла-влепие полиэтилена «юбки фланца 6 и -планируЮ|П1,его слоя трубы 7. При перемещепии нагревателя, как показано стрелкой на фиг. 1, до посадки выступающей части нагревателя на стака.н, последний разжимается, г и происходит впрессовывание материала фланца во внутренний слой трубы. Благодаря наличию во фторапластово.м кольце паза на в-иутренней торцовой поверхности создается цолость, которая заполняется избыточным нолиэтиленом. Другая часть избыточного полиэтилена -вытекает в трубу и удаляется после съема нагревательного элемента п охлаждения сваренного излелия.
Размеры нагревательного элемента и разрезного металлического стакана выбираются таким образом, чтобы отри посадке выступающей части нагревателя на разрезной стакан диаметр цилиндрической части последнего был в пределах допуска на внутренний диаметр трубы.
Извлечение из трубы устройства для сварки производится после охлаждения до температуры 30-40°С.
Предмет изобретения
Устройство для сварки термопластичных заготовок, содержащее нагреватель и узел опре1ссовки, отличающееся тем, что, с целью повышения качества сварного соединения, оно снабжено формующим элементом, форма которого соответствует форме заготовок, имеющим кольцевой паз по его торцовой внутренней поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКТ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ДЛЯ СВАРКИ ТРУБ ИЗ СТРУКТУРИРОВАННОГО ПОЛИЭТИЛЕНА И СПОСОБ СВАРКИ НАГРЕТЫМ ИНСТРУМЕНТОМ ТРУБ ИЗ СТРУКТУРИРОВАННОГО ПОЛИЭТИЛЕНА | 2004 |
|
RU2293656C2 |
| СОСУД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1992 |
|
RU2026194C1 |
| СОЕДИНИТЕЛЬНОЕ УСТРОЙСТВО ПРЕЖДЕ ВСЕГО ДЛЯ СОЕДИНЕНИЯ С СИЛОВЫМ ЗАМЫКАНИЕМ, ПО МЕНЬШЕЙ МЕРЕ, ОДНОЙ ДЕТАЛИ ИЗ МНОГОСЛОЙНОГО ВОЛОКНИСТОГО МАТЕРИАЛА С ДРУГОЙ ДЕТАЛЬЮ | 2005 |
|
RU2368838C2 |
| СОЕДИНИТЕЛЬНЫЙ УЗЕЛ | 2010 |
|
RU2529293C2 |
| ЗАТВОР ДЛЯ ТАРЫ, СПОСОБ ИЗГОТОВЛЕНИЯ ЗАТВОРА И ТАРА | 1997 |
|
RU2191724C2 |
| ФИТИНГ | 2023 |
|
RU2822673C1 |
| КИСЛОРОДНЫЙ ДАТЧИК И СПОСОБ ЕГО СБОРКИ | 1993 |
|
RU2085928C1 |
| Центратор для сборки под сварку кольцевых швов | 1990 |
|
SU1770109A1 |
| НАГРЕВАТЕЛЬНЫЙ УЗЕЛ С ПОЛОСТЬЮ | 2018 |
|
RU2769210C2 |
| ЦЕЛЬНЫЙ ЗАТВОР | 1997 |
|
RU2183183C2 |
P9S66eOO$F
