Изобретение относится к области строительства и ремонта трубопроводов сетей холодного, горячего водоснабжения и отопления, транспортирующих воду с температурой от 5°С до 95°С, в том числе для хозяйственно-питьевого водоснабжения и других жидких и газообразных сред, к которым трубы из структурированного полиэтилена химически стойки.
За аналог предлагаемого изобретения принят комплект соединительных деталей для разъемного соединения труб из структурированного полиэтилена, описанный в "Проектирование, строительство и эксплуатация трубопроводов из полимерных материалов" (А.Н.Шестопал, В.С.Ромейко, В.Е.Бухин и др.; Под ред. А.Н.Шестопала и В.С.Ромейко. - М.: Стройиздат, 1985 г. - 304 с., ил. - Справочник проектировщика, п.14.3, Рис.14.4). Комплект изготовлен из металлических деталей (простого ниппеля, накидной гайки, конической вставки и резьбового ниппеля).
При монтаже комплекта сначала на свободном конце одной трубы из структурированного полиэтилена надевают резьбовой ниппель. После чего механической обработкой давлением разводят концевой участок упомянутой трубы до упора ее наружной поверхности с внутренней поверхностью резьбового ниппеля. Затем на свободном конце другой трубы из структурированного полиэтилена надевают накидную гайку и простой ниппель. Затем механической обработкой давлением разводят концевой участок другой трубы до упора ее наружной поверхности с внутренней поверхностью простого ниппеля. После чего в развальцованные участки между обеими трубами вставляют коническую вставку. Потом обеспечивают закручивание резьбы накидной гайки на резьбовой ниппель до упора наружной поверхности конической вставки с разведенными внутренними поверхностями обеих труб.
Недостаток аналога заключается в том, что применение конической вставки нарушает связанный с материалом диапазон свойств структурированного полиэтилена. Кроме того, при эксплуатации трубопроводов при температуре среды от 5°С до 95°С возможна потеря герметичности в местах контакта конической вставки с внутренними поверхностями труб из структурированного полиэтилена из-за различного термического расширения резьбового ниппеля с накидной гайкой и труб из структурированного полиэтилена, поэтому прочность выполненного указанного соединения будет меньше, чем прочность труб из структурированного полиэтилена.
За прототип предлагаемого изобретения принят комплект соединительных деталей для разъемного соединения труб из структурированного полиэтилена, описанный в томе 2 ДБН В.2.5-22-2002 «Инженерное оборудование зданий и сооружений. Наружные сети и сооружения. Наружные сети горячего водоснабжения и водяного отопления с использованием труб из структурированного полиэтилена с тепловой изоляцией из вспененного полиэтилена и защитной гофрированной полиэтиленовой оболочкой, Госстрой Украины, Киев 2002». Комплект выполнен из латуни или бронзы и содержит внутреннюю и наружную соединительные детали. На наружной поверхности внутренней соединительной детали с одной стороны указанной детали выполнена канавка, в которую установлена кольцевая прокладка из материала предназначенного для герметизации поверхностей. С другой стороны на наружной поверхности внутренней соединительной детали выполнена резьба. Наружная соединительная деталь выполнена в виде разрезной втулки.
Трубы из структурированного полиэтилена должны изготавливаться по стандарту ДСТУ Б В.2.5-17-2001 «Инженерное оборудование зданий и сооружений. Внешние сети и сооружения. Трубы из структурированного полиэтилена для сетей холодного, горячего водоснабжения и отопления. Технические условия, Госстрой Украины, Киев 2001».
При монтаже комплекта сначала на свободный конец одной трубы из структурированного полиэтилена по наружному диаметру указанной трубы надевают наружную соединительную деталь. Затем по внутреннему диаметру свободного конца упомянутой трубы вставляют до упора наружную часть внутренней соединительной детали с той стороны, где находится кольцевая прокладка. После чего проводят сжатие наружной соединительной детали, выполненной в виде разрезной втулки, до соединения ее частей по всей плоскости разреза. Для соединения двух труб из структурированного полиэтилена необходимо использовать два комплекта соединительных деталей и металлическую муфту, у которой с обеих сторон выполнена резьба того же типоразмера, что и резьба на наружной поверхности внутренней соединительной детали.
Недостаток прототипа заключается в том, что применение упомянутых металлических узлов нарушают связанный с материалом диапазон свойств структурированного полиэтилена. Кроме того, при эксплуатации трубопроводов при температуре среды от 5°С до 95°С, возможна потеря герметичности в разъемных соединениях различного термического расширения комплектов соединительных деталей и труб из структурированного полиэтилена, поэтому прочность выполненного указанного соединения будет меньше, чем прочность труб из структурированного полиэтилена.
Сущность настоящего изобретения выражается в совокупности существенных признаков взаимосвязи элементов в комплекте соединительных деталей для сварки труб из структурированного полиэтилена. Технический результат выражается в обеспечении равнопрочности выполненного сварного соединения комплекта соединительных деталей с трубами из структурированного полиэтилена.
Поставленная задача достигается тем, что комплект соединительных деталей для сварки труб из структурированного полиэтилена содержит внутреннюю соединительную детали, кольцевую прокладку для герметизации поверхностей и наружную соединительную деталь, выполненную в виде разрезной втулки, отличается тем, что внутренняя и наружная соединительные детали выполнены из того же материала и получены с использованием того же технологического метода сшивки, что и предназначенные для сварки трубы из структурированного полиэтилена. Внутренняя соединительная деталь изготовлена того же типоразмера, что и свариваемые трубы. На наружной поверхности с обеих сторон механической обработкой резанием выполнены кольцевые концевые участки длиной, равной 150% толщины стенки свариваемых труб. После указанной обработки толщины стенок кольцевых концевых участков составляют от 37 до 40% толщины стенки труб. Наружная поверхность центрального участка внутренней соединительной детали остается необработанной и выполнена длиной, равной 200% толщины стенки свариваемых труб. На кольцевые концевые участки по скользящей посадке устанавливают по одной шайбе, изготовленной механической обработкой резанием из полиэтиленовых неструктурированных труб. Полиэтиленовые неструктурированные трубы представляют собой трубы из композиции полиэтилена MRS 8,0 МПа (ПЭ 80) или из MRS 10,0 МПа (ПЭ 100), изготовленные по стандарту ДСТУ Б В.2.7-73-98 "Строительные материалы. Трубы для подачи горючих газов. Технические условия. Госстрой Украины, Киев, 1998". Или изготовленные по техническим условиям ТУ У В.2.7-21547843.006-2001 "Труби з полiетилену марок ПЕ 80 та ПЕ 100 для подачi холодноï води, 2001". Длина и толщина стенок шайб составляют соответственно от 32 до 34% и от 60 до 63% толщины стенки свариваемых труб, а номинальный наружный диаметр шайб равен номинальному наружному диаметру труб.
Наружная соединительная деталь изготовлена из трубы на один типоразмер больше, чем свариваемые трубы. Длина указанной детали, изготовленной механической обработкой резанием, составляет не менее 900% толщины стенки свариваемых труб. В обработанную внутреннюю часть наружной соединительной детали по скользящей посадке установлена кольцевая прокладка, изготовленная механической обработкой резанием из полиэтиленовых неструктурированных труб, превышающих на один типоразмер полиэтиленовые неструктурированные трубы, из которых изготовлены шайбы, установленные на внутреннюю соединительную деталь. Толщина стенки указанной прокладки составляет от 10 до 30% толщины стенки свариваемых труб. Длина кольцевой прокладки равна длине наружной соединительной детали. Внутренний диаметр кольцевой прокладки превышает не более чем на 0,5% номинальный наружный диаметр свариваемых труб, причем общая толщина наружной соединительной детали и кольцевой прокладки составляет не менее 100% толщине стенки свариваемых труб.
Кроме того, наружная соединительная деталь может быть изготовлена разрезной в двух местах в плоскости продольной оси, причем расстояние между частями в каждом месте разрезной детали не превышает 30% от толщины стенки свариваемых труб. Кольцевая прокладка может быть изготовлена разрезной в одном месте, при этом расстояние между двумя частями прокладки не превышает 30% от толщины стенки свариваемых труб. Место разреза в кольцевой прокладке, расположенного под 90° к плоскости разрезанной наружной соединительной детали. Кроме того, наружная соединительная деталь выполнена из двух одинаковых участков труб соответствующих длины того же типоразмера, что и свариваемые трубы. Сначала механической обработкой резанием обработаны внутренние поверхности указанных участков труб. Затем разрезан вдоль трубы первый участок, а во втором участке перпендикулярно торцам вырезана часть трубы из структурированного полиэтилена, при этом периметры наружных поверхностей двух участков труб соответствует периметру наружной поверхности наружной соединительной детали. После чего механической обработкой давлением разведены два участка труб, чтобы их внутренний диаметр стал равен внутреннему диаметру обработанной внутренней поверхности наружной соединительной детали. Кроме того, одна из двух свариваемых труб из структурированного полиэтилена, наружная и/или внутренняя соединительные детали отличаются технологическим методом сшивки от другой свариваемой трубы из структурированного полиэтилена (Классификация технологических методов сшивки труб из структурированного полиэтилена приведена в приложении Г ДСТУ Б В.2.5-17-2001). По упомянутой классификации существуют трубы типов РЕ-Ха; РЕ-Xb; РЕ-Хс; PE-Xd.
За аналог предлагаемого способа сварки принят способ сварки труб из структурированного полиэтилена с использованием сварочного приспособления в виде плоского нагревательного инструмента, температура которого достигает не меньше 450°С. Час прогрева торцов 8 с. После удаления нагревательного инструмента трубы соединяют под высоким давлением, которое поддерживают до тех пор, пока что зона сварочного соединения не охладится до температуры окружающей среды.
Аналог описан в патенте Германии DD-WP №139 544 (1/1980).
Недостаток аналога заключается в том, что температура нагревательного инструмента достигает 450°С, что превышает температуру воспламенения труб из структурированного полиэтилена (согласно п.6.2 ДСТУ Б В.2.5-17-2001. Температура воспламенения, определенная по ГОСТ 4337-87 "Нефтепродукты. Методы определения температур вспышки и воспламенения в открытом тигле", не менее 365°С.
Поэтому этот способ сварки является пожароопасным и ненадежным способом сварки труб из структурированного полиэтилена. В связи с высокой температурой нагревательного инструмента в сварном шве также могут быть зоны деструкции структурированного полиэтилена, тем самым прочность выполненного сварного соединения будет меньше, чем прочность труб из структурированного полиэтилена.
За прототип предлагаемого способа сварки принят способ сварки труб из структурированного полиэтилена с использованием сварочного приспособления в виде профилированного нагревательного элемента, при котором торцевые поверхности труб пространственно сплавляют посредством рабочих поверхностей нагревательного элемента, снабженных радиальными зубцами, температура которого составляет больше 420°С, но меньше 450°С.
Прототип описан в патенте США "N US 6524425 B1 от 25 февраля 2003 г.Тобиас и др.".
Недостаток прототипа заключается в том, что температура нагревательного инструмента достигает 450°С, что превышает температуру воспламенения труб из структурированного полиэтилена (согласно п.6.2 ДСТУ Б В.2.5-17-2001. Температура воспламенения, определенная по ГОСТ 4333-87 "Нефтепродукты. Методы определения температур вспышки и воспламенения в открытом тигле", не менее 365°С).
Поэтому этот способ сварки является пожароопасным и ненадежным способом сварки труб из структурированного полиэтилена. В связи с высокой температурой нагревательного инструмента в сварном шве также могут быть зоны деструкции структурированного полиэтилена, тем самым прочность выполненного сварного соединения будет меньше, чем прочность труб из структурированного полиэтилена.
Другой недостаток прототипа заключается в том, что упомянутый способ предназначен предпочтительно для сварки труб диаметров более 90 мм, т.е. прототип не может гарантировать качество сварки труб диаметром менее 90 мм.
Третий недостаток прототипа заключается в том, что указанным способом нельзя обеспечить сварку труб, полученных различными технологическими методами сшивки труб из структурированного полиэтилена. Например, нельзя сварить трубу из РЕ-Ха с трубой РЕ-Xb.
Сущность настоящего изобретения выражается в совокупности условия осуществления и порядке действий во времени способа сварки труб из структурированного полиэтилена. Технический результат выражается в обеспечении равнопрочности выполненного сварного соединения указанного комплекта с трубами из структурированного полиэтилена.
Поставленная задача достигается тем, что применяемый способ сварки нагретым инструментом с использованием сварочного приспособления в виде нагревательного инструмента отличается тем, что механической обработкой резанием изготавливают раструб на внутренней поверхности каждой из свариваемых труб. Длину раструба выполняют в пределах от 118 до 120% толщины стенки свариваемых труб. После обработки толщина кольцевых участков раструба составляет от 61 до 62% толщины стенки свариваемых труб. Затем наружную соединительную деталь с кольцевой прокладкой полностью устанавливают на одну из свариваемых труб. После чего вставляют внутреннюю соединительную деталь с установленными на ней шайбами в раструбы свариваемых труб. Затем устанавливают свариваемые трубы в зажимные приспособления центратора. После чего с усилием от 100 до 200 Н прижимают друг к другу свариваемые трубы и их жестко фиксируют в центраторе. Затем перемещают наружную соединительную деталь с кольцевой прокладкой в противоположную сторону, чтобы каждая половина указанной детали перекрыла наружные поверхности половины центрального участка внутренней детали, шайбу и часть свариваемой трубы. После чего устанавливают и жестко фиксируют при помощи зажима два нагретых до температуры от 260 до 280°С нагревательных инструмента с внутренними полостями на наружную соединительную деталь симметрично указанной детали. При сборке указанных инструментов в зафиксированном положении образуется круговая цилиндрическая полость. Внутренний диаметр указанной полости равен номинальному наружному диаметру указанной детали. Затем выдерживают нагревательные инструменты на наружной соединительной детали до получения высокоэластичного состояния соединительных деталей и частей свариваемых труб. При таком состоянии указанных элементов кольцевая прокладка и шайбы, изготовленные из полиэтиленовых неструктурированных труб, переходят в вязкотекучее состояние и их расплавы смешиваются между собой, а также расплавы элементов, изготовленных из полиэтиленовых неструктурированных труб, взаимодействуют с соединительными деталями и частями свариваемых труб. После чего снимают нагревательные инструменты. Затем устанавливают и жестко фиксируют при помощи зажима бандаж на наружную соединительную деталь симметрично указанной детали. Бандаж состоит из двух частей, толщиной не менее 100% толщины стенки свариваемых труб. Бандаж изготовлен из материала с коэффициентом теплопроводности одного порядка, что и свариваемые трубы. При сборке указанных частей в зафиксированном положении внутренняя поверхность бандажа представляет собой круговую цилиндрическую полость. Внутренний диаметр указанной полости равен номинальному наружному диаметру указанной детали. Длина бандажа не менее чем на 10% превышает длину наружной соединительной детали. Затем выдерживают бандаж на указанной детали, причем время выдержки бандажа в десять раз превышает время нагрева комплекта соединительных деталей и участков свариваемых труб.
Изобретение поясняется чертежом
На чертеже изображен собранный комплект соединительных деталей для сварки труб из структурированного полиэтилена. Элемент 1 обозначает одну свариваемую трубу. Элемент 2 обозначает кольцевую прокладку. Элемент 3 обозначает наружную соединительную деталь. Элемент 4 обозначает другую свариваемую трубу. Элемент 5 обозначает одну шайбу. Элемент 6 обозначает внутреннюю соединительную деталь. Элемент 7 обозначает другую шайбу.
Пример конкретного выполнения.
Предлагаемый комплект соединительных деталей для сварки труб из структурированного полиэтилена и предлагаемый способ сварки нагретым инструментом труб из структурированного полиэтилена был испробован в лабораторных условиях.
Для разработки комплекта соединительных деталей были применены различные сочетания материалов для: свариваемых труб; внутренней и наружной соединительных деталей, шайб и кольцевой прокладки. Критерием качества предлагаемого комплекта соединительных деталей для сварки труб из структурированного полиэтилена (после осуществления указанного способа сварки) являлась способность указанного комплекта совместно с свариваемыми трубами выдержать испытание по ДСТУ Б В.2.7-17-2001 на стойкость к воздействию постоянного внутреннего давления воды.
1. Одни свариваемые трубы были изготовлены на фирме "WIRSBO" (Швеция). Сшивка была проведена при помощи пероксида (тип РЕ-Ха). Номинальный наружный диаметр свариваемых труб равен 40 мм. Номинальная толщина стенки свариваемых труб равна 5,5 мм.
2. Другие свариваемые трубы были изготовлены на фирме "БИР ПЕКС" (Россия). Сшивка была проведена при помощи силана (тип РЕ-Xb). Номинальный наружный диаметр свариваемых труб равен 40 мм. Номинальная толщина стенки свариваемых труб равна 5,5 мм.
3. Внутренняя и наружная соединительные детали были изготовлены из труб фирмы "WIRSBO" (тип РЕ-Ха) и "БИР ПЕКС" (тип РЕ-Xb). Для одних экспериментов внутренняя соединительная деталь была изготовлена из труб типа РЕ-Ха, а наружная соединительная деталь из труб типа РЕ-Xb. Для других экспериментов внутренняя соединительная деталь была изготовлена из труб типа РЕ-Xb, а наружная соединительная деталь - из труб типа РЕ-Ха.
4. Шайбы и кольцевая прокладка были изготовлены по стандарту ДСТУ Б В.2.7-73-98 из неструктурированных труб с композицией полиэтилена с различными минимальными длительными прочностями MRS 8,0 МПа (ПЭ 80) или MRS 10,0 МПа (ПЭ 100). Для одних экспериментов шайбы были изготовлены из композиции полиэтилена ПЭ 80, а кольцевая прокладка - из ПЭ 100. Для других экспериментов шайбы были изготовлены из композиции полиэтилена ПЭ 100, а кольцевая прокладка - из ПЭ 80.
5. Номинальный диаметр неструктурированных труб, из которых были изготовлены шайбы, равен 40 мм, а номинальная толщина стенки указанных труб равна 3,7 мм.
6. Номинальный диаметр неструктурированных труб, из которых была изготовлена кольцевая прокладка, равен 50 мм, а номинальная толщина стенки указанных труб равняется 4,6 мм (с предельным допускаемым отклонением +0,3 мм), т.е. реальная толщина стенки труб составила 4,9 мм.
Оптимальная конструкция комплекта соединительных деталей для сварки труб из структурированного полиэтилена типоразмера (40×5,5) мм имеет следующие размеры.
1. Внутренняя соединительная деталь:
1.1. Длина каждого кольцевого концевого участка равна 8,3 мм.
1.2. Толщина стенки каждого кольцевого концевого участка равна 2,2 мм, т.е. наружный диаметр кольцевого концевого участка составил 33,4 мм.
1.3. Длина центрального участка равна 11 мм.
2. Длина наружной соединительной детали равна 49,5 мм.
3. Шайбы:
3.1. Длина равна 1,9 мм.
3.2. Толщина стенки равна 3,3 мм.
4. Кольцевая прокладка.
4.1. Длина равна 49,5 мм.
4.2. Толщина стенки равна: 0,6; 1,1; 1,6 мм (эксперименты по сварке были проведены для трех толщин стенки).
Для осуществления указанного способа сварки при помощи фрезы, установленной в устройство для обработки резанием (устройство изготовлено на базе электрической машины типа ИЭ-1036) на внутренней поверхности каждой трубы из структурированного полиэтилена механической обработкой резанием изготовили кольцевой раструб длиной, равной 6,6 мм. После обработки толщина кольцевого участка раструба составила 3,2 мм, т.е. внутренний диаметр кольцевого участка раструба составил 33,6 мм. Затем осуществили сборку комплекта соединительных деталей и при усилии 200 Н прижали и жестко зафиксировали свариваемые трубы в центраторе.
Эксперименты по сварке проводили при температуре нагревательных инструментов от 260 до 280°С, выбранном времени сварки от 240 до 360 с и охлаждении комплекта соединительных деталей (под бандажом из полипропилена) в течение от 40 до 60 мин.
В связи с тем, что согласно ДСТУ Б В.2.5-17-2001 трубы из структурированного полиэтилена имеют допускаемые отклонения (например, для труб типа (40×5,5) мм допускаемое отклонение по диаметру составляет плюс 0,4 мм, а по толщине стенки - плюс 0,7 мм), то проводили эксперименты по сварке, где наружную соединительную деталь, изготовленную из труб РЕ-Ха и РЕ-Xb типоразмера (50×5,6) мм разрезали в двух местах. Расстояние между разрезными частями в каждом месте составило 1,2 мм. Кроме этого, разрезали кольцевую прокладку из неструктурированной трубы и устанавливали ее под 90° к плоскости разрезанной наружной соединительной детали. Расстояние между двумя частями прокладки составило 1,1 мм. Также были проведены эксперименты по сварке, где наружную соединительную деталь изготовляли из двух участков труб типоразмера (40×5,5) мм.
Структурные исследования сварных соединений показали, что кольцевая прокладка и шайбы, изготовленные из полиэтиленовых неструктурированных труб, были переведены в вязкотекучее состояние и в сварном шве произошло смешивание расплавов указанных элементов. Также расплавы кольцевой прокладки и шайб взаимодействовали с внутренней и наружной соединительными деталями и частями свариваемых труб.
Все сварные соединения с прилегаемыми к ним трубами из структурированного полиэтилена, полученные при оптимальной конструкции комплектов соединительных деталей и при указанных режимах сварки выдержали (согласно пп.1 и 2 таблицы 7 ДСТУ Б В.2.5-17-2001) испытания на стойкость к воздействию постоянного внутреннего давления воды.
Таким образом доказана возможность сварки труб из структурированного полиэтилена.
Изобретение относится к области строительства и ремонта трубопроводов сетей холодного, горячего водоснабжения и отопления, транспортирующих воду с температурой от 5 до 95°С и другие жидкие и газообразные среды, к которым трубы из структурированного полиэтилена химически стойки. Комплект содержит внутреннюю и наружную соединительные детали, изготовленные из труб из структурированного полиэтилена. На обработанных кольцевых концевых участках внутренней соединительной детали установлены шайбы из полиэтиленовых неструктурированных труб. В обработанную внутреннюю часть наружной соединительной детали установлена кольцевая прокладка из полиэтиленовых неструктурированных труб, превышающих на один типоразмер трубы, из которых изготовлены шайбы. Наружная соединительная деталь и кольцевая прокладка могут быть разрезными в одном или двух местах. Наружная соединительная деталь может быть изготовлена из двух участков труб. Трубы, внутренняя и/или наружная соединительные детали могут отличаться методом сшивки. После сборки комплекта проводят сварку труб с помощью двух нагревательных инструментов при температуре инструмента от 260 до 280°С. При этом нагрев соединительных деталей и свариваемых частей труб из структурированного полиэтилена осуществляют до высокоэластичного состояния. При таком состоянии указанных элементов кольцевая прокладка и шайбы из полиэтиленовых неструктурированных труб переходят в вязкотекучее состояние и их расплавы смешиваются между собой и взаимодействуют с соединительными деталями и свариваемыми частями труб из структурированного полиэтилена. Затем снимают нагревательные инструменты и устанавливают бандаж на наружную соединительную деталь. Бандаж выдерживают на указанной детали. Время выдержки бандажа в десять раз превышает время нагрева комплекта соединительных деталей и свариваемых участков труб. Изобретение обеспечивает равнопрочность сварного соединения комплекта соединительных деталей с трубами из структурированного полиэтилена. 2 н. и 4 з.п. ф-лы, 1 ил.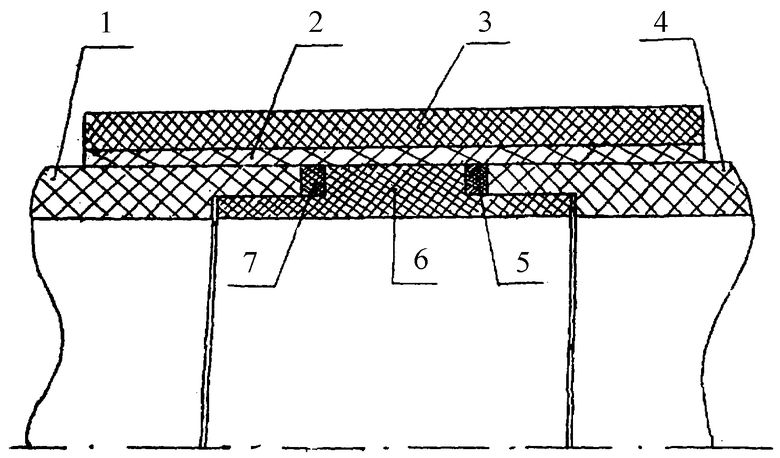
| СПОСОБ СВАРКИ ВСТЫК ТРУБ ИЗ СШИТОГО ПОЛИЭТИЛЕНА (ТРУБ ПЭ-Х) | 1999 |
|
RU2209137C2 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ АРМИРОВАННЫХ ПЛАСТМАССОВЫХ ТРУБ | 1995 |
|
RU2094690C1 |
| US 4619470 A, 28.10.1986 | |||
| 0 |
|
SU152752A1 | |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ АРМИРОВАННЫХ ПЛАСТМАССОВЫХ ТРУБ | 1998 |
|
RU2150633C1 |

