Изобретение относится к области устройств для изготовления трубчатых изделий сваркой и может быть использовано в машиностроении для установки и крепления изделий в положении для сварки с центрированием по внутреннему или наружному диаметру.
Известно устройство для сборки под сварку кольцевых швов, включающее центральную штангу с закрепленными на ней двумя фланцами, разрезную коническую втулку с подкладным кольцом с формообразующей сварочной канавкой и подпружиненную втулку с обратным конусом, размещенную на штанге, при этом оно снабжено силовым элементом, выполненным звездообразным из материала с эффектом памяти формы, и нагревательными элементами, причем силовой элемент размещен между подкладными кольцом и разрезной конической втулкой, а во фланце смонтированы нагревательные элементы (см., например, авт.св. СССР № 1472202, кл., -В 23 К 31/06, 1989, БИ № 14).
Известное устройство обладает существенными недостатками:
-сложностью конструкции из-за наличия в ней множества деталей со сложными элементами, требующими точной обработки и сборки, что снижает надежность;
-ограниченными технологическими возможностями из-за невозможности использовать одно и то же устройство для центрирования как по внутреннему, так и по наружному диаметру соединяемых сваркой трубчатых изделий.
Известно также устройство для внутреннего центрирования (см. авт.св. СССР № 1489952, кл.,-В 23 К 31/06,1989, БИ №24), содержащее центральное коническое тело, установленным вокруг него с возможностью радиального перемещения разжимные элементы, снабженные возвратными пружинами, и упоры, фиксирующие разжимные элементы от осевого перемещения, При этом устройство снабжено конической пружиной из сплава с эффектом памяти формы и нагревателем, пружина установлена на поверхности центрального конического тела с возможностью взаимодействия с разжимными элементами, длина пружины меньше расстояния между упорами, а нагреватель смонтирован в центральном коническом теле в непосредственной близости от конической пружины и размещен в спиральной канавке.
Это известное устройство является наиболее близким техническим решением к данному изобретению, обладает повышенной надежностью по сравнению с другими
известными, и выбирается в качестве прототипа.
Однако и это устройство обладает суще- ственными недостатками: ограниченными
технологическими возможностями и сложной конструкцией из-за невозможности центрирования трубчатых изделий по наружному диаметру и большого количества сопрягаемых деталей в конструкции.
Целью изобретения является расширение технологических возможностей и упрощение конструкции за счет обеспечения возможности центрирования как по внутреннему, так и по наружному контуру трубчатых изделий в положении сборки под сварку стыковых и тавровых кольцевых швов, а также за счет резкого уменьшения количества деталей в конструкции при максимальной их унификации и совмещении
функций разжимного элемента и его силового привода в одной детали.
Эта цель достигается тем, что в центраторе для сборки под сварку кольцевых швов, содержащем держатель со встроенным
электронагревателем, установленные на нем с возможностью радиального перемещения разжимные элементы, в пазах которых размещены возвратные пружины, новым является то, что держатель выполнен
в виде полого цилиндра с радиальными торцевыми пазами, в которых установлены разжимные элементы, каждый разжимной элемент выполнен в виде дугообразной пластины из сплава с памятью формы, в которой со стороны контактирования с держателем выполнен паз, а на рабочих торцевых поверхностях выполнены пазы для размещения в них возвратных пружин, выполненных в виде разрезных колец.
Возвратные пружины выполнены из сплава с эффектом сверхупругости.
Торцевая поверхность пластин, противоположная поверхности контактирования с держатепем выполнена ступенчатой.
Центратор снабжен подкладным кольцом, закрепленным в пазах для размещения возвратных пружин.
Такое техническое решение обеспечивает объединение в одной детали - разжимном элементе нескольких функций: разжимного элемента, силового привода для его деформации держателя с помощью прямоугольной ступеньки центрируемых разрезных кольцевых ребер для обеспечения их приварки изнутри или снаружи к трубчатому изделию, держателя разрезного подкладного кольца с формообразующей сварочной канавкой и держателя возвратных кольцевых пружин для обеспечения стабильности деформации разжимного
элемента с памятью формы при охлаждении. Все это позволяет резко упростить конструкцию центратора, сводя количество входящих в него деталей до оптимального минимума. Кроме того, конструкция центра- тора обеспечивает существенное расширение технологических возможностей за счет обеспечения возможности центрирования как по внутреннему, так и по наружному контуру трубчатых изделий в положении сборки под сварку стыковых швов, а также тавровых швов при центрировании и приварке разрезных кольцевых ребер к цилиндрическим обечайкам как изнутри, так и снаружи. При этом, при необходимости, мо- жет быть обеспечена заданная конфигурация внутреннего стыкового шва с помощью подкладного кольца с формообразующей сварочной канавкой. Таким образом обосновывается новизна и достижение положи- тельного эффекта заявляемым в качестве изобретения техническим решением.
Приведенная в техническом решении совокупность существенных признаков как в полном объеме, так и отличительных при- знаков в другом сочетании из других областей науки и техники, не известны из патентной и научно-технической литературы, что доказывает соответствие технического решения критерию существенные отличия.
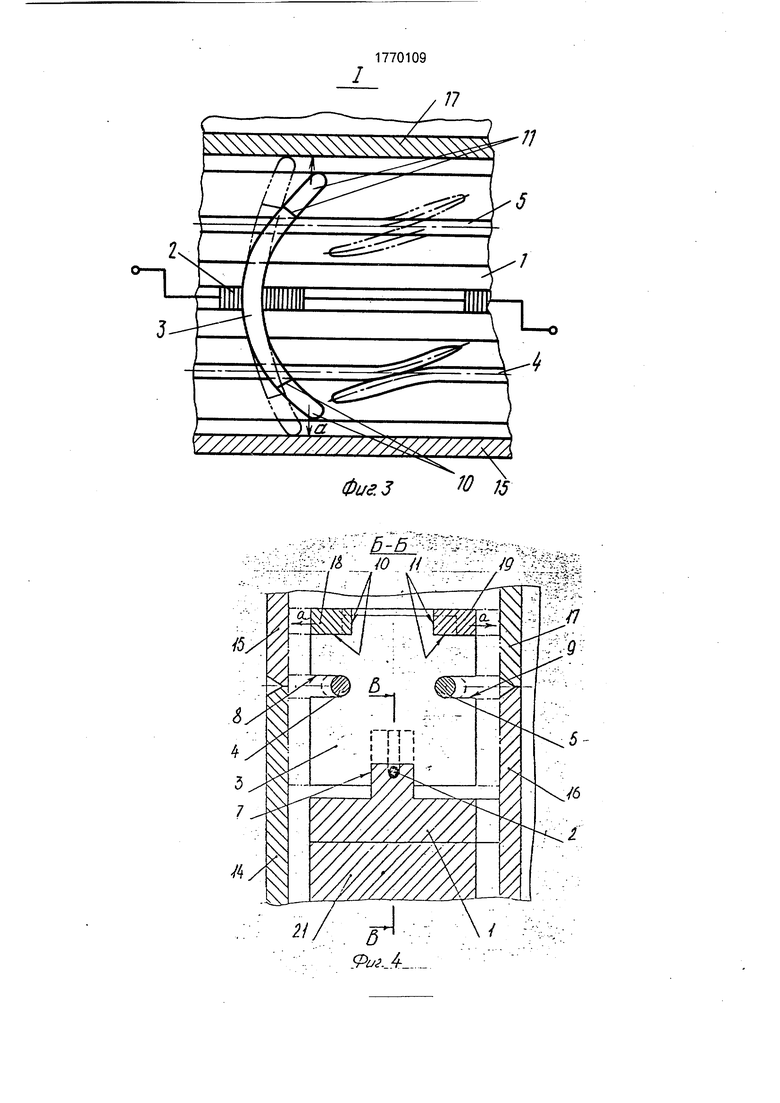
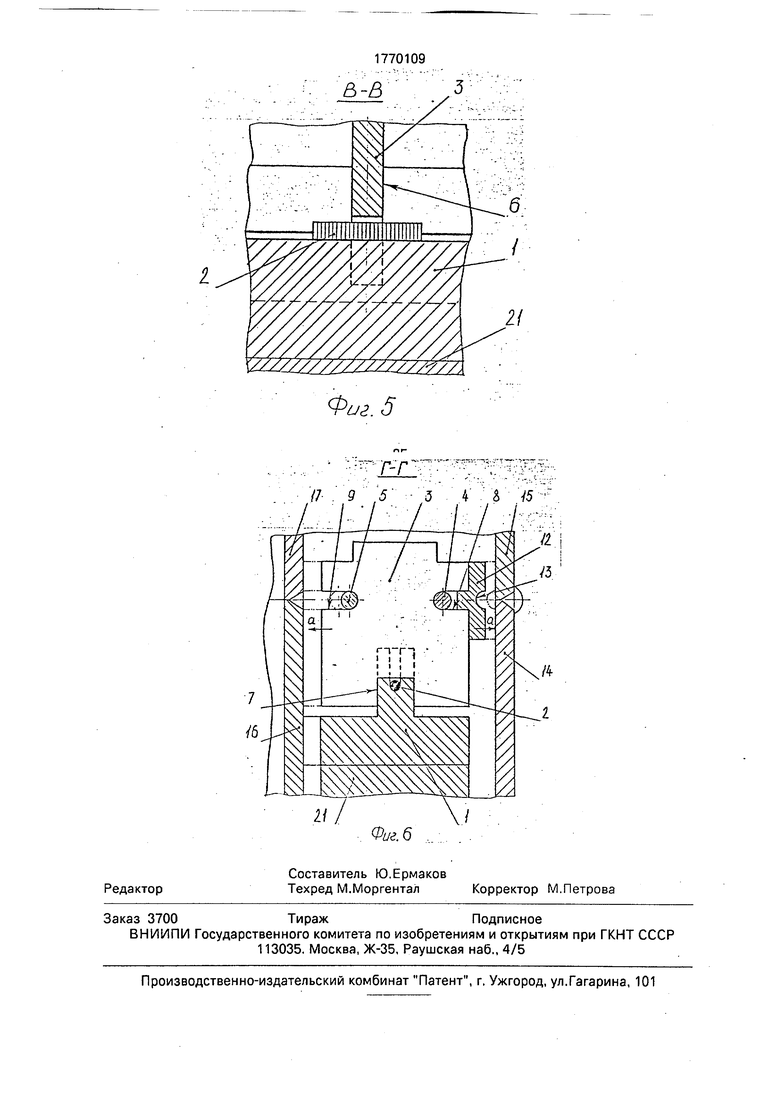
На фиг.1 изображен общий вид (в продольном разрезе) центратора для сборки под сварку кольцевых швов; на фиг.2 - разрез А-А на фиг.1; на фиг.З - узел I на фиг.2; на фиг.4 - разрез Б-Б на фиг.2; на фиг.5 - разрез В-В на фиг.4; на фиг.6 - разрез Г-Г на фиг.2.
Центратор для сборки под сварку кольцевых швов содержит держатель 1 со встро- енным электронагревателем 2, установленные на нем с возможностью радиального перемещения разжимные элементы 3, снабженные возвратными пружинами 4 и 5. Держатель 1 выполнен в виде полого цилиндра 1 с радиальными торцовыми пазами 6, в которых установлены разжимные элементы 3, каждый из которых выполнен в виде дугообразной пластины 3 из сплава с памятью формы (например, сплава никелида титана марки ТН-1В с критической температурой возврата горячей формы с меньшей кривизной дуги около +75°С) с ответным по отношению к держателю 1 (к пазам 6) боковым односторонним поперечным пазом 7 и двумя открытыми торцевыми продольными пазами 8 и 9, в которых установлены соответственно наружные возвратные пружины 5, выполненные в виде разрезных колец. Возвратные
кольцевые пружины 4 и 5 выполнены из сплава с эффектом сверхупругости (до 10- 15%), например, из сплава никелида титана марки ТН-1М с температурой проявления эффекта сверхупругости выше +40°С. Противоположная сторона поперечному пазу 7 каждой пластины 3 снабжена концевыми прямоугольными ступеньками 10 и 11. В пазу 8 для наружной возвратной кольцевой пружины 4 дополнительно (при необходимости) может быть установлено разрезное подкладное кольцо 12 (из материала с высокой теплоемкостью) с формообразующей сварочной канавкой 13 для принудительного формообразования расплавленного металла шва в положении для сварки, например для удержания его на требуемом участке пространства.
Описанный центратор с двенадцатью разжимными элементами 3 толщиной 5-10 мм и возвратными пружинами 4 и 5 из прутка диаметром 4-8 мм может быть использован: для внутреннего центрирования обечаек 14 и 15 диаметром 500-2000 мм с толщиной стенки 2-20 мм, для наружного центрирования обечаек 16 и 17 диаметром 200-1700 мм с толщиной стенки 2-10 мм, для центрирования и удержания в процессе прихватки (сварки) кольцевых внутренних и наружных ребер 18 и 19, для принудительного формирования металла при сварке обечаек 14 и 15 диаметром до 2000 мм.
Устройство работает следующим образом.
На основание 20 устанавливается опора 21 с установленным на ней центратором, опирающимся на опору 21 подошвой держателя 1
Сверху на основание 20 опускается обечайка 14 (или обечайка 16), на которую опускается обечайка 15 (или обечайка 17), подвергаемые центрироавнию и стыковой сварке между собой. Включается электронагреватель 2, от которого до температуры выше +75°С нагревается расжимной элемент 3. Вследствие проявления эффекта памяти формы в материале элемента 3, последний стремится распрямиться и приобретает горячую форму (с меньшей кри- визной);упираясь при этом в поверхность обечаек 14 и 15 (или обечаек 16 и 17), и за счет значительных усилий, генерируемые сплавом с памятью формы, перемещая обечайки, обеспечивает их центрирование для последующей сварки (или прихватки перед окончательной сваркой). После этого электронагреватель 2 включается, а разжимной элемент 3 охлаждается до температуры ниже +40°С, испытывается при этом силовое воздействие от взведенных им при нагреве
возвратных кольцевых пружин 4 и 5, что обеспечивает надежный возврат каждого разжимного элемента 3 в первоначальную холодную форму (с большой кривизной).
На этом один цикл работы центратора заканчивается и, соединенные сваркой (или прихватками) обечайки 14 и 15 (или обечайки 16 и 17) снимаются с основания 20 для направления на последующие операции.
При необходимости (фиг.4) центрирова- ния и приварки кольцевых ребер 18 и 19 соответственно к обечайкам 15 (или 17), первые устанавливаются перед нагревом разжимных элементов 3 соответственно на прямоугольные ступеньки 10 (или 11), что обеспечивает при нагреве перемещение концов, а следовательно, и ребер 18 (или 19) в сторону обечайки 15 (или 17) до контактирования (на фиг.З, фиг.4 и фиг.5 направление перемещения концов разжимного элемента 3 показано стрелками а), после чего может быть произведена прихватка сваркой их между собой.
При необходимости (фиг.6) принудительного формирования расплавленного металла шва в положении сварки стыка обечаек 14 и 15, предварительно установленное в пазы 8 разжимного элемента 3 разрезное подкладное кольцо 12с формообразующей канавкой 13 перемещается при нагреве раз- жимного элемента 3 в направлении к стыку обечаек 14 и 15 (по стрелке а). Это приводит как к центрированию обечаек 14 и 15, так и к обеспечению удержания расплавленного металла шва в положении сварки фор- мируемой канавкой 13 части пространства вблизи стыка.
Использование изобретения обеспечивает расширение технологических возможностей центраторов для сборки под сварку
кольцевых швов при изготовлении сваркой трубчатых изделий различных габаритов, уменьшение типоразмеров центраторов, а также позволит унифицировать и упростить их конструкцию, что даст значительный экономический эффект в народном хозяйстве. Формула изобретения 1. Центратор для сборки под сварку кольцевых швов, содержащий держатель со встроенным электронагревателем, установленные на нем с возможностью радиального перемещения разжимные элементы, в пазах которых размещены возвратные пружины, отличающийся тем, что, с целью расширения технологических возможностей и упрощения конструкции, держатель выполнен в виде полого цилиндра с радиальными торцевыми пазами, в которых уста- новлены разжимные элементы, каждый разжимной элемент выполнен в виде дугообразной пластины из сплава с памятью формы, в которой со стороны контактирования держателем выполнен паз, а на рабочих торцовых поверхностях выполнены пазы для размещения в них возвратных пру- жин(выполненных в виде разрезных колец.
2.Центратор по п.1,отличающийся тем, что возвратные пружины выполнены из сплава с эффектом сверхупругости.
3.Центратор по п. 1,отличающийся тем, что торцевая поверхность пластин, противоположная поверхности контактирования с держателем выполнена ступенчатой.
4.Центратор по п. 1,отличающийся тем, что он снабжен подкладным кольцом, закрепленным в пазах для размещения возвратных пружин.


| название | год | авторы | номер документа |
|---|---|---|---|
| Центратор для сборки под сварку кольцевых швов | 1990 |
|
SU1715538A1 |
| Внутреннее формирующее устройство для сварки кольцевых швов | 1989 |
|
SU1660919A1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| Внутренний центратор для сборки и сварки кольцевых швов с формированием обратной стороны шва | 2021 |
|
RU2761926C1 |
| Устройство для сборки под сварку | 1986 |
|
SU1344555A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2354520C2 |
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| Внутреннее устройство для сборки под сварку кольцевых стыков обечаек | 1982 |
|
SU1079393A1 |
| СЪЕМНОЕ ПОДКЛАДНОЕ УСТРОЙСТВО | 1967 |
|
SU224735A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2156184C2 |
Изобретение относится к устройствам для изготовления трубчатых изделий сваркой и может быть использовано в машиностроении для установки и крепления изделий в положении для сварки с центрованием по внутреннему или наружному диаметру. Цель изобретения - расширение технологических возможностей и упрощение конструкции. Это достигается тем, что в центраторе, содержащем держатель 1 со встроенным электронагревателем 2, установленные на нем с возможностью радиального перемещения разжимные элементы 3, снабженные возвратными пружинами 4 и 5, держатель 1 выполнен с пазами, в которых установлены разжимные элементы 3, каждый из которых выполнен в виде дугообразной пластины 3 из сплава с памятью формы с ответным по отношению к держателю поперечным пазом 7. Конструкция центратора дает возможность производить центрирование как по внутреннему, так и по наружному контуру трубчатых изделий в положении сборки под сварку стыковых швов, а также тавровых швов при центрировании и приварке разрезных кольцевых ребер. 3 з.п.ф- лы, 6 ил. (Л С 77 VJ XI О о о /////у///////// s / / / / / / / 
У/
Л7
Xj Ol .
Ni
« „ .; ;:- ..
Фиг. 5
i/7 /
Фиг. 6
| Внутренний центратор | 1987 |
|
SU1489952A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
