Известны автоматизированные установки для индукционного нагрева круглых кузнечных заготовок под ковку и штамповку, содержащие цилиндрический индуктор и загрузочно-подающие устройства в виде бункера для заготовок и толкателя со штоком.
Автоматические и механизированные загрузочно-подаюш,ие устройства указанных нагревательных установок позволяют производить подачу в иидуктор только по одной заготовке. Однако в практике индукционного нагрева встречаются случаи, когда для нагревания заготовок с малыми размерами сечения, в целях повышения к.п.д. нагрева и достижения заготовками ковочной температуры прИ несоответствии частоты тока, которой располагает кузнечный цех, диаметрам заготовок, приходится производить индукционный нагрев их параллельного пучка.
Автоматические и механизированные загрузочно-нодающие устройства известных нагревательных установок не могут обеспечить подачу в индуктор параллельного пучка заготовок, вследствие чего невозможен нагрев его (параллельного пучка) в автоматическом режиме.
Цель изобретения - автоматизировать процесс загрузки в индуктор параллельного пучка заготовок. Это достигается тем, что установка снабжена смонтированным в торце лотка электромагнитом, а торец лотка имеет цилиндрическую поверхность, расположенную внутрн электромагнита. При этом между индуктором и лотком размещена направляющая втулка для отсекания заданного количества заготовок.
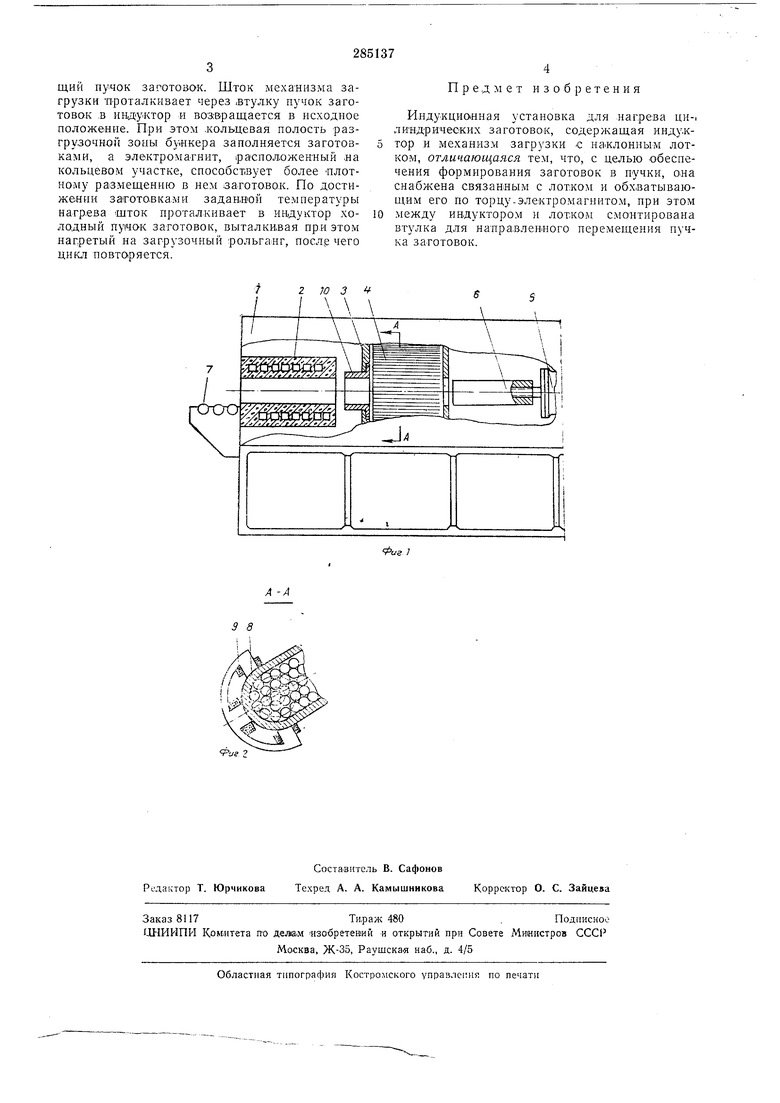
На фиг. 1 схематически изображен общий вид предлагаемой установки для индукцпопного на1грева; на фиг. 2-разрез ло А-А на фиг. 1.
Внутри металлического корпуса / расположены цилиндрический индуктор 2, бункер 3 для загото.вок 4, механизм 5 загрузки со штоком 6 и разгрузочный рольганг 7. Разгрузочная зона бункера выполнена в виде лотка 8 с цилиндрическим торцом из немагнитного материала, снабженного электро.магнитом 9 для надежного занолнения кольцевой полости ферромагнитны.ми заготовками. Диаметр кольцевой полости установлен таким, чтобы он обхватил наибольший по величине пучок заготовок, подлежащий нагреву в индукторе. Для отсекания заданного количества заготовок в пучке служит смепная втулка 10, смонтированная между лотком и индуктором.
Шток механизма загрузки выполнен сменным из немагнитной стали. Диаметр его в каждом конкретном случае несколько .меньше диаметра подлежащего нагреву пучка заготовок. Заготовки из разгрузочного бункера постущий пучок заготовок. Шток механизма загрузки п-роталкивает через .втулку пучок заготовок ,в индуктор и возвращается в исходное положение. При этом .кольцевая полость разгрузочной зоны бункера заполняется заготовками, а электромагнит, расположен-ный иа кольцевом участке, способст.вует более плотному размещению в нем затотовок. По достижении заготовками заданаон температуры нагр.ева Шток проталкивает в ин, холодный пунок заготовок, выталкивая при этом нагретый на загрузочный рольганг, посл,р чего ци(О1 повторяется.
Предмет изобретения
Индукционная установка для нагрева ци-, линдричеоких заготовок, содержащая индуктор и механизм загрузки с на клонным лотком, отличающаяся тем, что, с целью обеспечения формирования заготовок в пучки, ома снабжена связавным с лотком и обхватывающим его по торцу-электромагнитом, при этом .между индуктором и лотко.м с.монтирована втулка для напра.влен.ного перемещения пучка заготовок.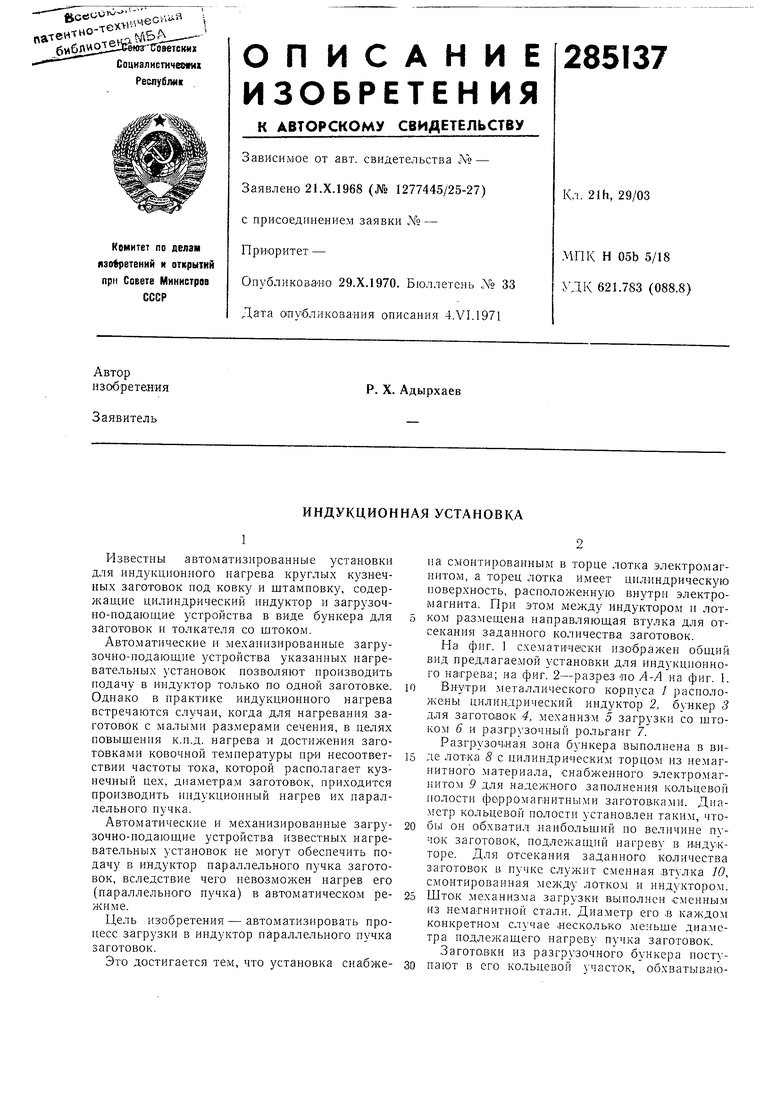
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная установка | 1981 |
|
SU1057556A1 |
| Линия индукционного нагрева заготовок прямоугольного сечения | 1989 |
|
SU1746177A1 |
| Установка индукционного нагрева перемещаемых деталей | 1991 |
|
SU1786688A1 |
| Индукционная установка | 1985 |
|
SU1384622A1 |
| УСТАНОВКА ДЛЯ ИНДУКЦИОННОГО НАГРЕВА ЗАГОТОВОК | 1990 |
|
RU2024625C1 |
| Установка для индукционного нагрева заготовок | 1981 |
|
SU982209A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ФОРМЫ СТАКАН | 2015 |
|
RU2595182C1 |
| Станок для нагрева цилиндрических заготовок | 1974 |
|
SU737480A1 |
| Устройство для нагрева концов заготовок | 1980 |
|
SU998538A1 |
| Манипулятор | 1982 |
|
SU1007967A1 |
fije 2
