(54) СТАНОК ДЛЯ НАГРЕВА ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки абразивных кругов | 1985 |
|
SU1263511A1 |
| Станок для закатки днищ сосудов высокого давления | 1974 |
|
SU555944A1 |
| Агрегатный станок для изготовления стеклопластиковых труб | 1979 |
|
SU921870A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2256526C2 |
| Установка для термообработки стержневых изделий | 1989 |
|
SU1740441A1 |
| Многопозиционный станок | 1980 |
|
SU908575A1 |
| Зубообрабатывающий станок роторного типа | 1988 |
|
SU1590228A1 |
| Станок для гибки уголковых рам | 1980 |
|
SU927369A1 |
| Автоматическая линия безоблойной штамповки | 1980 |
|
SU889482A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
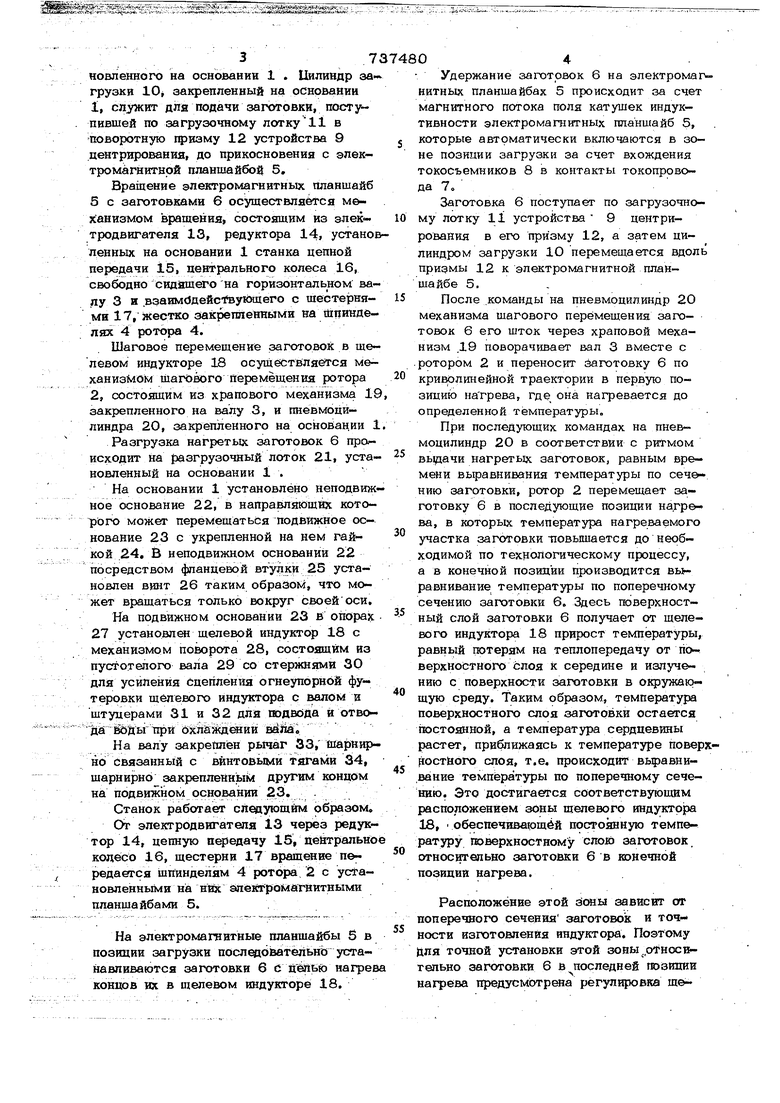
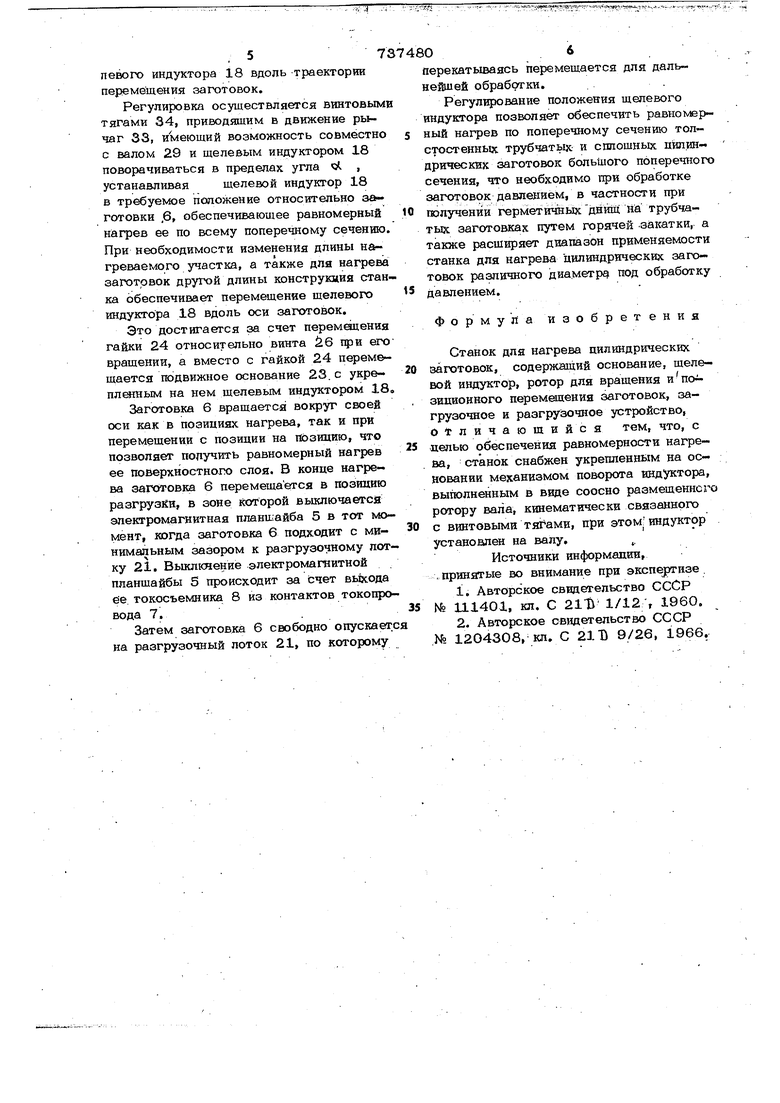
Изобретение относится к области термической обработки. Известен станок для Harpjpea изделий током высокой частоты, содержащий щелевой индуктор с рабочей камерой в виде кольцевой щели и транспортное устройств в виде ротора, расположенного под индук тором и оборудовнного толкателями для подачи изделий в индуктор, рабочие гнезда которого образованы установленными на нем в радиальных плоскостях магнитными экранами-перегородками i Известен также станок для нагрева цилиндрических заготовок, содержащий основание, щелевой индуктор,. ротор для вращения и позиционного перемещения заготовок, загрузочное и разгрузочное устройства . Недостатком известных станков является невозможность обеспечения равномерного нагрева заготовки. Целью изобретения является обеспечение равномерности нагрева заготовок. Для этого станок снабжен укрепленным на основании механизмом поворота индуктора, выполненным в виде соосно размещенного ротору вала, кинематически связанного с винтЬвыми тягами, при этом индуктор установлен на валу. На фиг. 1 изображена кинематическая схема станка; на фиг. 2 - вид ш стрелке А на фиг. 1; на фиг. 3 - ротор, вид спереди; на фиг. 4 - нагреватель, продольный разрез; на фиг. 5 - вид по стрелке Б на фиг. 4. На основании 1 закреплены ротор 2, установлшный жестко на горизонтальном валу 3, со щпинделями 4, несущими электромагнитные планщайбы 5 для удержания заготовок 6, токопровод 7, служащий для подвода ттостоянного тока к электромагнитным планшайбам 5, снабженным токосъемниками 8. . Центрирование заготовок 6 относи тельно электромагнитных планщайб 5 в позиции загрузки осуществляется с помощью устройства 9 центрирования, уста- новленного на основании 1 . Шпиндр аа грузки lOj закрепленный на основании 1,служит для подачи заготовки, гаоступившей по загрузочному лотку11 в поворотную гфизму 12 устройства 9 центрирования, до прикосновения с электромагнитной планшайбой 5. Вращение электромагнитных планшайб 5 с заготовками 6 осуществляется механизмом наращения, состоящим из электродвигателя 13, редуктора 14, устано ленньос на основании 1 станка цепной передачи 15, центрального колеса 16, свободно сидящего на горизонтальном валу 3 и взаимс1дейс вующего с шестернями 17, жестко эакретшенными на Шпинделях 4 ротора 4. Шаговое перемещение заготовок в щелевом индукторе 18 осуществляется механизмом Щагового перемещения ротора 2,состоящим из храпового механизма 19 закрепленного на валу 3, и пневмоцйлиндра 20, закрепленного на основации 1 Разгрузка нагретых заготовок 6 про исходит на разгрузочный лоток 21, установленный на основании 1 . На основании 1 установлено неподвиж ное основание 22, в направляющих которого может перемещаться подвижное основание 23 с укрепленной на нем гайкой 24. В неподвижном основании 22 посредством фланцевой втулки 25 установлен винт 26 таким образом, что может вращаться только вокруг своей оси. На подвижном основании 23 fi опорах 27 установлен щелевой индуктор 18 с механизмом поворота 28, состоящим из пустотелого вала 29 со стержнями 30 для усиления сцепления огнеупорной футеровки щелевого индуктора с валом и штуцерами 31 и 32 для подвоДа и отвода кЩьг при б О1й Ш1Шии вёйа. На валу закреплён рычаг 33, Шарнирн6 связанный с винтовыми тягами 34, щарнирно закрепленным другим концом на подвижном основании 23. Станок работает следующим образом. От электродвигателя 13 чегдаз редуктор 14, цепную передачу 15, Нейтрально колесо 16, щестерни 17 врашение передается шпинделям 4 ротора; 2 с установленными на нйс эпёкгрома1гнитными планшайбами 5. На электромагнитные планшайбы SB позиции загрузки последО1ватёльнЬ устанавливаются заготовки 6 U цШЬю нагрев кондов их в щелевом индукторе 18, Удержание заготовок 6 на электромапнитных планшайбах 5 происходит за счет магнитного потока поля катушек индуктивности электромагнитных планшайб 5, которые автоматически включаются в зоне позиции загрузки за счет вхождения токосъемников 8 в контакты токопррво- да 7, Заготовка 6 поступает по загрузочному лотку 11 устройства 9 центрирования в его призму 12, а затем цилиндром загрузки 10 перемещается вдоль призмы 12 к электромагнитной планшайбе 5. После .команды на пневмоцилиндр 20 механизма шагового перемещения заготовок 6 его шток через храповой механизм .19 поворачивает вал 3 вместе с ротором 2 и переносит заготовку 6 по криволинейной траектории в первую позицию нагрева, где она нагревается до определенной температуры, При последующих командах на пневмоцилиндр 2О в соответствии с ритмом выдачи нагретых заготовок, равным времени выравнивания температуры по сеч& кию заготовки, ротор 2 перемещает заготовку 6 в последующие позиции нагрева, в которых температура нагреваемого участка заготовки-повышается до необходимой по технологическому процессу, а в конечной позиции производится вььравнивание температуры по поперечному сечению заготовки 6. Здесь поверхностный слой заготовки 6 получает от щелевого индуктора 18 прирост температуры, равный потерям на теплопередачу от по верхностного слоя к середине и излучению с поверхности заготовки в окружак)щую среду. Таким образом, температура поверхностного слоя заготовки остается постоянной, а температура сердцевины растет, приближаясь к температуре поверхростйого слоя, т.е. происходит вьфавнивание температуры по поперечному сечению. Это достигается соответствующим расположением зоны щелевого индут тр|ра 18, Обеспечивающей постоянную температуру поверхностному слою заготовок, относительно заготовки 6 в конечной позиции нагрева. Расположение этой зоны зависит от поперечного сечения заготовок и точности изготовления индуктора. Поэтому для точной установки этой зоны .относительно заготовки 6 в последией гго1зтши нагрева предусмотрена регулировка шелевого индуктора 18 вдоль траектории перемещения заготовок.
Регулировка осуществляется винтовым тягами 34, приводящим в движение рььчаг 33, имеющий возможность совместно с валом 29 и щелевым индуктором 18 поворачиваться в пределах угла ч. , устанавливая щелевой индуктор 18 в требуемое положение относительно заготовки ,6, обеспечивающее равномерный нагрев ее по всему поперечному сечению. При необходимости изменения длины нагреваемого участка, а также для нагрева заготовок другой длины конструкция станка обеспечивает перемещение щелевого индуктора 18 вдоль оси заготовок.
Это достигается за счет перемещения гайки 24 относительно винта Й6 1фи его вращении, а вместо с гайкой 24 перемещается подвижное основание 23, с укреплйшым на нем щелевым индуктором 18.
Заготовка 6 вращается вокруг своей оси как в позициях нагрева, так и при перемещении с позиции на позицию, что позволяет получить равномерный нагрев ее поверхностного слоя. В конце нагрева заготовка 6 перемещается в позицию разгрузки, в зоне которой выключаетс а электромагнитная планшайба 5 в тот момент, когда заготовка 6 подходит с минимальным зазором к разгрузочному лотку 21. Выклкление электромагнитной планщайбы 5 происходит за Счет вь1хода ее токосъемника 8 из контактов токопровода 7.
Затем заготовка 6 свободно опускаетс на разгрузочный лоток 21, по которому
737480
перекатываясь перемещается для дальнейшей обработки.
Регулирование положения щелевого индуктора позволяет обеспечить равномерный нагрев по поперечному сечению толстостенных трубчать1к и сплощных цилиндрических заготовок большого поперечного сечения, что необходимо при обработке заготовок давлением, в частности при получении герметичныхд)аи1ц на трубчатых заготовках путем горячей .закатки, а также расширяет диапазон применяемости станка для нагрева цилиндрических заготовок различного диаметру под обработку давлением.
формула изобретения
Станок для нагрева цилиндрических заготовок, содержащий основание, щелевой индуктор, ротор для вращения ипо зиционного перемещения заготовок, загрузочное и разгру1зочное устройство, отличающийся тем, что, с целью обеспечения равномерности нагрева, станок снабжен укрепленным на основании механизмом поворота индуктора, выполненным в виде соосно размещение го ротору вала, кинематически связанного с винтовыми тяглами, при этом индуктор установлен на валу,,.
Источники информации, .принятые во внимание при экспертизе.
В ид A
N )77T
d 3
34
ш.г
5ж6
Вид б
1В
Фш.5
