Предлагаемое устройство предалаэначено для контактной сварки изделий в случае необходимости точиого дозирования энергии в сварочном контакте.
Известное устройство содержит электрически связанные между собой сварочный трансформатор, вторичная обмотка которого через токоведущ е элементы подключена к электродам сварочной машины, а первичная - к сети через тиристорный коммутатор, блок управления тиристорам и цепь регу лирования энергетического режима сварки с интегратором и узлом сравнения, выход которого связан с блоком управления тиристорами.
С целью повышения стабильности качества сварки за счет поддержания постоянства тепловой энергии,в сварочном контакте в каждом цикле сварки, в цепь регулирования энергетического режима сварки введены два согласуювдгх трансформатора, каждый с двумя вторичныкм обмотками, и два блока возведения в квадрат, причем вторичные обмотки согласующих трансформаторов скоммутированы попарно последовательно, образуя цепи согласного и встречного включения, каждая из которых подсоединена к входу одного из блоков возведения в квадрат, выхода которых, в свою очередь, соедине Ш 1дследовательно встречно и через интегратор связаны с узлом сравнения, при этом первичная обмотка одного из согласукмцих трансформаторов подключена к шунту,уста овлеиному в сварочной це1ш, а второго - к электродам сварочной машины.
%едлагаемое устройство позволяет повысить стабильность качества сварки, так как обеспечивает постоянную тепло вую энергию в сварочном контакте, т.е. позволяет поддерживать соотношение
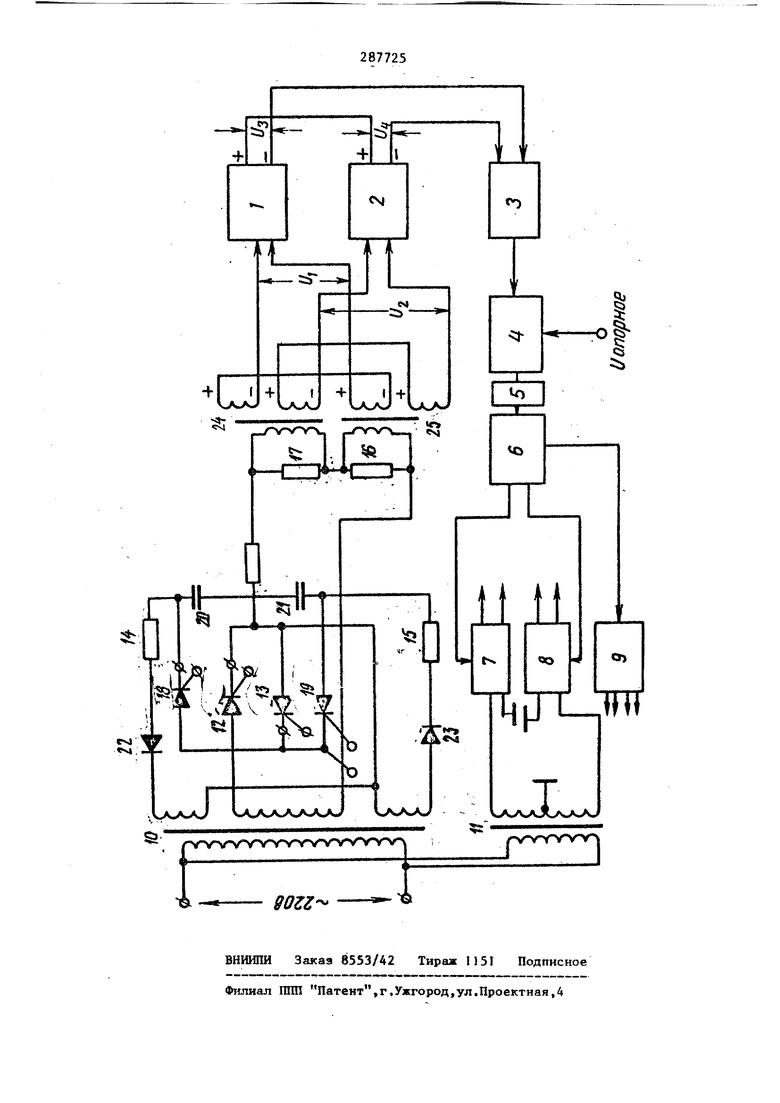
а 0, const, где а - тепловая энергия,выделяемая в контакте; Э - сварочньй ток; и - напряжение между сваро ными электродами; Ь - время сварки. Схема устройства изображена на чертеже. Она содержит блоки 1 и 2 возведения в квадрат, интегратор 3 узел 4 сравнения с компаратором, компаратор 5, исполнительное устройство 6, формирователи 7-9 импульсов цепи управления тиристорами, сварочные трансформаторы 0 и П, тиристорные коммутаторы 12 и 13, ограничительные сопротивления 14 и 15, сопротивление 16 шунта, сопротивление 17, тиристоры 18 и 19 запирающей цепи, емкости 20 и 21 запирающей цепи, диоды 22 и 23 запирающей цепи, согласующие трансформаторы 24 и 25. Устройство работает следувЩим образом, При установке сваривазмых изделий на исходную позицию подается напряже ние на трансформаторы Ю и 11. Происходит заряд через ограничивающие сопротивления 14 и 15 конденсаторов 20 и 21. Управляемые вентили 12 и 13 откры ваются с помощью формирователей 7 и 8, запуск которых строго синхронизи рован со сварочным напряжением. По цепи сварки,включающей в себя сопротиштение обмотки трансформатор 10, внутреннее сопротивление тирист ра 12 или 13, сопротивление соединительных проводов, а также сопроти свариваемого контакта RC и со противление шунта йэТ(Течет сварочны ток 3 . Напряжение U. , снижаемое со св рочного контакта, и Ug , снимаемое с шунта, подаются на первичные обмо ки согласукяцих трансформаторов 24 и 25. Полярность включения вторичных обмоток трансформаторов 24 и 25 такова, что на вход блоков 1 и 2 возведения в квадрат подаются напряжен U и UQ , пропорциональные сумме разности напряжений U и Ug-j- . ) ) напряжений Uj- ,пропорциональная прозведению напряжений Uj- и , а следовательно, падению напряжения на сопротивлении перехода между свариваемыми изделиями,и току 3 , протекающему в цепи сварки, на интегратор 3. Ug..(U.U3)) .. -0 + где К - коэффициент пропорциональности, постоянная величина. Напряжение с выхода интегратора 3 сравнивается в узле сравнения 4 с опорным напряжением Ug, от величины которой зависит количество теплоты, выделенной в месте сварки изделий. При достижении напряжения на выходе интегратора 3 величины опорного напряжения UQ срабатывает компаратор 5 и через исполнительное устройство 6 закрывает формирователи 7 и 8, вырабатывающие импульсы запуска для тиристоров 12 и 3 и одновременно запускает формирователь 9, открывающий тиристоры 18 и 19, служащие для гашения тиристоров 12 и 13. При поступлении на исходную позицию новых изделий последовательность работы устройства повторяется. Формула изобретения Устройство для контактной сварки с автоматическим регулированием процесса электронагрева, содержащее электрически связанные между собой сварочный трансформатор, вторичная обмотка которого через токоведущие элементы подключена к электродам сварочной машины, а первичная - к сети через тиристорный коммутатор, блок управления тиристорами и цепь регулирования энергетического режима сварки с интегратором и узлом сравнения, выход которого связан с блоком управления тиристорами, о т л и ч а ,е е с я тем, что, с целью повышения стабильности качества сварки за счет поддержания постоянства тепловой энерпчи, в сварочном контакте в каждом цикле сварки, в цепь регулирования энергетического режима
сварки введены два согласующих транс форматора, каждый с двумя вторичными обмотками, и два блока возведения в квадрат, причем вторичные обкютки согласукяцих трансформаторов скоммути рованы попарно последовательно, обра зуя цепи согласного и встречного включения, каждая из которых подсоединена к входу одного из Блоков воз77256
ведения в квадрат,выходы которых, в
свою очередь, соединены последовательно встречно и ч:;рез интегратор связаны с узлом сравнения, при этом 5 первичная обмотка одного из согласуюпщх трансформаторов подключена к шунту, установленному в сварочной цепи, а второго - к электродам сварочной машины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для электродуговой сварки | 1987 |
|
SU1480991A1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
| ВЕНТИЛЬНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2558808C2 |
| Источник сварочного тока | 1985 |
|
SU1291321A1 |
| Устройство для автоматического регулирования режима контактной сварки | 1978 |
|
SU764897A1 |
| Тиристорный регулятор | 1990 |
|
SU1753555A1 |
| СПОСОБ ИЗМЕРЕНИЯ СВАРОЧНОГО ТОКА | 2009 |
|
RU2424096C1 |
| Устройство для модуляции сварочного тока | 1980 |
|
SU948570A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1999 |
|
RU2174898C2 |
| СВАРОЧНЫЙ ТРАНСФОРМАТОР ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2537683C1 |