Изобретение относится к области электросварочной техники, в частности к машинам для контактной сварки с автоматическим управлением.
Известная машина для контактной сварки содержит станину с подвижным и неподвижным электродами, силовой трансформатор, подключенный к сети через игнитронный прерыватель, и систему автоматического регулирования по дилатометрическому эффекту с задающими устройствами, измерительным устройством с бесконтактным датчиком, и двумя блоками сравнения, подключенными к измерительному устройству. Один из блоков воздействует на фазорегулятор игнитронного прерывателя, а другой отключает машину.
Такая машина сложна, недостаточно точна и помехоустойчива. Кроме того, регулируется она только по скорости теплового расширения при жестко заданном времени сварки.
Для устранения этих недостатков в измерительном устройстве предлагаемой машины установлен датчик дискретного типа, электрически связанный с формирователем сигналов, определяющим направление перемещения. Датчик состоит из двух взаимно перемещаемых растровых рещеток, одна из которых соединена с подвижным электродом сварочной машины, а другая укреплена на неподвижном основании.
В качестве элементов сравнения использованы реверсивный и нереверсивный счетчики, а в качестве задающего элемента - генератор опорной частоты.
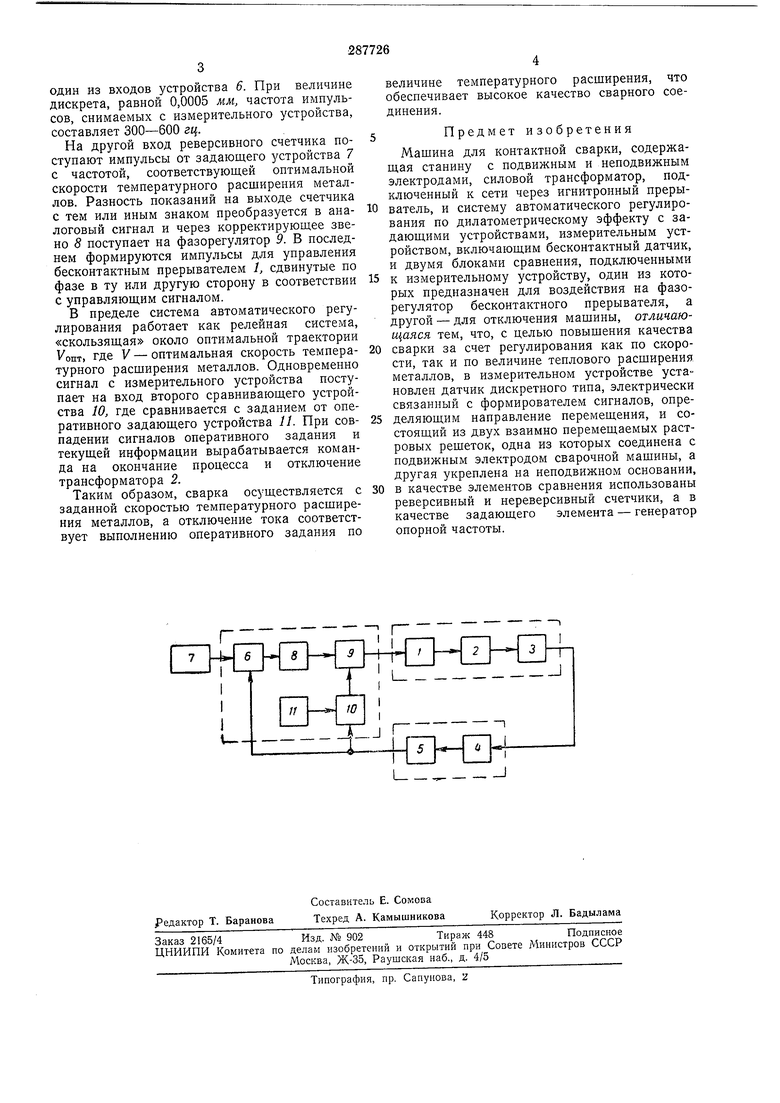
На чертеже дана блок-схема предлагаемой машины.
Она содержит бесконтактный прерыватель 1, управляющий сварочным током, сварочный трансформатор 2, свариваемые детали 3,
датчик 4 дискретного типа, формирователь 5 сигнала, определяющий направление перемещения, сравнивающее устройство 6, предназначенное для воздействия на фазорегулятор бесконтактного прерывателя и выполненное в
виде реверсивного счетчика, задающее устройство 7 - генератор калиброванной частоты, соответствующей оптимальной скорости перемещения, корректирующее звено 8, фазорегулятор 9 бесконтактного прерывателя,
сравнивающее устройство 10, предназначенное
для отключения мащины и выполненное в
виде нереверсивного счетчика, оперативное
задающее устройство //.
Устройство работает следующим образом.
При тепловом расширении свариваемых деталей 3 сигнал с измерительного устройства, включающего в себя датчик 4 и формирователь 5 в дискретной форме с частотой, соответствующей оптимальной скорости темпераодин из входов устройства 6. При величине дискрета, равной 0,0005 мм, частота импульсов, снимаемых с измерительного устройства, составляет 300-600 гц.
На другой вход реверсивного счетчика поступают импульсы от задающего устройства 7 с частотой, соответствующей оптимальной скорости температурного расширения металлов. Разность показаний на выходе счетчика с тем или иным знаком преобразуется в аналоговый сигнал и через корректирующее звено 8 поступает на фазорегулятор 9. В последнем формируются импульсы для управления бесконтактным прерывателем /, сдвинутые по фазе в ту или другую сторону в соответствии с управляющим сигналом.
В пределе система автоматического регулирования работает как релейная система, «скользящая около оптимальной траектории VOHT, где V - оптимальная скорость температурного расщирения металлов. Одновременно сигнал с измерительного устройства поступает на вход второго сравнивающего устройства 10, где сравнивается с заданием от оперативного задающего устройства 11. При совпадении сигналов оперативного задания и текущей информации вырабатывается команда на окончание процесса и отключение трансформатора 2.
Таким образом, сварка осуществляется с заданной скоростью температурного расширения металлов, а отключение тока соответствует выполнению оперативного задания по
величине температурного расщирения, что обеспечивает высокое качество сварного соединения.
Предмет изобретения
Мащина для контактной сварки, содержащая станину с подвижным и неподвижным электродами, силовой трансформатор, подключенный к сети через игнитронный прерыватель, и систему автоматического регулирования по дилатометрическому эффекту с задающими устройствами, измерительным устройством, включающим бесконтактный датчик, и двумя блоками сравнения, подключенными
к измерительному устройству, один из которых предназначен для воздействия на фазорегулятор бесконтактного прерывателя, а другой - для отключения мащины, отличающаяся тем, что, с целью повыщения качества
сварки за счет регулирования как по скорости, так и по величине теплового расширения металлов, в измерительном устройстве установлен датчик дискретного типа, электрически связанный с формирователем сигналов, определяющим направление перемещения, и состоящий из двух взаимно перемещаемых растровых рещеток, одна из которых соединена с подвижным электродом сварочной мащины, а другая укреплена на неподвижном основании,
в качестве элементов сравнения использованы реверсивный и нереверсивный счетчики, а в качестве задающего элемента - генератор опорной частоты.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОГРАММНОЕ УСТРОЙСТВО | 1970 |
|
SU270346A1 |
| Система фазового цифрового управления машинами контактной сварки | 1976 |
|
SU642112A1 |
| Универсальный игнитронный прерыватель | 1950 |
|
SU94552A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1971 |
|
SU304078A1 |
| УСТРОЙСТВО для КОНТРОЛЯ РАБОТЫ | 1965 |
|
SU175157A1 |
| Устройство для управления термообработкой сварных соединений | 1986 |
|
SU1458122A1 |
| ИГНИТРОННЫЙ ПРЕРЫВАТЕЛЬ | 1973 |
|
SU394181A1 |
| Устройство для автоматического управления приводом перемещения подвижной плиты стыкосварочной машины | 1982 |
|
SU1013167A1 |
| Устройство для формирования однополупериодных импульсов | 1972 |
|
SU454980A1 |
| УСТРОЙСТВО для СЧЕТА ИМПУЛЬСОВ ТОКА | 1972 |
|
SU333574A1 |
