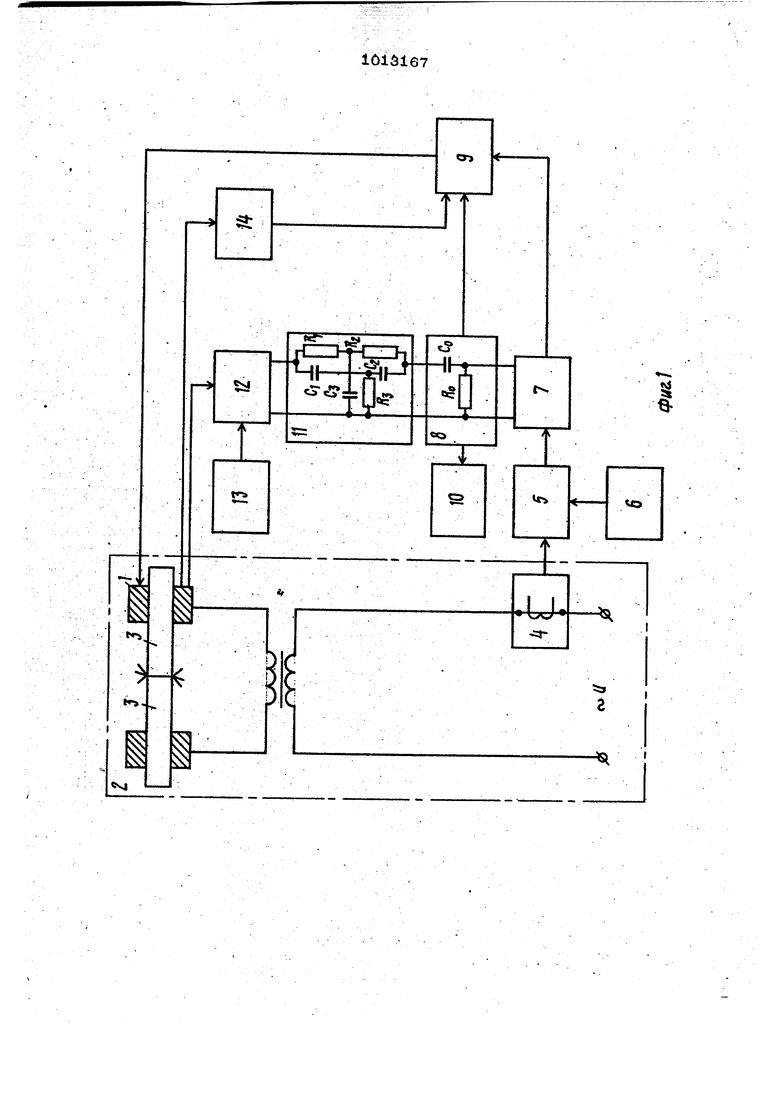
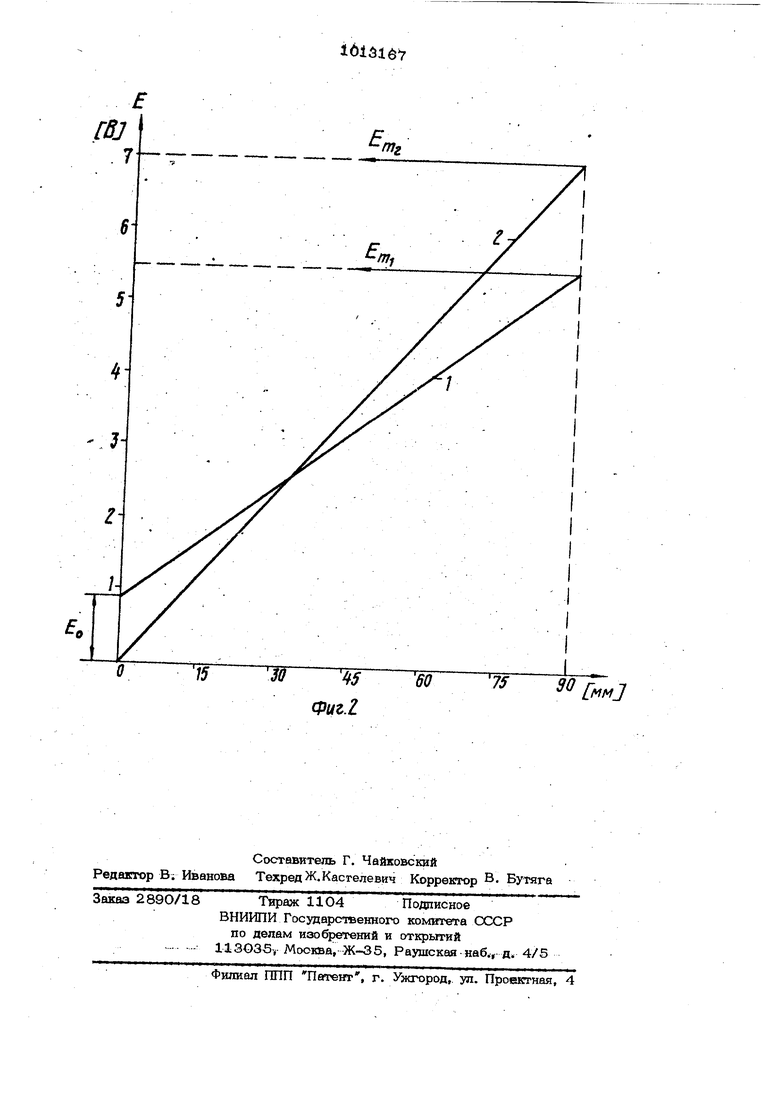
Изобретение относится к сварке и может быть использовано для автоматичеокого управления приводом перемещения подвижной плиты сгыкосварочной машины Известно устройство, содержащее си ловую часть сварочной машины, сварочный трансформатор, в первичную цепь которого включен трансформатор Тока, явля ющийся датчиком обратной связи по току сварки. Устройство содерядат корректор . скорости, в который поступают сигналь от датчика обратной связи по току свар ки и от задающего устройства. Сигналы с выхода корректора скорости и программатора на привод подвижной плиты, вклю чающий элек1 ромаши1п1Ый устшитель, двигатель постоянного тока и след5ЙЬ(ий гидроусилитель С 3 Устройство неуправляемо в режиме осадки, обладает низкой точностью регулирования и надежностью. В устройстве кроме того исключена возможность оптимального регулирования процессом сварки, что отрИцаТельно сказывается Ни качестве сварки. Известно устройство для автоматического управления приводом перемещения подвижной плиты машины стыковой сварки, содержащее подвижную плиту, датчик тока сварки-, включенный в первичную цепь мащины, выход датчика тока соединен с корректором скорости, на другой вход последнего подключен задающий бло выход корректора скорости через програм матор соединен с приводом мащины, датчик перемещения, один вход которого жест ко связан с подвижной пл1ггой, а выходы соединены с другим входом программмат ра и другим входом привода маиганы, датчик скорости подвижной плиты мащины жестко связанный с последней, его выход при этом соединен с приводом мащины Г21 . Недостатками данного устройства я&ляются низкие надежность и точность управления приводом в режиме осадки. В стыкосварочной машине подвижная плит перемещается поступательно, поатому для передачи поступательного перемещения плиты на вршдакщийся модуляционный диск фотоэлектрического датчика перемещения необходима механическая передача. В режиме осадки ускорения подвижной плиты достигают 2 О с и имеют место значителыате.динамические усилия. После нескольких осадок зубчатая переда ча выходит нэ строя, что делает устройств во в целом ненадежным. Кроме того, имеются погрещности в самой зубчатой передаче и люфты, а при переходе от оплавления к осадке, когда резко возрастает нагрузка, в приводе люфчы выбиракп ся. Из-аа этрго не рбеспечивается необхсх.димая точность устройства. Кроме того, фотоэлектрическому датчику присуща погрещ ность дискретности, которая отсутствует . у аналоговых устройств. Погрещность дисд-ретности обусловлена тем, что бесконечное множество значений измеряемой величины отрагкается лишь ограниченным количеством показаний цифрового устройства - фотоэлектрического датчика. В большинстве случаев имеется разница между показаниями цифроизмерительного устройства фотоэлектрического датчика и значениями , измеряемой величины в мометы измерений. Эта разница есть абсолютная Погрещность дискретности Лд. Погрешность дискретности находится в пределах ступени квантования дХц. Целью изофете.ния является повышение качества сварного соединения за счет увеличения точности отработки требуемого закона перемещения подвижной плиты мащины. Поставленная цель достигается тем, что в устройство для автоматического управления приводом перемещения подвижной плиты стыкосварочной машины, содержащее неподвижную и подвижную плиты машины, датчик сварки, корректор скорости, программатор, датчики скорости и перемещения, а также задающий блок, причем датчик тока сварки включен в первичную цепь машины, выход этого датчика соединен с одним входом корректора скорости, на другой вход корректора скорости подключен задакядий бпок, выход корректора скорости через программатор соединен с приводом перемещения подвижной ..плиты машины, подвижный элемент датчика перемещения жестко связан с подвижной плитой мащины, последняя через датчик скорости соединен с приводом перемещения подвижной плиты м.ашины, в него введены стабшизированный источник переменного тока, блок фильтрации высших гармоник, формирователь выходных сигналов и контрольно-измерительный блок, при этом последний соединен с выходом формирования выходных сигналов, второй и третий выходы которого соединены соответственно с вторым входом программаixipa If третьим входом привода перемещения подвижной плиты машины, восод формирования выходных сигналов через блок фильтрации высших гармоник соедимен с выходом датчика перемещений, а его Екод соединен со стабилигированны источником переменного тока. На фиг. 1 приведена структурная устройства; на фиг. 2 - зависимости выходных ЭДС электромагнитного датчика от величины перемещения подвижной nnmnuj 1 на зажимах эпектромагнитного датчика, 2 ни выходе формирователя выходных сигналов. Устройство для автоматического управления приводом леремещения подвижной шшты содержит подвижную плиту 1 стыкосварочной машины 2, свариваемые детали 3, датчик 4 обратной съязк по току сварки, включенный в первичную цель силового трансформатора. Сигнал с датчика 4 офатной связи по току подается на первый вход корректора скорости 5, а на второй его вход - сигнал от задающего блока 6. В корректоре 5 скорости происходит сравнение двух сигналов. Сигнал отрицательной обратной связи по току сварки UT сравнивается с onoi ным напряжениеми.задающего блока 6. Выход корректору 5 скорости соединен с первым входом программатора 7, на второй вход которого подается сигнал от формирователя 8 выходных сигналов. Выход с программатора 7 и второй выхо с формирователя 8 выходных сигналов соединены с двумя входами привода 9 перемещения подвижной плиты. Третий выход формирователя 8. выходных сигнал подключен на вход контрольно-измериТел ного блока 1О. Вход формирователя 8 шлходных сигаалов подключен к выходу блока фильтраюми 11 высших гармоник, вход которого соединен с выходом электромагнитного датчика 12 перемещения. Вход электромагнитного датчика 12 пере мещения соединен с выходом стаШлизированного источника 13 переменного тока, подвижной элемент датчика перемеще ния жестко связан с подвижной плитой 1 стыкосварочной машины.2. С этой же подвижной плитой 1 жестко связан ЕС|сод датчика 14 обратной связи по скорости, выход которого соединен с третьим входом привода 9 перемещения подвижной длиты. Выход привода 9 перемещения подвижной плиты соединен с подвижной плитой 1 стыкосварочной машины 2. Устройство работает следукяцим образом. Сигнал от ота лизированного источника 13 переменного тока поступает на вход датчика 12 перемещения. Подается команда на включение привода 9 еремещения подвижной плиты. Подвиж-., ая плита 1 под действием привода 9 еремещения подвижной плиты произвоит кратковременное замыкагше торцов свариваемьп деталей 3. Подвижный поступательно перемещающийся элемент электромагнитного датчика 12 перемещения непосредственно без какой-либо механической передачи жестко без зазора механически связан с подвижной плитой 1. При перемещении подвижной плиты 1 на выходе датчика 12 перемещения появг ляется сигнал ЭДС, действующее значёние которой прямо пропорционально величине перемещения подвижной плиты 1. Однако в зависимость выходной ЭДС от перемещения электромагнитного 12 входит остаточный сигнал EQ(фиг. 2, зависимость 1), обусловленный геометрической магнитной и эле1стрической несиммет риями. Сигнал Е создает неопределенность в отсчете координапи перемещения подвижной плиты. Зависимость остаточного сигнала Е содержит первую и высшие нечетные гармонические ЭДС. Этот сигнал EQ исключается включением блока фильтрашт 11 высших гармоник. Блок фильтрации 11 высших гармоник состоит из двойного Т-образного моста, построенного на RCэлементах. В выходной сигнале блока фильтрации 11 высших гармоник остаточный сигнал Ер отсутствует. Этим повышается точность обработки приводом команд, точность работы всей системы управления в режимах как оплавления,- так и осадки, улучшается качество сварки. Однако величина сигнала на выходе бгсока фильтрации 11 высших гармоник недостаточна. Для увеличения выходного сигнала на выход блока фильтрации 11 высших гармоник .Последовательно включен формирователь 8 выходных сигналов, состоящий из последовательно включенного резонаноного конденсатора CQ и параллель но включенного активного сопротивления RQ. Величиг на емкости CQрасчитывается из условия резонанса цепи с последовательно включенными активным RQ, индуктивным Xj и ем X с о сопротивлениями костным . При резонансе токов в формироваггеле 8 выходных сигналов напряжение на его вькоде будет наибольшим. Зависимость выходной ЭДС на выходе формирователя сипналов располагается из начала кооршгаат, т.е. безЕдИ значительно круче (зависимсють 2, фиг.. 2), чем та же зависимость 10 на выходе эпетромагнитного датчика перемешення 12 (зависимость 1, фиг. 2) т2 m-t позволяем уъвлкчвгь ветчину выходной ЭДС и тем самым повысить точность работы всей сисгтемы. в itenoM в режимах шпавпения и осадки. С выхода формироватегая 8 выходной сигн лов сигнал задания программы, по осуществляется перемещение плкты, поступает на второй вход программатора 7. В программаторе 7 ЭДС, пропорциональная перемещению подвижной татл 1, сравнивается с заданной величиной. Сигнал пассогласования поступает на привод 9 перемещения подвижной плиты и далее на ускорение или замедление подвижной шогпы 1 или останов. Сярнал со второго выхода формирователя 8 выходных сигналов поступает в контрольно-изм рительный блок 1О для индикадии и измерения. С третьего выхода формирователя 8 преофазованныйсигнал с электромагнит НО1Х датчика 12 перемещения поступает на второй, вход привода 9 перемещения по подвижной плиты. Этот сигнал отридйтель ной офатной связи по положению подвижной плты 1 обеспечивает высокую точность перемещения внутри участков как оплавлешгя, так и осадки и точный останов. На треггий нсод привода 9 перемещення подвижной плиты поступает сигнал с выхода датчика 14 обратной связи по скорости, вход которого жестко связан с подвижной плитой 1. Коррекция скоро676сти осуществляется за счет отридйтельной обратной связи по току сварки. От (атчяка тока сварки 4 и от задающего &юка 6 сигналы поступают в корректор скорости 5, где сравниваются. Сигнал рассогласования , напряжение отрицательной обратной связи по току поступае Т на вход программатора 7 и далее на привод 9 перемещения подвижной плюпы, что приводит либо к снижению скорости сбпшкения торцов свариваемых деталей 3, либо к разведению торцов свариваемых деталей 3. Устройство о спечивает работу машцны в режимах непрерывного оплавления, оплавления с прерывистым подогревом и осадки по автоматическому циклу. Использование изобретения позволяет расширить технологаческие возможности осуществлять сварку оплавлением с подогревом, в которой происходит процесс кратковременных замыканий торцов свариваемых ;; деталей, затем оплавление ,и осадка. При этом точность отработки устройством требуемых законов перемещения подвижной плиты повышается до +3%, увеличивается надежность и точность работы всей системы в целом, улучшается качество сварного соединения. Устройство используется в мащине для контактной стыковкой сварки типа К-617 и может быть использовано во всех ти пах стыкосварочных машин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управ-лЕНия пРиВОдОМ пЕРЕМЕщЕНия пОдВижНОйплиТы МАшиНы СТыКОВОй СВАРКи | 1979 |
|
SU841856A1 |
| Устройство для контроля скорости осадки при контактной стыковой сварке | 1981 |
|
SU963760A1 |
| Устройство для автоматического программного управления процессом контактной стыковой сварки | 1988 |
|
SU1540877A1 |
| Система программного управления машиной для контактной стыковой сварки полос оплавлением | 1986 |
|
SU1362585A1 |
| Устройство для автоматического управления приводом перемещения подвижной плиты машины стыковой сварки | 1988 |
|
SU1643144A1 |
| Устройство контроля момента окончания осадки при контактной стыковой сварке | 1980 |
|
SU941073A1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| Электропривод с асинхронной машиной | 1971 |
|
SU548220A3 |
| Способ контроля величины осадки при контактной стыковой сварке оплавлением | 1982 |
|
SU1094696A1 |
| Способ контроля начала осадки при контактной стыковой сварке | 1981 |
|
SU998049A1 |
УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКСТО УПРАВЛЕНИЯ ПРИВОДОМ ПЕРЕМЕЩЕНИЯ ПОДВИЖНОЙ ПЛИТЫ СТЫКОСВАРОЧНОЙ МАШИНЫ, содержа.здее неподвизкную и подвижную плкты машины, датчик тока сварки, корректор скорости, программатор, датчики скорости в перемещения, а также задающий блок, причем датчик тока сварки включен в первичную цепь машины, выход этого датчика соединен с одним входом корректора скорости, на другой вход корректора скорости подключен задающий блок, выход корректора скорости через програ матор соединен с приводом перемещения подвижной плиты машины, подвижный элемент датчика перемещения жестко связан с подвижной ппвтой махиины, {последняя через датчик скорости соединена с приводом перемещения подвижной плиты машины, отличающееся тем, что, с цепью повышения качества сварного соедатения, путем увеличения точности отрабатки требуемого закона перемещения подвижной плиты машины, в него введены стабилизированный источник переменного тока, блок фильптрашга высших гармоник, формирователь ВЫХОАi ных сигналов и контрольно-измеритель ный блок, при этом последний соединен (Л с выходом формирователя выходных СИ1 налов, второй и. третий выходы формирователя соединены соответственно с вторым входом программатора и третьим входом привода перемещения подвижной плиты, машины, вход формирователя В||Г ходных сигналов через блок фильтрахщв высших гармоник соединен с выходом датчика перемещений, а его аход сое09 Од динен Со стабилизированным источником переменного тока. sl
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Лебедев В | |||
| К | |||
| и др | |||
| Переходные процессы в электроприводе стыкошдх машин | |||
| - Автоматическая сварка , № 2, 1972, с | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для автоматического управ-лЕНия пРиВОдОМ пЕРЕМЕщЕНия пОдВижНОйплиТы МАшиНы СТыКОВОй СВАРКи | 1979 |
|
SU841856A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
