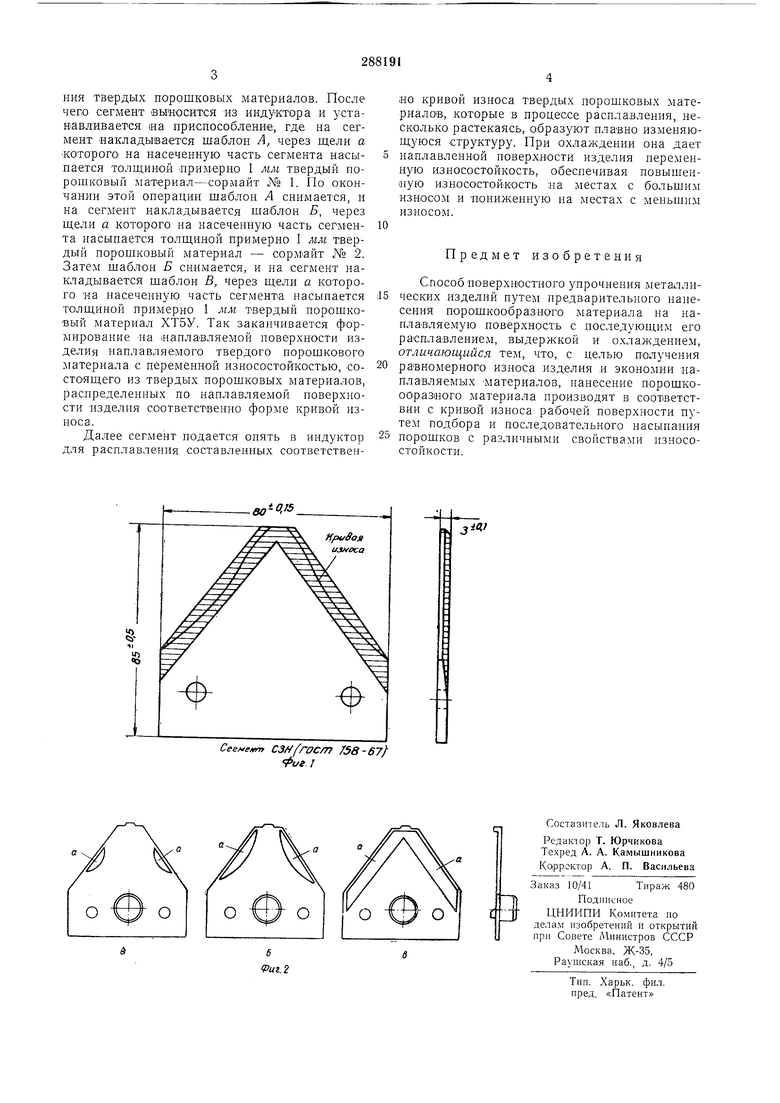
Изобретение относится к технологии напла-вки металлических изделий твердыми порошковыми материалами и может быть применено для ремонта и изготовления рабочих органов сельскохозяйственных и других машин. Известны способы пюверхностного упрош,ения металлических изделий путем предварительного нанесения порошкообразных материалов на наплавляемую поверхность с последующим расплавлением его, выдержкой и охлаждением. Получаемая при .наплавке известными способами рабочая поверхность имеет постоянную износостойкость. Это приводит к неравномереому износу в процессе работы, в результате чего сокращается срок службы и ухудщаются рабочие свойства деталей ма шин. Предлагаемый способ отличается от известного тем, что, в целях получения равномерного износа рабочей поверхности и экономии наплавляемых материалов, нанесение порошкообразного материала производят в соответствии с кривой износа рабочей поверхности путем подбора и последо;вателвного насыпания порошков с различными свойствами износостойкости с помощью специальных шаблонов или дозаторов. При этом линейными з;амерами или расчетно устанавливаю форму кривой износа наплавляемой поверхности металлоизделия и в соответствии с полученной формой кривой придают переменную износостойкость путем формирования (или пригото влеиия дозированием отдельно) на наплавляемой поверхности изделия наплавляемого твердого порошкового материала с переменной износостойкостью, состоящего из вводимых соответственно криво износа нескольких твердых порошковых материалов (с разными свойствами износостойкости). Полученная по всей наплавленной поверхности пзделия переменная износостойкость выше в местах с большим износом и ниже в местах с меньшим износом. Такой снособ наплавки твердым порошковым материалом дает возможность нолучать спрямление кривой износа по всей наплавляемой поверхности изделия и, следовательно, увеличивать срок службы и улучшать служебные свойства изделий. Снособ поясняется наплавкой режущей части сегмента жатки . На фиг. 1 показан ножевой сегмент с насечкой; на фиг. 2 - щаблоны А, Б и В, с помошью которых производится формирование наплавляемого твердого порошкового материала с переменной износостойкостью, состоящего из сормайта ЛЬ 1, сормайта № 2 н ХТ5У.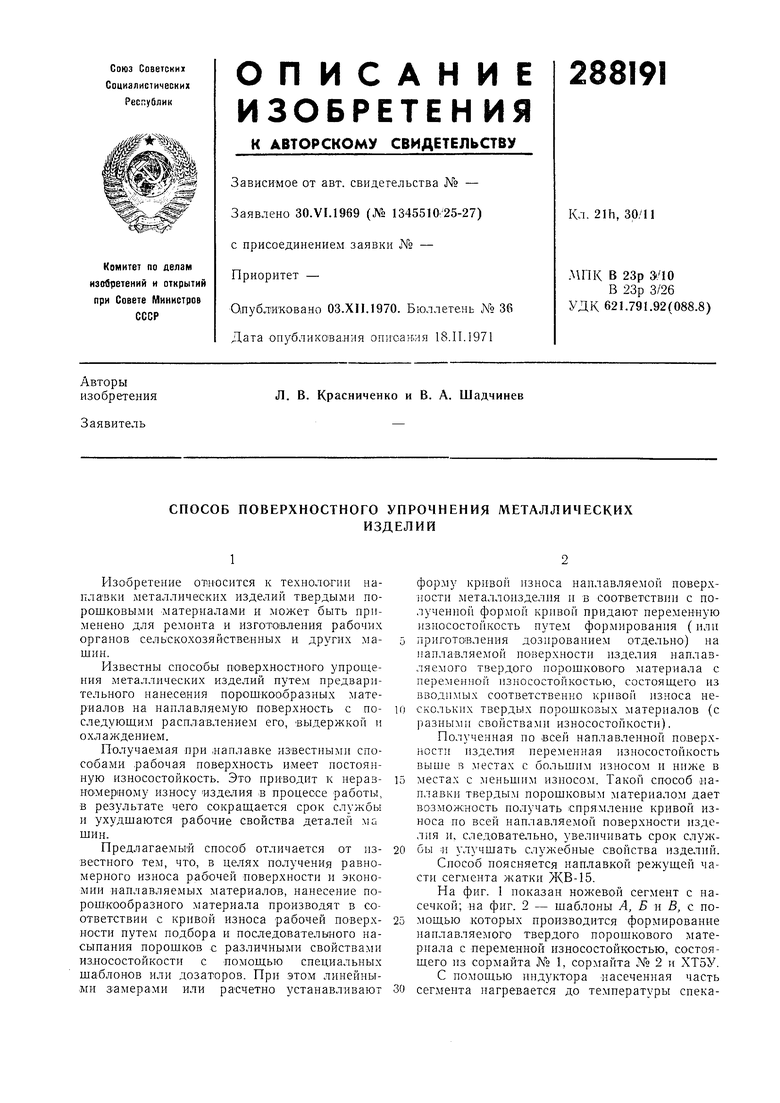
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ НАПЛАВКИ И СПОСОБ ЕГО НАНЕСЕНИЯ | 2006 |
|
RU2311275C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ НАПЛАВКИ ПОКРЫТИЙ С МУЛЬТИМОДАЛЬНОЙ СТРУКТУРОЙ | 2006 |
|
RU2309827C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ ЭЛЕКТРОННЫМ ЛУЧОМ | 2006 |
|
RU2322335C1 |
| Шихта для индукционной наплавки износостойкого сплава | 2020 |
|
RU2755913C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАПЛАВЛЕННОГО МЕТАЛЛА С ЗАДАННЫМИ СВОЙСТВАМИ ПРИ АВТОМАТИЧЕСКОЙ ДУГОВОЙ НАПЛАВКЕ | 1999 |
|
RU2175905C2 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ ДЛЯ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩЕГО ОРУДИЯ | 2007 |
|
RU2360768C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЯ НА МЕТАЛЛЕ ЭЛЕКТРОННО-ЛУЧЕВОЙ НАПЛАВКОЙ КЕРАМИЧЕСКОГО ПОРОШКА | 2020 |
|
RU2735688C1 |
| СПОСОБ ФОРМИРОВАНИЯ ГРАДИЕНТНОГО ПОКРЫТИЯ МЕТОДОМ ЛАЗЕРНОЙ НАПЛАВКИ | 2018 |
|
RU2683612C1 |
| СПОСОБ НАНЕСЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ С АРМИРУЮЩИМ ЭФФЕКТОМ | 2005 |
|
RU2304185C1 |
| Порошковый сплав для изготовления объемных изделий методом селективного спекания | 2017 |
|
RU2657968C1 |
