Изобретение относится к наплавке, а именно к способам электронно-лучевой наплавки плоских и цилиндрических поверхностей, и может быть использовано как при изготовлении новых, так и при восстановлении поверхности изношенных деталей, работающих в условиях интенсивного абразивного износа в сочетании с ударными нагрузками.
В настоящее время для увеличения износостойкости рабочих поверхностей деталей механизмов и машин как при их изготовлении, так и в процессе ремонта, в качестве наплавляемых порошковых смесей обычно применяются твердые и сверхтвердые композиционные материалы, такие как стеллит, сормайт, релит [Гуляев А.П. Металловедение. - М.: Металлургия 1986, 544 с.]. Данные наплавочные материалы нашли широкое применение в горнодобывающих отраслях промышленности, металлургии, где нет жесткого требования по качеству структуры наплавки. В качестве упрочняющей фазы они содержат 30...90% дорогостоящих карбидов титана, вольфрама, молибдена, которые крайне неравномерно распределены по объему наплавленного слоя особенно при их содержании до 30...50%. Главным недостатком композиционных наплавок является хрупкость из-за большого содержания упрочняющих частиц, что ограничивает их области применения в тяжелонагруженных узлах трения с большими контактными нагрузками, сопровождающимися ударом.
Известен способ электронно-лучевой наплавки (Патент РФ №2118243 от 1998.08.27, МКИ В23К 15/00), при котором на поверхности наплавляемого изделия создают зону оплавления лучом с линейной разверткой, наплавляемое изделие перемещают, а наплавляемый порошковый материал подают в промежуток между линиями развертки луча.
Недостатком указанного способа является то, что он применим только для наплавки материалами, не содержащими в своем составе дисперсных упрочняющих фаз. При малом содержании упрочняющих частиц наблюдается сильная неравномерность их распределения в наплавляемом материале, что приводит к снижению эксплуатационных свойств покрытий. Для увеличения равномерности распределения упрочняющей фазы необходимо увеличение ее количества более 40 об.%, что ограничивает технологические возможности способа и приводит к повышенной хрупкости наплавленных покрытий.
Наиболее близким способом того же назначения к заявляемому изобретению по совокупности признаков является способ электронно-лучевой наплавки (Патент РФ №2205094, от 2003.05.27, МКИ В23К 9/04, В23К 15/00, В23К 35/368), при котором на защищаемой поверхности металлического изделия создают зону оплавления электронным лучом с линейной разверткой в виде нескольких параллельных линий, наплавляемый материал подают в зону оплавления, а изделие перемещают, при этом защищаемую поверхность изделия предварительно очищают оплавлением электронным лучом без подачи наплавляемого материала, развертку электронного луча выполняют перпендикулярно направлению движения изделия, а в качестве наплавляемого материала используют композиционные порошки или смесь термореагирующих порошков.
Недостатком данного известного способа является то, что при формировании наплавки из порошкового композиционного материала тугоплавкие частицы частично (TiC) или полностью (WC) растворяются в жидкометаллической ванне расплава и при быстрой дальнейшей кристаллизации и охлаждении не успевают полностью выделиться из твердого раствора. Нерастворившиеся частицы упрочнителя и частично выделившиеся зерна неравномерно распределяются по толщине упрочненного слоя из-за существенной разности их плотностей с плотностью жидкометаллической ванны расплава. Формирование неоднородной структуры наплавки на основе α- или γ- твердого раствора по ее толщине способствует неравномерному износу, невозможности контролировать и прогнозировать ее работоспособность, что, в конечном итоге, приводит к преждевременному выходу из строя изделия.
Основной задачей предлагаемого изобретения является расширение технологических возможностей способа электронно-лучевой наплавки и повышение физико-механических свойств наплавляемых изделий. В частности повышение износостойкости экономнолегированной композиционной наплавки и ее структурной равномерности по всей толщине упрочненного слоя за счет создания мультимодального распределения упрочняющих частиц в α- или γ- твердом растворе на основе железа.
Поставленная задача достигается тем, что в способе электронно-лучевой наплавки на поверхности наплавляемого изделия создают зону расплава электронным лучом, наплавляемый порошковый композиционный материал подают в зону расплава, наплавляемое изделие перемещают, а наплавляемый порошковый материал подают перпендикулярно относительно перемещения наплавляемого изделия. После нанесения покрытия на дополнительном проходе проводится термообработка наплавки, которая заключается в дополнительном температурном воздействии расфокусированным электронным лучом на поверхность наплавленного покрытия без подачи наплавляемого материала. Ток фокусировки электронного луча на 10...20% меньше, чем ток фокусировки, при котором проводится наплавка покрытия, что обеспечивает температуру нагрева покрытия 650...700°С. Это приводит к выделению дисперсных частиц упрочнителя из твердого раствора и формированию мультимодальной структуры наплавки по всей ее толщине.
Пример конкретного исполнения.
Способ электронно-лучевой наплавки реализован на базе сварочной электронно-лучевой установки ЭЛУ-5, дополнительно оборудованной порошковым питателем и блоком развертки луча. Для наплавки используются следующие порошковые материалы, например:
1. Fe - 20% Ni - 4% V - 4% Mo - 10% TiC;
2. Fe - 20% Mn - 4% V - 4% Mo - 1% С - 15% WC;
3. сталь Р6М5 - 10% TiC;
4. сталь Р6М5-15% WC.
Смесь исходных порошков засыпается в керамический тигель и подвергается спеканию в вакууме при температуре 1050...1120°С в течение 30...40 минут. После охлаждения в печи образовавшийся спек подвергают дроблению и рассеву на фракции. Для наплавки используют фракцию композиционного порошка 90...250 мкм. Наплавка происходит путем подачи порошкового материала с помощью порошкового питателя в зону расплава, создаваемую электронным лучом с линейной разверткой, которая формируется с помощью блока развертки луча. После наплавки покрытия на дополнительном проходе проводится его термообработка, которая заключается в дополнительном температурном воздействии электронным лучом на поверхность наплавленного покрытия. Ток фокусировки электронного луча при этой обработке выставляют на 10...20% меньше, чем ток фокусировки, при котором проводилась наплавка покрытия. Ток электронного луча выставляют такой величины, чтобы в его зоне действия температура нагрева составляла 650-700°С, которая контролируется термопарой на образцах-свидетелях.
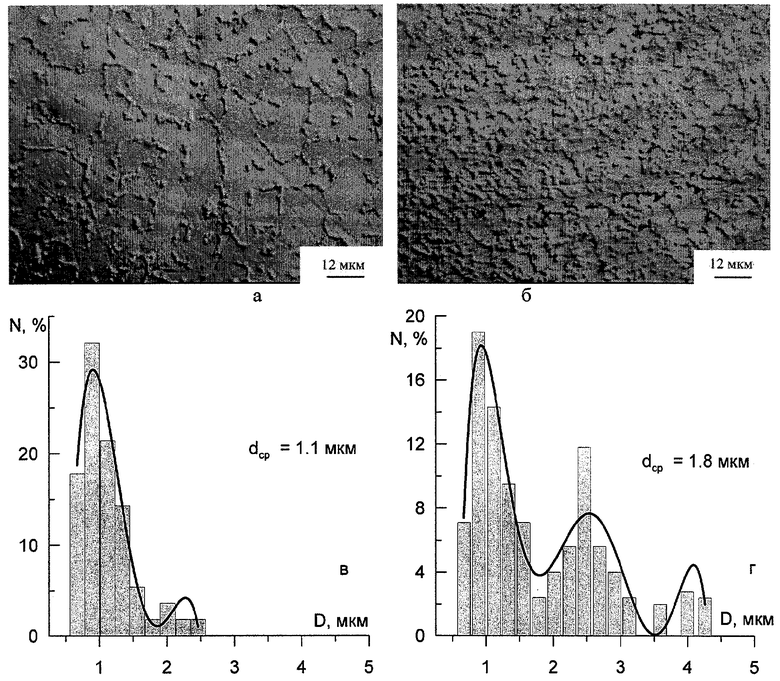
На чертеже представлена микроструктура покрытий (Fe - 20% Ni - 4% V - 4% Mo - 10% TiC) и распределение частиц твердой фазы по размерам после наплавки (а, в) и последующего старения (б, г). На чертеже (а) показана микроструктура покрытия непосредственно после электронно-лучевой наплавки. Видно неравномерное распределение карбидных частиц в аустенитной матрице в виде отдельных линейных выделений. Средний размер данных частиц равен 1.1 мкм (см. чертеж, в). Термообработка наплавки за счет дополнительного температурного воздействия расфокусированным электронным лучом приводит к дополнительному выделению частиц упрочнителя (см. чертеж, б). Это способствует созданию равномерного мультимодального распределения частиц упрочнителя в твердом растворе (см. чертеж, г). На распределении частиц упрочнителя по размерам (см. чертеж, г) явно просматриваются три максимума в их распределении (d1=1,2 мкм, d2=2,5 мкм, d3=4,1 мкм), при этом средний размер частиц равен 1,8 мкм. Сформированная таким образом мультимодальная структура позволяет увеличить микротвердость наплавки с 6 до 8,3 ГПа, уменьшить дисперсию ее распределения с 3,5 до 0,5 ГПа, уменьшить износ материала с 6×10-4 до 3,7×10-4 см3/час и сохранить его равномерность по всей толщине наплавки. Абразивная износостойкость определялась при износе о не жесткозакрепленные абразивные частицы (ГОСТ 23.208-79). В качестве абразивного материала использовался кварцевый песок зернистостью 160...350 мкм при нагрузке на образец 44±0,25 Н.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ НАПЛАВКИ И СПОСОБ ЕГО НАНЕСЕНИЯ | 2006 |
|
RU2311275C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ ЭЛЕКТРОННЫМ ЛУЧОМ | 2006 |
|
RU2322335C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ ЭЛЕКТРОННЫМ ЛУЧОМ | 2009 |
|
RU2400339C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЯ НА МЕТАЛЛЕ ЭЛЕКТРОННО-ЛУЧЕВОЙ НАПЛАВКОЙ КЕРАМИЧЕСКОГО ПОРОШКА | 2020 |
|
RU2735688C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ НАПЛАВКИ | 2000 |
|
RU2205094C2 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ ПОРОШКОВ СИСТЕМЫ Fe-Cr-V-Mo-C | 2014 |
|
RU2557180C1 |
| Порошковый сплав для изготовления объемных изделий методом селективного спекания | 2017 |
|
RU2657968C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ НАПЛАВКИ | 2001 |
|
RU2217279C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТОДОМ НАПЛАВКИ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ С УЛЬТРАМЕЛКОДИСПЕРСНОЙ СТРУКТУРОЙ И УПРОЧНЯЮЩИМИ ЧАСТИЦАМИ В НАНОРАЗМЕРНОМ ДИАПАЗОНЕ | 2007 |
|
RU2350441C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ НАПЛАВКИ | 1997 |
|
RU2156321C2 |
Изобретение относится к способам электронно-лучевой наплавки плоских и цилиндрических поверхностей и может быть использовано как при изготовлении новых, так и при восстановлении поверхности изношенных деталей, работающих в условиях интенсивного абразивного износа в сочетании с ударными нагрузками. Для расширения технологических возможностей на поверхности наплавляемого изделия создают зону расплава электронным лучом и подают в зону расплава наплавляемый порошковый композиционный материал. Наплавляемое изделие перемещают, а наплавляемый порошковый материал подают перпендикулярно относительно перемещения наплавляемого изделия. После нанесения покрытия воздействуют расфокусированным электронным лучом на поверхность наплавленного покрытия без подачи наплавляемого материала. Это приводит к выделению дисперсных частиц упрочнителя из твердого раствора и формированию мультимодальной структуры наплавки по всей ее толщине. 1 ил.
Способ электронно-лучевой наплавки, при котором поверхность изделия, на которую наплавляют покрытие, предварительно очищают путем оплавления электронным лучом без подачи наплавляемого материала, затем на поверхности наплавляемого изделия создают зону расплава электронным лучом, наплавляемое изделие перемещают, а наплавляемый порошковый материал подают в зону расплава в направлении подачи, перпендикулярном относительно перемещения наплавляемого изделия, отличающийся тем, что покрытие формируют в несколько проходов, причем последний проход выполняют расфокусированным электронным лучом без подачи наплавляемого материала, обеспечивая температуру нагрева покрытия 650-700°С.
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ НАПЛАВКИ | 2000 |
|
RU2205094C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ ПОВЕРХНОСТНОГО ТЕРМИЧЕСКОГО УПРОЧНЕНИЯ ЕГО РЕЖУЩЕЙ ЧАСТИ | 1997 |
|
RU2125103C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ НАПЛАВКИ | 2001 |
|
RU2217279C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЯТНИКА ВАГОНА | 1999 |
|
RU2180878C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ БАНДАЖИРОВАННОГО РОЛИКА | 2003 |
|
RU2242347C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ НАПЛАВКИ | 1993 |
|
RU2118243C1 |

