Изобретение относится к области буровзрывных работ.
Известно, что для изготовления телескопической ампулы с обратным клапаном для гидрозабойки шпуров иапользуют термо и.ггастичный, например полиэтиленовый рукав, выполненный посредством тепловой сварки.
Предложееный способ отличается тем, что ампулу пзготовляют из куска рукава, один конец которого заваривают поперечным Швом, а на другом выполняют фигурные лепестки для обратного «лапана, причем телескопическую часть выполняют до сварки обратного клалана. Такой способ изготовления ампул более производительный.
Кроме того, для выполнения телескопической части ампулы и обратного клапана рекомендуется кусок рукава с заваренным концом ввести в полый цилиндр, раздуть ружав, а заваренный конец плунжером продавить внутрь рукава. Лепестки развести, часть их подогнуть, фиксируя подогнутые лепестки точечной сваркой, а затем свести их вместе и сварить.
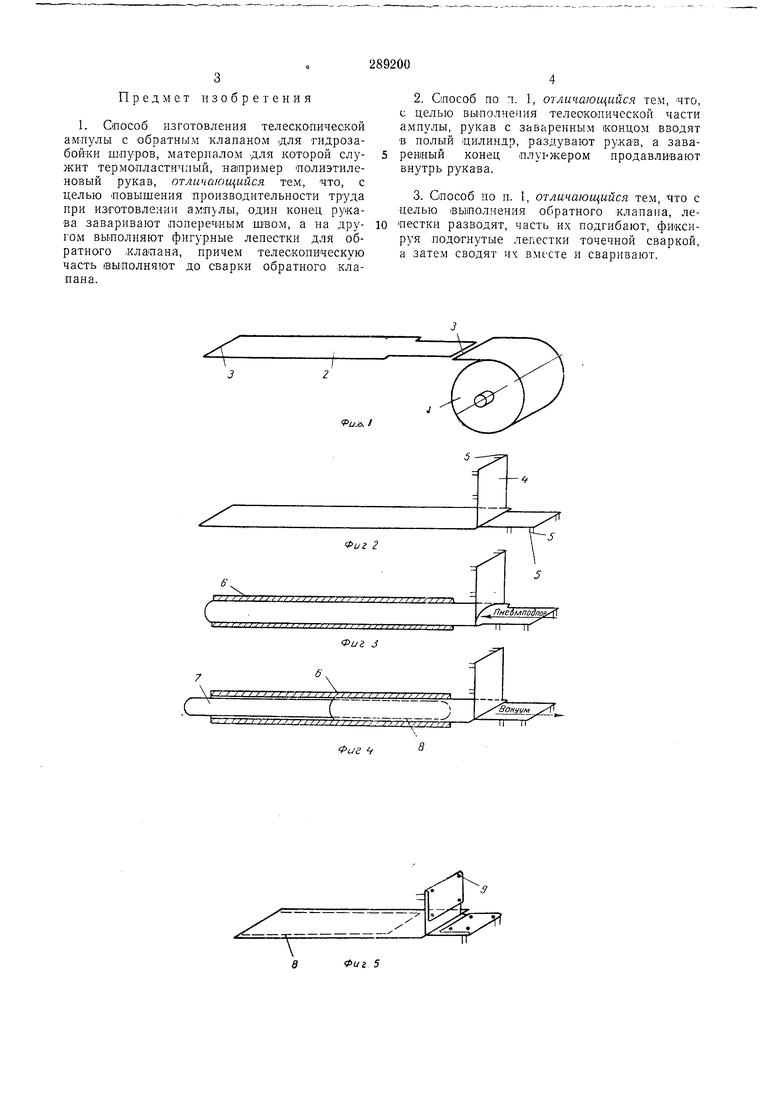
Ампулу изготовляют из отрезанного от рулона 1 куска рукава 2 определенной длины, (см. фиг. 1). Торец 3 рукава заваривают поперечным герметичным швом. В процессе резки выполняют фигурный вырез будущих лепестков 4 клапана. Через разведенные с помош,ью
вакуумприсосок 5 лепестки 4 (см. фпг. 2) подают возду.х под давлением п раздувают рукав до соприкосновения его со стенками формовочного цилиндра 6, при этом создается постоянный пневмоподпор (см. фпг. 3). Для выполнения телескопической части ампулы плунжером 7 продавливают торец 3 внутрь рукава (см. фиг. 4). После выполнения подвернутой части 5 рукава вместо пневмоподпора со стороны разведенных лепестков 4 создают вакуум и выводят плунжер наружу.
Перед сваркой обратного клапана часть лепестков подгибают внутрь (см. фиг. 5).
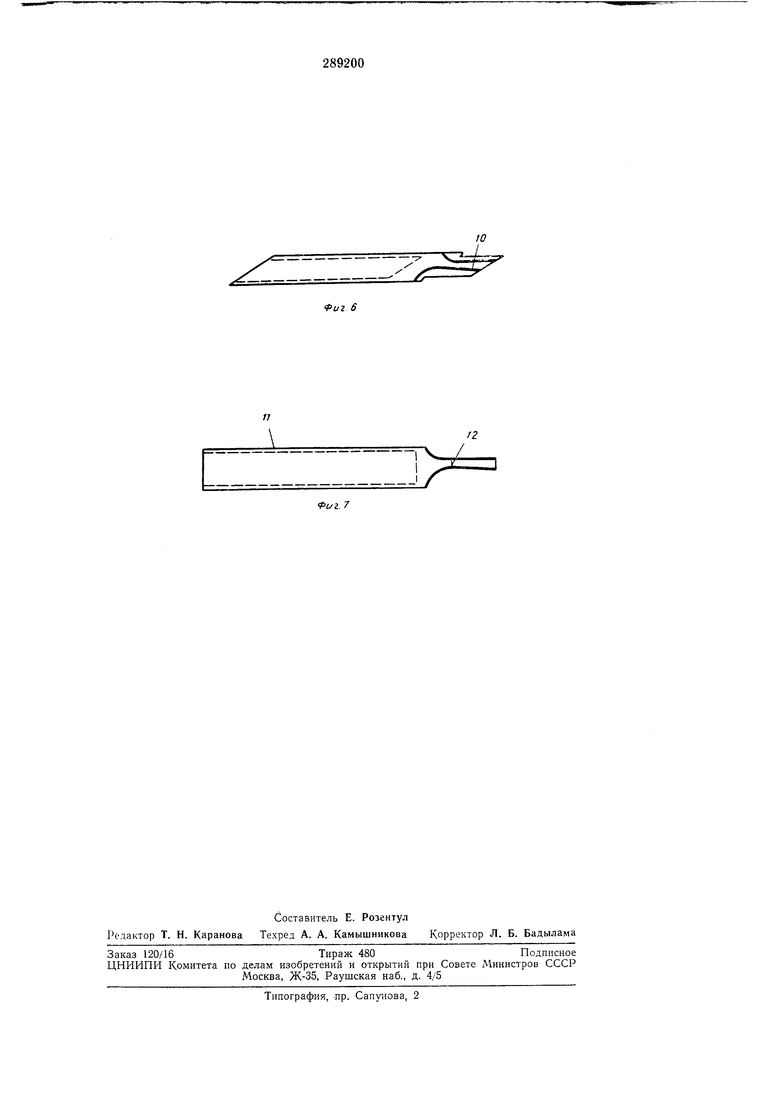
Подогнутые части лепестков для фиксации их пололсения подхватывают точечной сваркой 9 и сводят их в.месте, после чего сваривают обратный клапан двумя швами 10, при этом сварку совмеш,г1ют с обрезкой облоя
(см. фиг. 6).
На фиг. 7 показана готовая телескопическая самоудлинлющаяся ампула 11 с обратным клапаном 12.
Предложенный способ позволяет полностью автоматизировать процесс пзготовления телеокопичеслих сзмоудлиняюшихся ампул с обратным клапаном и обеспечить производство ампул заданной длины и обладаю3Предмет изобретения
1. Способ изготовления телескопической амлулы с обратным клапаном для гидрозабойки шлуров, материалом для которой служит термопластичный, например Полиэтиленовый рукав, отличающийся тем, что, с целью Повышения производительности труда при изготовлении ампулы, один конец рукава заваривают поперечным швом, а на другом выполняют фигурные лепестки для обратного (Клапана, причем телескопическую часть выполняют до сварки обратного клапана.
2.Способ по п. 1, отличающийся тем, что, с целью выполнения телескопической части ампулы, рукав с заваренным концом вводят в полый цилиндр, раздувают рукав, а заваренный конец плунжером продавливают внутрь рукава.
3.Способ по п. 1, отличающийся тем, что с целью выполнения обратного клапана, лепестки разводят, часть их подгибают, фиксируя подогнутые лепестки точечной сваркой, а затем сводят чх вместе и сваривают.
Фиг 2
Пнебмподпое
х
Фиг
