Известен способ автоматической обработки поверхности плоских изделий, например древеспо-стружечных плит, путем установки инструмента относительно обрабатываемой поверхности с учетом величины допустимого снимаемого слоя.
Цель изобретения - повысить точность качество и скорость обработки поверхности изделий.
Достигается это тем, что установку инстумента производят после измерения поступающей на обработку плиты выборочно по всей длине, определения и запоминания сигналов, характеризующих наибольшую величину отклонения толщины от номинальной, сравнения их с сигналом, характеризующим номинальное значение толщины и с сигналом положения инструмента над поверхностью ранее обработанной плиты.
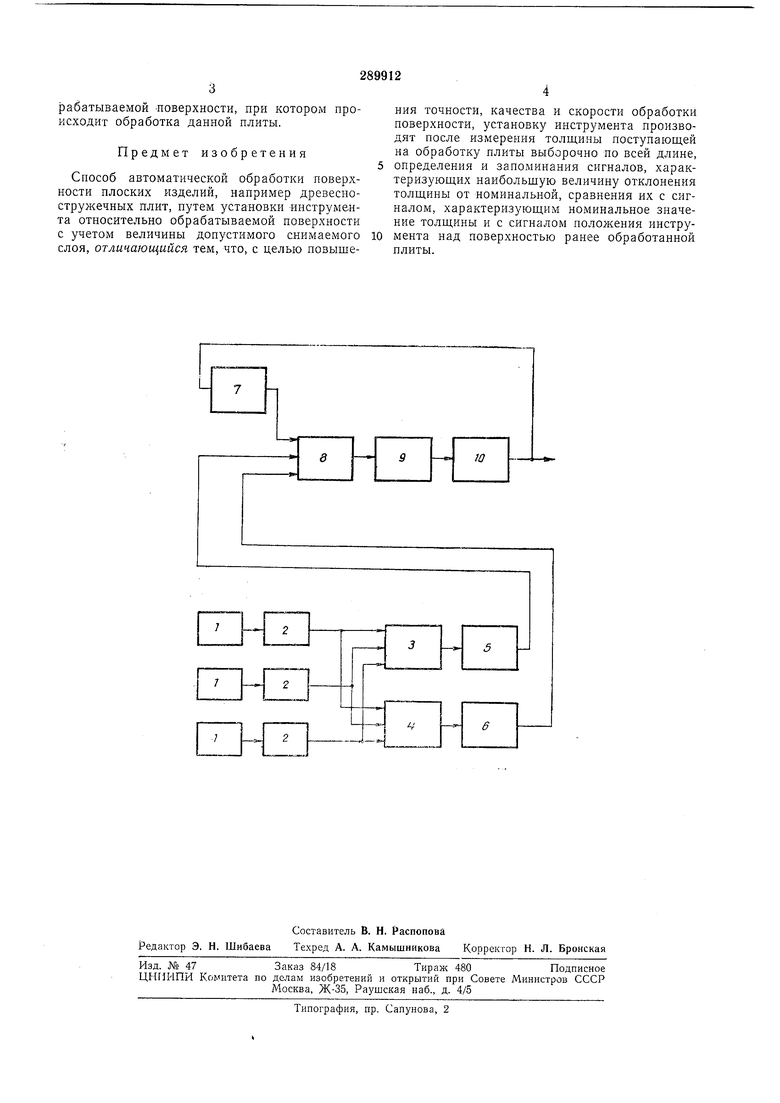
На чертеже изображена функциональная схема, поясняющая сущность предлагаемого способа.
Древесно-стружечная плита, поступая на обработку, предварительно проходит систему датчиков /, включенных по мостовой схеме и питаемых пульсирующим напряжением.
сторону увеличения и в сторону уменьшения. Сигналы с датчиков /, проходя через сглаживающие фильтры 2, поступают на соответствующие индикаторы большего напряжения 3 и
4. На индикатор 3 подается сигнал, характеризующий наибольшее отклонение от номинального размера в сторону увеличения, а на индикатор 4 - в сторону уменьщения.
Сигнал с индикатора 5 поступает на устройство 5, которое запоминает наибольщий сигнал и хранит его до установления нового фиксированного положения инструмента. То же происходит и с сигналом, выделенным индикатором 4, который зяпоминается в устройстве 5. Но окончании обработки предыдущей плиты сигналы с запоминающих устройств 5 и 5, а также с преобразовательного элемента 7, который сигнализирует о положении инструмента, оставшегося после обработки предыдущей плиты, поступают на вычислительное устройство 8, которое сравнивает эти сигналы с сигналом, характеризующим номинальное значение толщины плиты, и сигналом, характеризующим величину допустимого снимаемого
слоя этим инструментом. На основе этого сравнения вычислительное устройство 8 выдает соответствующий сигнал на управляющее устройство 9, которое воздействует на объект управления 10. Носледний устанавливает инрабатываемой поверхности, при котором происходит обработка данной плиты. Предмет изобретения Способ автоматической обработки поверхности плоских изделий, например древесностружечных плит, путем установки инструмента относительно обрабатываемой поверхности с учетом величины допустимого снимаемого слоя, отличающийся тем, что, с целью повыщения точности, качества и скорости обработки поверхности, установку инструмента производят после измерения толщины поступающей на обработку плиты выборочно по всей длине, определения и запоминания сигналов, характеризующих наибольшую величину отклонения толщины от номинальной, сравнения их с сигналом, характеризующим номинальное значение толщины и с сигналом положения инструмента над поверхностью ранее обработанной плиты.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБНАРУЖЕНИЯ ДОСТУПА К ОПТИЧЕСКОМУ СИГНАЛУ ПРИ ПЕРЕДАЧЕ ПО ВОЛОКОННО-ОПТИЧЕСКИМ ЛИНИЯМ | 2005 |
|
RU2301497C1 |
| Устройство для регулирования межэлектродного промежутка в процессе электроискрового легирования | 1987 |
|
SU1414536A2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ХАРАКТЕРИСТИК ЭЛЕКТРОННОГО ПРИБОРА | 1972 |
|
SU337739A1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ АВАРИЙ ПРИ РАБОТЕ ГРУЗОПОДЪЕМНОГО КРАНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2006 |
|
RU2306255C1 |
| СПОСОБ ЗАЩИТЫ СТРЕЛОВОГО ГРУЗОПОДЪЕМНОГО КРАНА | 2004 |
|
RU2271332C2 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРАЛИЗОВАННОГО| | 1972 |
|
SU326582A1 |
| СПОСОБ ЗАЩИТЫ СТРЕЛОВОГО ГРУЗОПОДЪЕМНОГО КРАНА ОТ ПЕРЕГРУЗКИ (ВАРИАНТЫ) | 2006 |
|
RU2322382C1 |
| СПОСОБ ЗАЩИТЫ ГРУЗОПОДЪЕМНОГО КРАНА | 2004 |
|
RU2271985C2 |
| Способ стабилизации выходных напряжений N-канального источника питания | 1986 |
|
SU1332299A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ДПИ''"^ •"••"l!?i i ;-si • >& •- -ИА?ЙЁТ{^Г | 1972 |
|
SU345348A1 |
