Известны системы автоматического регулирования диаметра оболочки кабельных изделий, включающие датчики диаметра и скорости тяги, вычислительное и регулирующее устройства и исполнительный механизм.
Известные системы реагируют на сигнал с запаздыванием и менее надежны.
Предлагаемая система автоматического регулирования отличается тем, что она снабжена датчиком числа оборотов щнека и вычислительным устройством, служащим для выработки сигнала задатчику регулирующего устройства по усредненному значению отклонений диаметра оболочки кабельного изделия от номинального и по сигналам с датчиком скорости тяги и числа оборотов щнека. Это повыщает надежность и точность измерения.
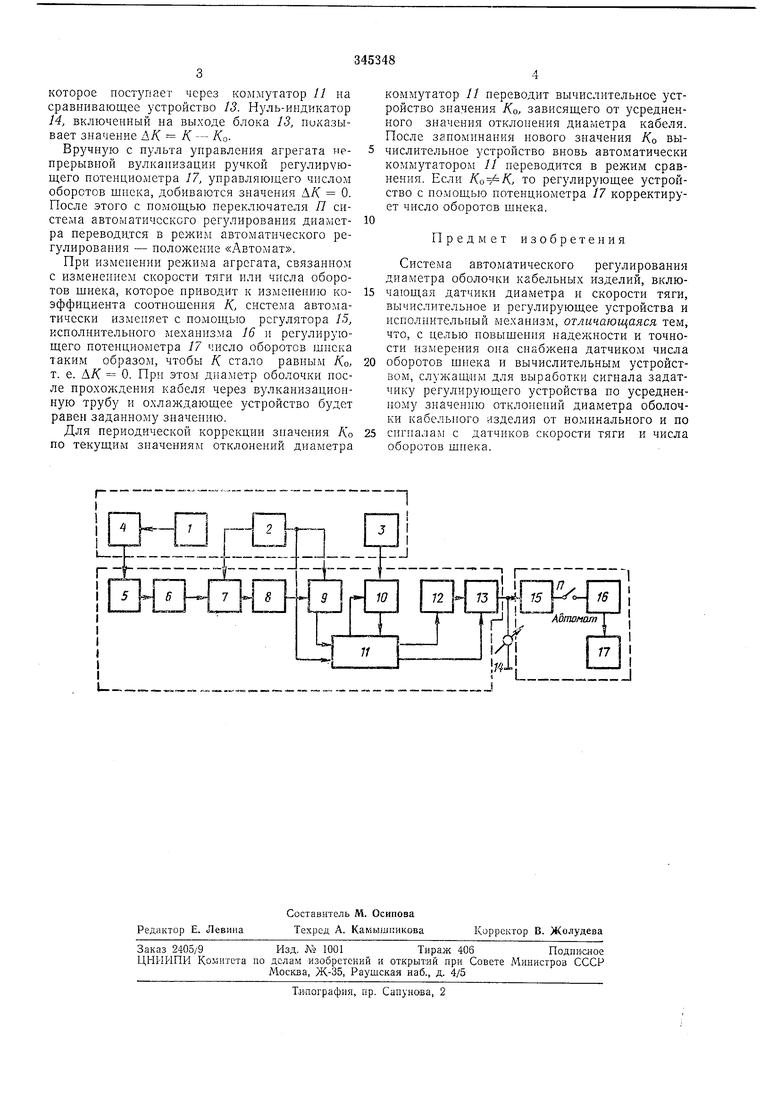
Па чертеже изображена схема автоматического регулирования. Система автоматического регулирования диаметра оболочки кабеля состоит из датчиков 1 диаметра, скорости тяги 2 и числа оборотов щнека 3, усилителя 4, вычислительного устройства, включающего коммутатор 5, блок 6 средне-арифметического, 7 умножения, блок 8 постоянства коэффициента, сумматор 9, блок 10 деления, коммутатор 11, запоминающее устройство 12, сравнивающее устройство 13, нуль-индикатор 14, регулятор 15, исполнительный механизм 16 и регулирующий потенциометр 17.
Работа предлагаемой системы регулирования состоит в следующем.
Предлагаемая система автоматического регулирования диа летра оболочки кабельных изделий работает следующим образом.
Агрегат непрерывной вулканизации подготавливается к работе обычным способом. При прохождении кабеля через датчик / диаметра на вход усилителя 4 поступают сигналы отклонения диаметра кабеля от иоминального значения. Коммутатор 5 периодически, через заданные интервалы времени подключает выход блока 4 к блоку средие-арпфметического 6. Блок 6 определяет по текущим значениям отклонений диаметра кабеля Л/) усредненное значение ADcp. Одновременно с величиной ADcp на блоки 7-10 ностунают сигналы с датчика скорости тяги 2 и с датчика числа оборотов шнека 3. С помощью блоков 7-10 вычисляется коэффициент соотнощения /Со числа оборотов шнека п скорости тяги, которому соответствует заданное значение диаметра оболочки кабельного изделия. Вычисленное значение Ко поступает через коммутатор // на
запоминающее устройство 12, с которого сигнал Ко поступает на сравнивающее устройство 13. После этого коммутатор // отключает запоминающее устройство 12 от блока 10 деления и вычислительное устройство переходит
которое поступает через коммутатор // на сравнивающее устройство 13. Нуль-индикатор 14, включенный на выходе блока 13, пиказывает значение ДД К, - КоВручную с пульта управления агрегата непрерывной вулканизации ручкой регулирующего потенциометра 17, управляющего числом оборотов щнека, добиваются значения Д/С 0. После этого с помощью переключателя Я система автолШтического регулирования диаметра нереводи.тся в режим автоматического регулирования - положение «Автомат.
При изменении режима агрегата, связанном с изменением скорости тяги или числа оборотов щнека, которое приводит к изменению коэффициента соотношения К,, система автоматически изменяет с помощью регулятора 15, исполнительного механизма 16 и регулирующего нотенциометра 17 число оборотов щнека таким образом, чтобы /С стало равным К.о, т. е. Д/С 0. При этом диаметр оболочки после прохождения кабеля через вулканизационную трубу и охлаждающее устройство будет равен заданному значению.
Для периодической коррекции значения До по текущим значениям отклонений диаметра
коммутатор // переводит вычислительное устройство значения К.о, зависящего от усредненного значения отклонения диаметра кабеля. После запоминания нового значения Ко вычислительное устройство вновь автоматически коммутатором 11 переводится в режим сравнения. Если Ко,-К, то регулирующее устройство с помощью потенциометра 17 корректирует число оборотов шнека.
Предмет изобрете}1ия
Система автоматического регулирования диаметра оболочки кабельных изделий, включающая датчики диаметра и скорости тяги, вычислительное и регулирующее устройства и исполнительный механизм, отличающаяся тем, что, с целью повыщення надежности и точности измерения она снабжена датчиком числа оборотов щнека и вычислительным устройством, служащим для выработки сигнала задатчику регулирующего устройства по усредненному значению отклонений диаметра оболочки кабельного изделия от номинального и по сигналам с датчиков скорости тяги и числа оборотов шнека.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования толщины изоляции кабельных изделий | 1985 |
|
SU1345176A1 |
| Экструдер с системой автоматического управления | 1982 |
|
SU1083239A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ДИАМЕТРОМ ОБОЛОЧКИ КАБЕЛЯ (ПРОВОДА) С ОПТИМАЛЬНОЙ ПРОИЗВОДИТЕЛЬНОСТЬЮ | 2000 |
|
RU2185673C2 |
| СПОСОБ СТАБИЛИЗАЦИИ СРЕДНЕЙ ТОЛЩИНЫ ПЛАСТМАССОВОЙ ИЗОЛЯЦИИ КАБЕЛЬНОГО ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1996 |
|
RU2110829C1 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ ШИРИНЫ ПОЛОСЫ ЧАСТОТ РАДИОИЗЛУЧЕНИЙ | 1971 |
|
SU307350A1 |
| Система регулирования диаметра кабельных изделий | 1982 |
|
SU1118967A1 |
| БСЕСОЮЗ.ЧАЯ ' nAitHTHO •<!п^/тск^^ m^rj.v^c«»a••u>&>&^«vwR»•.I« | 1964 |
|
SU164898A1 |
| ЭЛЕКТРОМОДЕЛИРУЮЩИЙ СТЕНД ДЛЯ ИССЛЕДОВАНИЯИ ДОВОД' | 1969 |
|
SU253416A1 |
| Устройство для регулирования толщины изоляции кабеля | 1980 |
|
SU941944A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ЧИСЛА ОБОРОТОВ ГЛАВНОЙ ТРАНСПОРТНОЙ ТУРБИНЫ | 1973 |
|
SU363632A1 |
