Изобретение относится к области сварки. В промышленности все шире начинает применяться метод электрошлаковой сварки пластинчатым электродом. Этот метод применяется для соединения металла большой толщины различных структурных классов. Он имеет существенные преимущества перед сваркой электродными проволоками, поскольку изготовление последних в некоторых случаях встречает технологические трудности. Однако при использовании пластинчатых электродов по мере увеличения толщины металла возникают дефекты при сварке: трещины в случае соединения сталей мартенситного класса; усадочные раковины при окончании процесса сварки без достаточной высоты выводных планок и т. д. Иногда усадочные раковины настолько велики, что приходится использовать выводные планки высотой, соизмерямой с высотой свариваемого стыка. С целью устранения этих недостатков предлагается весьма простой комбинированный способ.
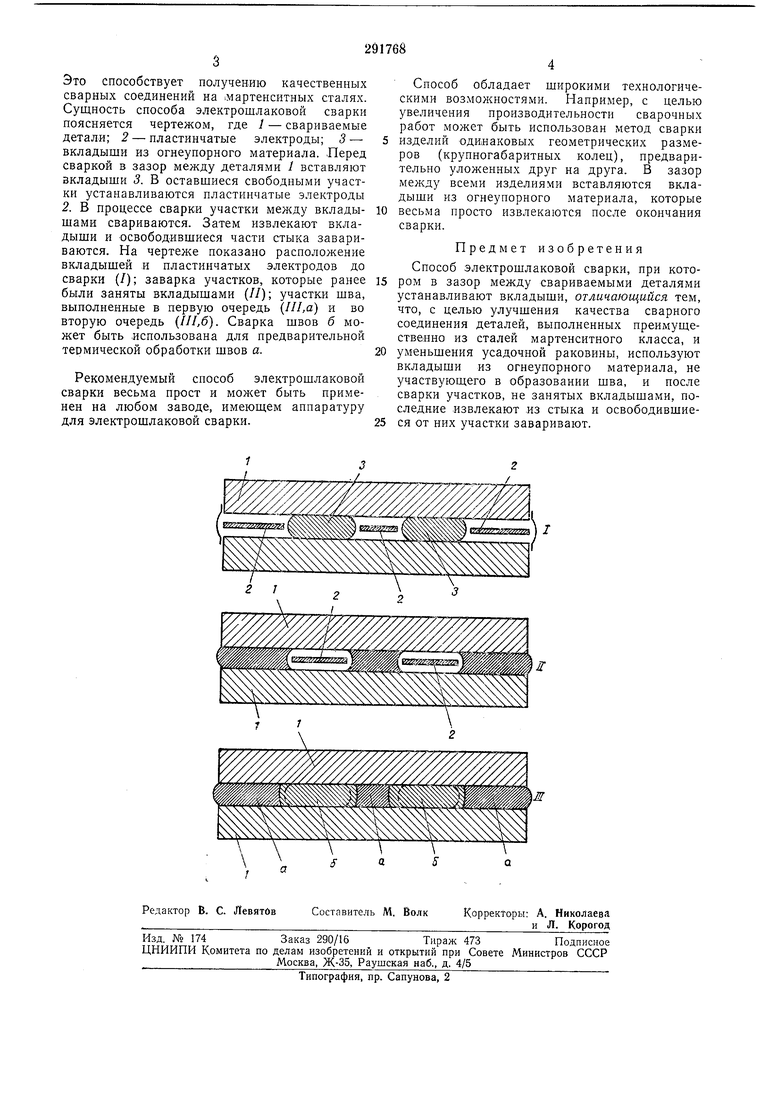
Этот способ позволяет одновременно снизить склонность сталей мартенситного класса к растрескиванию в процессе сварки и устранить усадочные явления. Сущность предлагаемого способа заключается в использовании огнеупорных вкладыщей, вставляемых в зазор между свариваемыми кромками. Эти
вкладыщи делят зазор на несколько участков, тем самым условно уменьшая толщину свариваемого металла. При.менение металлических вкладыщей себя не оправдывает, поскольку на их расплавление требуется дополнительное тепловложение, что сопровождается растрескиванием околошовной зоны при сварке сталей мартенситного класса. Кроме того, металлические вкладыщи создают
жесткое закрепление, ограничивающее свободную усадку стыка во время сварки. Вкладыщи из огнеупорного материала не создают жесткого закрепления, иногда могут даже подвергаться смятию и крошиться. Это
не создает трудностей при сварке, а наоборот, способствует как свободной усадке стыка во время сварки, так и полному удалению огнеупорного материала из зазора. Поскольку вкладыши изготовляются из огнеупорного материала, они не участвуют в образовании щва.
Электрошлаковая сварка с использованием вкладыщей может производиться либо поочередно: сначала с одной стороны стыка, затем
с другой, либо одновременно. При этом в процессе сварки требуется охлаждать только концевые участки. Применение вкладыщей из огнеупорного материала при сварке не требует тепла для их расплавления, что позво
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрошлаковой сварки | 1979 |
|
SU823038A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ПЛАСТИНЧАТЫМ ЭЛЕКТРОДОМ | 1990 |
|
RU2014978C1 |
| СПОСОБ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ОБЫКНОВЕННОГО ЗВЕНА ШВАРТОВНОЙ ЦЕПИ КЛАССА R6 | 2016 |
|
RU2714279C1 |
| Способ термитной сварки рельсов | 1935 |
|
SU48427A1 |
| Способ электрошлаковой сварки комбинированными электродами | 1978 |
|
SU753571A1 |
| КАТОДНЫЙ УЗЕЛ ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2017 |
|
RU2744131C2 |
| Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660541C1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| Способ электрошлаковой сварки легких металлов | 1977 |
|
SU764902A1 |
| Способ многослойной электрошлаковой сварки | 1990 |
|
SU1756074A1 |
