ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к морским швартовным цепям, и в частности, к способу стыковой сварки оплавлением, подходящему для обыкновенного звена швартовной цепи класса R6, ∅84-мм.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Морские швартовные цепи широко используются в крупногабаритных морских инженерных конструкциях и представляют собой цепи обеспечения живучести, использующиеся при экстремально неблагоприятных морских условиях для обеспечения безопасности. Так как морская инженерия развивается в сторону глубокого океана, различное оборудование имеет все больше увеличивающиеся требования для работы швартовных цепей. Для увеличения рабочей нагрузки швартовной цепи, требуется усовершенствовать технические характеристики цепи, и также требуется повысить класс прочности цепи. Однако, несмотря на увеличение размеров и специализацию морского оборудования, увеличение диаметра цепи ограничено множеством факторов, и швартовную цепь, имеющую более высокий класс прочности, обычно требуется использовать для преодоления ударов, вызванных неблагоприятными условиями, например, экстремально неблагоприятными морскими условиями. Швартовные цепи могут классифицироваться на несколько классов, например, R3, R3S, R4, R4S и R5, в соответствии с механическими характеристиками швартовных цепей. В качестве обязательного устройства обеспечения безопасности для морских установок нефтепоисковых исследований и неподвижных сборочных установок, потребители имеют все более высокие требования для работы и надежности швартовных цепей. За несколько десятков лет развития, швартовные цепи были усовершенствованы с R3 и R3S до R4 и R4S, и даже до существующей R5, достигая опережающего развития. В настоящее время, швартовные цепи больше не представляют собой простое изделие в тяжелой промышленности, а представляют собой высокотехнологичное изделие, которое имеет заданный промышленный предел и соответствует новой морской инженерии.
По сравнению со швартовными цепями R5, прочность швартовных цепей класса R6 увеличена на 10%. Для увеличения прочности изделия, с одного аспекта, требуется изменить процедуру тепловой обработки, а с другого аспекта, требуется добавить определенное количество легирующих элементов. Однако такое изменение композиции может негативно влиять на выполнение сварки. Швартовная цепь имеет относительно высокое требование на постоянство работы, и дефект какого-либо звена может приводить к отказу всей цепи. Следовательно, требуется выполнить большое количество испытаний для выбора оптимального параметра способа сварки из узкого диапазона прочности, таким образом швартовная цепь класса R6 имеет лучшие механические свойства.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Задача настоящего изобретения заключается в решении вышеприведенной технической задачи.
Задача настоящего изобретения достигается посредством использования следующего аппарата: аппарата для стыковой сварки оплавлением обыкновенного звена швартовной цепи класса R6, включающего в себя обыкновенное звено швартовной цепи, где средняя секция верхнего звена обыкновенного звена швартовной цепи обеспечена со сварным швом, неподвижные электроды размещены на левой стороне сварного шва, неподвижные электроды включают в себя верхний неподвижный электрод и нижний неподвижный электрод, подвижные электроды размещены на правой стороне сварного шва, подвижные электроды включают в себя верхний подвижный электрод и нижний подвижный электрод, верхний неподвижный электрод и верхний подвижный электрод - оба размещены позади обыкновенного звена швартовной цепи, и нижний неподвижный электрод и нижний подвижный электрод - оба размещены спереди обыкновенного звена швартовной цепи.
Способ сварки оплавлением включает в себя следующие этапы:
A) подготовка к сварке: после изготовления звеньев швартовной цепи класса R6, расположение обыкновенного звена швартовной цепи между четырех электродов, где четыре электрода классифицируются на две группы, верхний неподвижный электрод и нижний неподвижный электрод образуют одну группу неподвижных электродов, верхний подвижный электрод и нижний подвижный электрод образуют одну группу подвижных электродов, и обыкновенное звено швартовной цепи прикрепляется к сварочной машине посредством совместного использования четырех электродов;
B) предварительный нагрев с оплавлением: присоединение по отдельности неподвижных электродов и подвижных электродов ко вторичной стороне сварочного трансформатора, и образование прерывистого оплавления, когда свариваемые торцевые грани быстро контактируют друг с другом и быстро отделяются друг от друга один или несколько раз после подачи напряжения;
C) стабильный непрерывный процесс оплавления: толкание подвижных электродов с заданной скоростью до тех пор, пока не закончится управление величиной оплавления, где величина оплавления представляет собой уменьшение зазора между неподвижными электродами и подвижными электродами, и составляет от 16 мм до 18 мм;
D) осадка: прикладывание достаточного давления осадки к свариваемым торцевым граням, быстрое уменьшение зазора в стыке, остановка разрыва перемычки, вытеснение жидкого металла и оксидного включения с торцевых граней, достижение указанной величины осадки, и вызывание конкретной степени пластической деформации в области соединения для способствования повторной кристаллизации, образования сокристаллических частиц и получения жесткого стыкового соединения;
E) продолжающаяся осадка с подачей питания: пропуск выключения питания немедленно после завершения оплавления, и выключение питания после некоторого периода времени во время осадки; и
F) поддержание давления во время осадки: поддержание давления неподвижных электродов, подвижных электродов, и цилиндра для осадки в течение некоторого периода времени, то есть, времени охлаждения, таким образом сварной шов в стыке имеет достаточное сопротивление деформации для исключения растрескивания сварного порта, вызванного кольцевым упругим восстановлением.
Способ настоящего изобретения является надлежащим, обеспечивает то, что выполнение сварки звеньев цепи удовлетворяет требованию для механических свойств R6, и распространение и применение способа имеют хорошие экономические и социальные выгоды.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
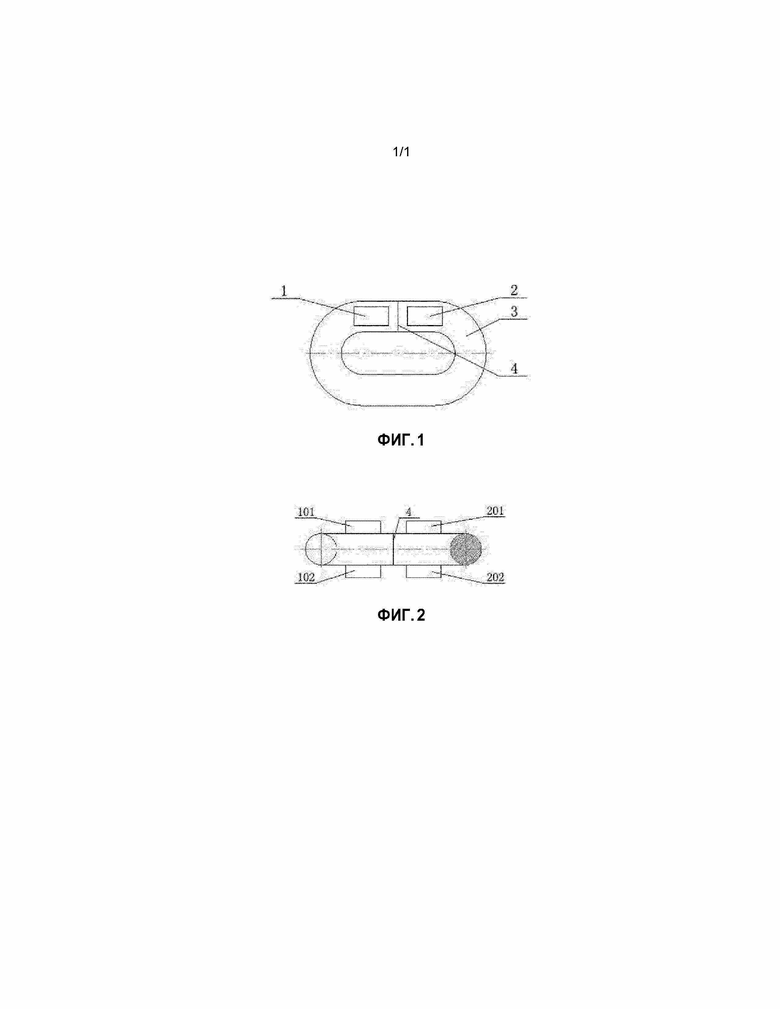
Фиг.1 представляет собой главный вид установочной конструкции в соответствии с настоящим изобретением; и
Фиг.2 представляет собой вид сверху установочной конструкции в соответствии с настоящим изобретением.
На фигурах:
1: Неподвижные электроды; 2:Подвижные электроды; 3: Обыкновенное звено швартовной цепи; 4: Сварной шов; 101: Верхний неподвижный электрод; 102: Нижний неподвижный электрод; 201: Верхний подвижный электрод; 202: Нижний подвижный электрод.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Ниже дополнительно описано настоящее изобретение со ссылкой на прилагаемые чертежи, но это не предназначено для ограничения настоящего изобретения.
Аппарат для стыковой сварки оплавлением обыкновенного звена швартовной цепи класса R6 включает в себя обыкновенное звено 3 швартовной цепи. Средняя секция верхнего звена обыкновенного звена 3 швартовной цепи обеспечена с сварным швом 4. Неподвижные электроды 1 размещены на левой стороне сварного шва 4, и неподвижные электроды 1 включают в себя верхний неподвижный электрод 101 и нижний неподвижный электрод 102. Подвижные электроды 2 размещены на правой стороне сварного шва 4, и подвижные электроды 2 включают в себя верхний подвижный электрод 201 и нижний подвижный электрод 202. Верхний неподвижный электрод 101 и верхний подвижный электрод 201 - оба размещены позади обыкновенного звена 3 швартовной цепи, и нижний неподвижный электрод 102 и нижний подвижный электрод 202 - оба размещены спереди обыкновенного звена 3 швартовной цепи. Способ включает в себя следующие этапы:
A) подготовка к сварке: после изготовления звеньев швартовной цепи класса R6, расположение обыкновенного звена 3 швартовной цепи между четырех электродов, где четыре электрода классифицируются на две группы, верхний неподвижный электрод 101 и нижний неподвижный электрод 102 образуют одну группу неподвижных электродов 1, верхний подвижный электрод 201 и нижний подвижный электрод 202 образуют одну группу подвижных электродов 2, и обыкновенное звено 3 швартовной цепи прикрепляется к сварочной машине посредством совместного использования четырех электродов;
B) предварительный нагрев с оплавлением: присоединение по отдельности неподвижных электродов 1 и подвижных электродов 2 ко вторичной стороне сварочного трансформатора, и образование прерывистого оплавления, когда свариваемые торцевые грани быстро контактируют друг с другом и быстро отделяются друг от друга один или несколько раз после подачи напряжения;
C) стабильный непрерывный процесс оплавления: толкание подвижных электродов 2 с заданной скоростью до тех пор, пока не закончится управление величиной оплавления, где величина оплавления представляет собой уменьшение зазора между неподвижными электродами 1 и подвижными электродами 2, и составляет от 16 мм до 18 мм;
D) осадка: прикладывание достаточного давления осадки к свариваемым торцевым граням, быстрое уменьшение зазора в стыке, остановка разрыва перемычки, вытеснение жидкого металла и оксидного включения с торцевых граней, достижение указанной величины осадки, и вызывание конкретной степени пластической деформации в области соединения для способствования повторной кристаллизации, образования сокристаллических частиц и получения жесткого стыкового соединения;
E) продолжающаяся осадка с подачей питания: пропуск выключения питания немедленно после завершения оплавления, и выключение питания после некоторого периода времени во время осадки; и
F) поддержание давления во время осадки: поддержание давления неподвижных электродов 1, подвижных электродов 2, и цилиндра для осадки в течение некоторого периода времени, то есть, времени охлаждения, таким образом сварной шов 4 в стыке имеет достаточное сопротивление деформации для исключения растрескивания сварного порта, вызванного кольцевым упругим восстановлением.
Во время конкретного воплощения, в настоящем изобретении используются следующие параметры сварки.
1) Величина оплавления: 16 мм - 18 мм
Требуется выбрать величину оплавления для обеспечения того, что, когда заканчивается процесс оплавления, две концевые грани сварного соединения равномерно нагреваются, образуется достаточный расплавленный металлический слой, и температура пластической деформации достигается на конкретной глубине, таким образом во время осадки получается высококачественное соединение. Сталь швартовной цепи класса R6 содержит относительно большое количество Mo элементов и небольшое количество следовых элементов, например V, Nb и Ti, и эти элементы могут в значительной степени повышать жаропрочность материала. Однако, для обеспечения того, что достаточная пластическая деформация образуется во время осадки, требуется надлежащим образом увеличить величину оплавления, и требуется продлить время оплавления.
2) Длина осадки: 19 мм - 22 мм
Когда величина осадки является относительно небольшой, в порте могут находиться остатки жидкого металла, и это может легко вызвать дефекты, например, пористость, усадочная раковина, растрескивание, литая структура, серое пятно, оксидное включение и несквозная сварка, ухудшающие механические свойства соединения. Следовательно, получается относительно низкая величина прочности на удар. Когда величина осадки является относительно большой, вытесняется чрезмерное количество пластичного металла, повышая сложность удаления грата соединения. Кроме того, ударная прочность соединения уменьшается вследствие частичного разрыва соединения и сильного искривления кристаллического рисунка. Принимая во внимание высокую прочность R6, сопротивление деформации является большим во время осадки. Следовательно, длина осадки надлежащим образом увеличивается для исключения неплотной осадки.
3) Скорость оплавления: 1,8 мм/с - 2,0 мм/с
Воплощается ли без проблем способ стыковой сварки оплавлением, зависит от выбора скорости оплавления. Только когда выбрана надлежащая скорость сварки, интенсивность и стабильность оплавления может обеспечиваться, и достигается оптимальный эффект нагревания. Если свариваемый материал содержит материал, имеющий относительно большое количество легко окисляющихся элементов или имеющий хорошую электрическую и тепловую проводимость, скорость оплавления является относительно большой.
4) Вторичное напряжение: 14 В - 16 В.
Вторичное напряжение может влиять на выходную мощность и тепловой КПД во время сварки. Из тестов можно узнать, что, когда вторичное напряжение является чрезмерно низким, оплавление является нестабильным, и может легко возникать приостановка оплавления, вызванная коротким замыканием сварного соединения; и когда вторичное напряжение является чрезмерно высоким, относительно глубокая огневая впадина может оставаться на торцевой грани, и огневая впадина не может полностью заделываться во время осадки, легко вызывая такие дефекты, как шлаковое включение и усадочная раковина, и негативно влияя на качество соединения.
5) Давление системы: 16 МПа - 20 МПа
Так как швартовная цепь класса R6 имеет высокую прочность и большое сопротивление деформации, по сравнению со звеньями цепи низкого класса, имеющими такие же технические характеристики, требуется надлежащим образом повысить давление системы для исключения недостаточной осадки, вызванной проскальзыванием электрода во время осадки.
6) Продолжающаяся осадка с подачей питания:
Продолжающаяся осадка с подачей питания воплощается для обеспечения дополнительного нагревания для сварного шва после прекращения оплавления для способствования исключению жидкого металла и выполнению пластической деформации. Швартовная цепь класса R6 имеет большое напряжение, и после повышения осадки с подачей питания, сварной шов может полностью соединяться, исключая растрескивание сварного шва после снятия усилия осадки.
7) Время охлаждения: высокопрочная цепь имеет большее сопротивление деформации, и требуется продлевать время охлаждения после осадки для исключения упругого восстановления.
Вышеприведенный вариант осуществления настоящего изобретения является только примером, ясно описывающим настоящее изобретение, но не предназначен для ограничения объема охраны настоящего изобретения. Все эквивалентные технические решения также подпадают под объем настоящего изобретения, и объем охраны настоящего изобретения ограничен формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАЛЬ ДЛЯ МОРСКОЙ ШВАРТОВНОЙ ЦЕПИ ВЫСОКОЙ ПРОЧНОСТИ И ГИБКОСТИ КЛАССА R6, ПРЕДНАЗНАЧЕННОЙ ДЛЯ ПОСТАНОВКИ НА ЯКОРЬ ПЛАВУЧЕГО ТЕЛА С КАТОДНОЙ ЗАЩИТОЙ, И ШВАРТОВНАЯ ЦЕПЬ ИЗ НЕЕ | 2019 |
|
RU2763365C1 |
| СТЫКОВАЯ СВАРКА ОПЛАВЛЕНИЕМ ДЛЯ ЗАГОТОВОК С "ОТРЕЗАННЫМИ ВЕРХНИМ РЕЗОМ" КОНЦАМИ ЗАГОТОВКИ | 2023 |
|
RU2821455C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ АРМАТУРНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2667273C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС ОПЛАВЛЕНИЕМ | 2008 |
|
RU2369471C1 |
| СПОСОБ СВАРКИ РЕЛЬСОВ | 2021 |
|
RU2781344C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ И ПОСЛЕДУЮЩЕЙ ТЕРМООБРАБОТКИ ПОЛОС | 2009 |
|
RU2399467C1 |
| Способ контактной стыковой сварки сопротивлением | 1985 |
|
SU1291326A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2017 |
|
RU2683668C1 |
| Машина для контактной стыковой сварки концов полос | 1984 |
|
SU1146162A1 |
| Способ контроля качества сварных соединений, выполненных стыковой контактной сваркой оплавлением, и устройство для его реализации | 2018 |
|
RU2682362C1 |
Изобретение предназначено для стыковой сварки оплавлением обыкновенного звена швартовной цепи класса R6. В способе используют сварочную машину с четырьмя электродами Осуществляют предварительный нагрев с прерывистым оплавлением и затем стабильный непрерывный процесс оплавления. Проводят осадку, при этом выключают питание после некоторого периода времени во время осадки. Во время осадки поддерживают давление неподвижных электродов (1), подвижных электродов (2), и цилиндра осадки в течение времени охлаждения. Сварной шов (4) в стыке имеет достаточное сопротивление деформации для исключения растрескивания сварного порта, вызванного кольцевым упругим восстановлением. Способ обеспечивает получение звеньев цепи, удовлетворяющих требованию механических свойств для R6. 2 н.п. ф-лы, 2 ил.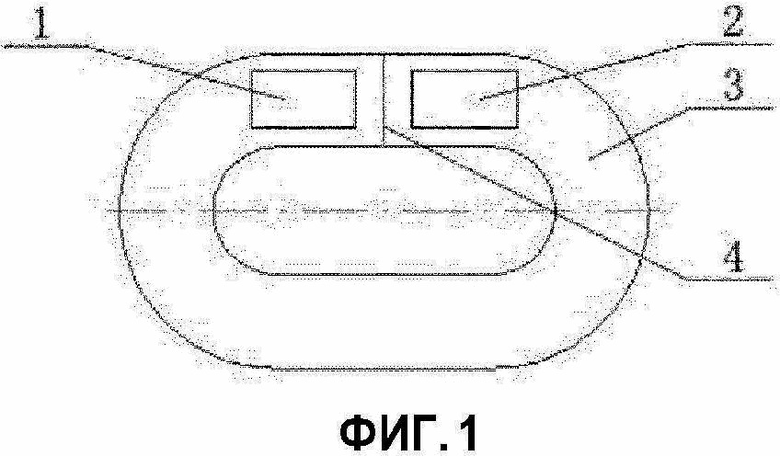
1. Способ стыковой сварки оплавлением обыкновенного звена швартовной цепи класса R6, включающий следующие этапы, на которых осуществляют:
A) подготовку к сварке, при которой располагают обыкновенное звено (3) изготовленной швартовной цепи класса R6 между четырех электродов, содержащих верхний неподвижный электрод (101) и нижний неподвижный электрод (102), которые образуют одну группу неподвижных электродов (1), и верхний подвижный электрод (201) и нижний подвижный электрод (202), которые образуют одну группу подвижных электродов (2), и прикрепляют обыкновенное звено (3) швартовной цепи к совместно используемым четырем электродам сварочной машины;
B) предварительный нагрев с оплавлением: присоединение по отдельности неподвижных электродов (1) и подвижных электродов (2) ко вторичной стороне сварочного трансформатора, и образование прерывистого оплавления, когда свариваемые торцевые грани быстро контактируют друг с другом и быстро отделяются друг от друга один или несколько раз после подачи напряжения;
C) стабильный непрерывный процесс оплавления: толкание подвижных электродов (2) с заданной скоростью до тех пор, пока не закончится управление величиной оплавления, причем величина оплавления представляет собой уменьшение зазора между неподвижными электродами (1) и подвижными электродами (2);
D) осадку: прикладывание достаточного давления осадки к свариваемым торцевым граням, быстрое уменьшение зазора в стыке, остановка разрыва перемычки, вытеснение жидкого металла и оксидного включения с торцевых граней, достижение указанной величины осадки, и вызывание конкретной степени пластической деформации в области соединения для способствования повторной кристаллизации, образования сокристаллических частиц и получения жесткого стыкового соединения;
E) продолжающуюся осадку с подачей питания: пропуск выключения питания немедленно после завершения оплавления, и выключение питания после некоторого периода времени во время осадки; и
F) поддержание давления во время осадки: поддержание давления неподвижных электродов (1), подвижных электродов (2), и цилиндра для осадки в течение некоторого периода времени, то есть времени охлаждения, таким образом, сварной шов (4) в стыке имеет достаточное сопротивление деформации для исключения растрескивания сварного порта, вызванного кольцевым упругим восстановлением,
при этом используют следующие параметры сварки: величина оплавления от 16 мм до 18 мм; длина осадки от 19 мм до 22 мм, скорость оплавления от 1,8 мм/с до 2,0 мм/с, вторичное напряжение от 14 В до 16 В, давление системы от 16 МПа до 20 МПа.
2. Сварочная машина для стыковой сварки оплавлением обыкновенного звена швартовной цепи класса R6 способом по п. 1, содержащая:
неподвижные электроды (1), размещенные на левой стороне сварного шва (4), обеспечиваемого на средней секции верхнего звена обыкновенного звена (3) швартовной цепи, причем неподвижные электроды (1) содержат верхний неподвижный электрод (101) и нижний неподвижный электрод (102),
подвижные электроды (2), размещенные на правой стороне сварного шва (4), причем подвижные электроды (2) содержат верхний подвижный электрод (201) и нижний подвижный электрод (202),
при этом верхний неподвижный электрод (101) и верхний подвижный электрод (201) каждый размещен с одной стороны обыкновенного звена (3) швартовной цепи, а нижний неподвижный электрод (102) и нижний подвижный электрод (202) каждый размещен с противоположной стороны обыкновенного звена (3) швартовной цепи.
| CN 102935550 А, 20.02.2013 | |||
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1743762A1 |
| Способ контактной стыковой сварки оплавлением изделий замкнутого профиля | 1972 |
|
SU498788A1 |
| Способ контактной стыковой сварки сопротивлением | 1985 |
|
SU1291326A1 |
| Способ контактной стыковой сварки оплавлением | 1983 |
|
SU1461601A2 |

