Изобретение -относится к области изготовления резиновых дорновых рукавов, а имен«0 ,к устройствам для бинтовки и разбинтовки .рукавов до и после вулканизации.
Известен способ бинтовки и разбинтовки резиновых дорновых рукавов, ло которому .изделие перед вулканизацией бинтуют на 1бинтовочных станках с П01.мощью перемещаемой вдоль В;ращак щегося изделия каретки с установленной на ней шпулей с бинтом, после вулканизации изделие разбинтовывают на (разбинтовочных устройствах, и на соответствующих устройствах производят перемотку снятого со свулканизованного изделия бинта. Для осуществления известного способа требуется много промежуточных операций и разнообразное оборудование для их осуществления.
Предлагаемый опособ позволяет устранить указанные недостатки и отличается от известного тем, что обе опе,рации осуществляют на одной .мащине путем размотки бинта со свулканизованного рукава на один из валков машины и последующей перемотки бинта с этого валка на новый рукав с сохранением щага намотки.
Сущность изобретения .поясняется чертежо м.
Подлежащий вулканизации рукав предварительно бинтуют на бинтовочном станке, например трехвалковой комбинат-машине, известным способом; затем рукав вулканизуют.
После вулканизации рукав снова подают на комбинат-машину для разбинтовки.
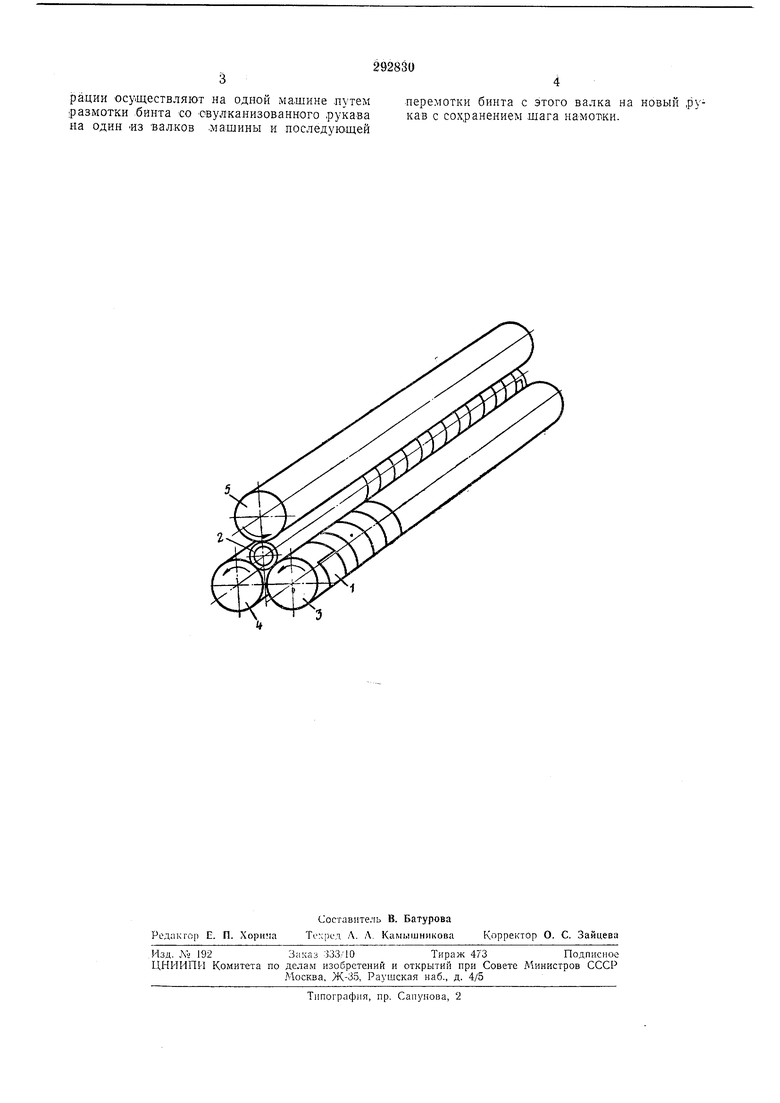
Koiicu бинта / рукава 2 заправляют на один из контактирующих с рукавом валков 3-5, например на валок 3. При вращении валка 3
бинт перематывается на него с рукава 2 -с шагом, с которым он был намотан на рукав. После окончания разбинтовки на машину устанавЛИвают сырой рукав и на него заправляют конец бинта, намотанного на валок 3,
в таком направлении, чтобы при вращении валков 3-5 и зажатого между ними рукава происходила перемотка бинта с валка 3 на рукав. Зате-м цикл повторяют.
Первоначально бинт быть намотан с требуемым шаго:м сразу на один из валков .машины.
П р е .д м е Т изобретения
Способ бинтовки и разбинтовки резиновых дорновых рукавов в процессе их изготовления, отличающийся тем, что, с целью устранения промежуточных операций и сокращения соответствующего оборудования, обе oneрации осуществляют на одной машине .путем размотки .бинта со свулканизованного .рукава на один «3 валков .машины и последующей перемотки бинта с этого валка на новый ,рукав с сохранением шага наможи.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БИНТОВКИ И РАЗБИНТОВКИ ЦИЛИНДРИЧЕСКОГО ИЗДЕЛИЯ | 1995 |
|
RU2099193C1 |
| УСТРОЙСТВО для ВЫПОЛНЕНИЯ винтовочных ОПЕРАЦИЙ РЕЗИНОВЫХ РУКАВОВ, ОДЕТЫХ НА ВУЛКАНИЗАЦИОННЫЕДОРНЬ[ | 1971 |
|
SU295683A1 |
| УСТРОЙСТВО ДЛЯ БИНТОВКИ И РАЗБИНТОВКИ РУКАВОВ | 2002 |
|
RU2274552C2 |
| Устройство для намотки ленты на оправку | 1981 |
|
SU1102760A1 |
| Устройство для изготовления рукавов | 1982 |
|
SU1080998A1 |
| Тканая бинтовочная лента для резинотехнических изделий | 1991 |
|
SU1820926A3 |
| УСТРОЙСТВО ДЛЯ РАЗБИНТОВКИ ЦИЛИНДРИЧЕСКИХ | 1973 |
|
SU407747A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОКОРДНЫХ ИЗДЕЛИЙ РУКАВНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2583013C2 |
| ПРЕСС-ФОРМА ДЛЯ РУКАВОВ-КОМПЕНСАТОРОВ | 2009 |
|
RU2418678C1 |
| ЭЛЕКТРОД АНОДНОГО ЗАЗЕМЛЕНИЯ | 2005 |
|
RU2291226C1 |