Изобретение относится к технологии и оборудованию для вулканизации резинотехнических изделий, в частности к изготовлению резинокордных изделий рукавного типа.
Известен способ изготовления резинокордных изделий рукавного типа, заключающийся в том, что собранный на дорне соответствующей конфигурации (прямом или криволинейном) рукав бинтуется синтетической лентой 65-80 мм (Осошник И.А. и др. Производство резиновых технических изделий. - Воронеж, 2007. - С. 523) и затем загружается в вулканизационное оборудование, например в котел.
Недостатком известного способа является то, что бинтовка не обеспечивает качественную и контролируемую степень прессовки слоев корда, и технологический процесс является сложным и трудоемким из-за необходимости бинтовки и разбинтовки изделия.
Известен способ (патент 2376138 RU, МПК B29C 35/02, опубл. 20.12.2009, Бюл. №35), заключающийся в том, что собранная заготовка резинокордного изделия рукавного типа снимается со сборочного барабана, в нее укладывается узел варочной диафрагмы, после чего она загружается в пресс-форму и производится прессовка слоев корда давлением теплоносителя, подаваемого внутрь варочной диафрагмы.
Недостатком известного способа является невозможность изготовления криволинейных резинокордных изделий рукавного типа с использованием известного способа и трудоемкость процесса изготовления.
Техническим результатом заявляемого способа является возможность изготовления как криволинейных, так и прямых резинокордных изделий рукавного типа, упрощение технологии и снижение трудоемкости процесса их изготовления.
Технический результат достигается за счет того, что сборочный барабан является одновременно узлом варочной диафрагмы пресс-формы и после операции сборки заготовка резинокордного изделия рукавного типа без демонтажа поступает на вулканизацию, что исключает необходимость перемонтажа заготовки изделия со сборочного барабана на узел варочной диафрагмы пресс-формы.
Сущность заявляемого способа поясняется следующими чертежами:
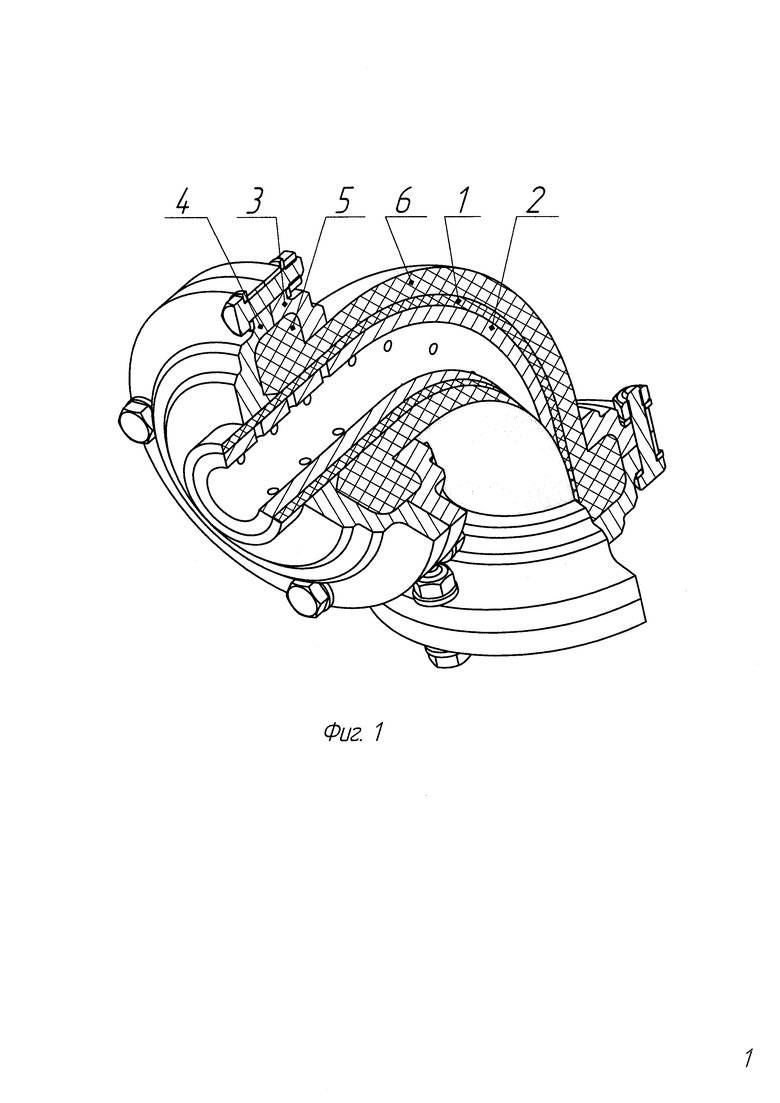
фиг. 1 - заготовка изделия после сборки на сборочном барабане;
фиг. 2 - установка собранного изделия в пресс-форму;
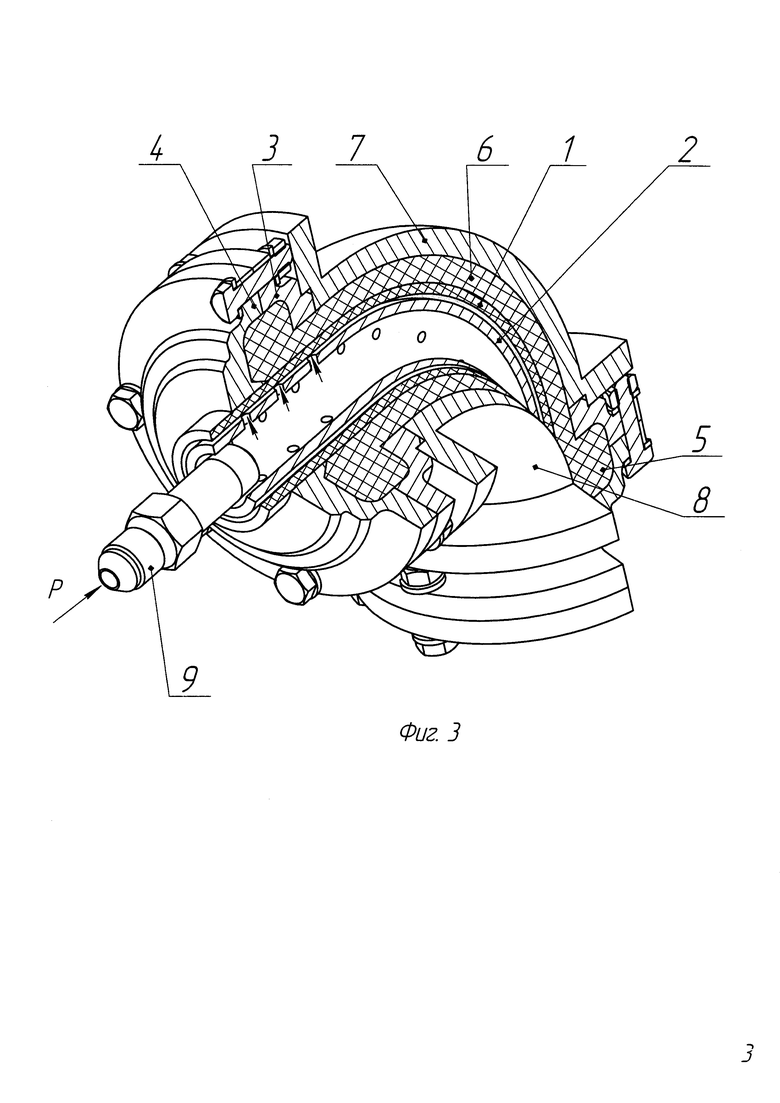
фиг. 3 - пресс-форма в процессе вулканизации.
Устройство для осуществления способа изготовления резинокордных изделий рукавного типа (фиг. 1) содержит узел варочной диафрагмы 1 пресс-формы с возможностью подачи в нее теплоносителя необходимого давления, который является одновременно сборочным барабаном 2, может применяться для изготовления как криволинейных, так и прямых резинокордных изделий рукавного типа, верхнюю 7 и нижнюю 8 полуформы (фиг. 3).
Заявляемый способ изготовления резинокордных изделий рукавного типа заключается в следующем.
В нижнюю полуформу 8 пресс-формы помещают собранную на узле варочной диафрагмы 1, которая является одновременно сборочным барабаном 2, заготовку резинокордного изделия 6 рукавного типа с бортовыми зонами 5, обжатыми посредством фланцев 3 и 4 (фиг. 2).
Затем пресс-форму замыкают верхней полуформой 7 и стягивают болтами. Собранную пресс-форму помещают, например, в вулканизационный котел (не показан) и через штуцер 9 присоединяют к системе подачи теплоносителя вулканизационного оборудования. Внутрь узла варочной диафрагмы 1 подают теплоноситель необходимого давления. Далее выполняют вулканизацию по заданному режиму. Давление теплоносителя в узле варочной диафрагмы 1 прижимает обрезиненные слои корда заготовки резинокордного изделия 6 рукавного типа к внутренней поверхности пресс-формы, обеспечивая качественную прессовку слоев корда (фиг. 3).
Заявляемый способ изготовления резинокордных изделий рукавного типа и устройство для его осуществления обеспечивает возможность изготовления как прямых, так и криволинейных резинокордных изделий рукавного типа при соответствующем изменении геометрических параметров конструкции узла варочной диафрагмы, одновременно являющегося сборочным барабаном, упрощает технологию изготовления и снижает трудоемкость процесса изготовления резинокордных изделий рукавного типа.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ РУКАВОВ-КОМПЕНСАТОРОВ | 2009 |
|
RU2418678C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОРОТКИХ РЕЗИНОКОРДНЫХ КОМПЕНСАТОРНЫХ ВСТАВОК | 2012 |
|
RU2525310C2 |
| СПОСОБ ВУЛКАНИЗАЦИИ РЕЗИНОКОРДНЫХ ИЗДЕЛИЙ И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2376138C1 |
| СПОСОБ ВУЛКАНИЗАЦИИ РУКАВНЫХ ВСТАВОК КРИВОЛИНЕЙНОГО ТИПА И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2597396C1 |
| ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ ПОЛЫХ РЕЗИНОКОРДНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2384407C2 |
| ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ РЕЗИНОКОРДНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2665415C1 |
| СБОРОЧНЫЙ БАРАБАН ДЛЯ ВУЛКАНИЗАЦИИ РУКАВНЫХ ВСТАВОК КРИВОЛИНЕЙНОГО ТИПА | 2017 |
|
RU2665413C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2017 |
|
RU2678266C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2024 |
|
RU2837096C1 |
| ДИАФРАГМА ДЛЯ ИЗГОТОВЛЕНИЯ ШИНТЕХП1Г:f;n^- .. | 1965 |
|
SU168410A1 |

Группа изобретений относится к способу и устройству для вулканизации резинотехнических изделий, в частности к изготовлению резинокордных изделий рукавного типа.
Устройство имеет пресс-форму и узел варочной диафрагмы, который является одновременно сборочным барабаном. В способе изготовления изделий операцию сборки заготовки резинокордного изделия рукавного типа осуществляют на сборочном барабане. Последний вместе с заготовкой помещают в пресс-форму и проводят вулканизацию. Техническим результатом способа и устройства по изобретениям является возможность изготовления как криволинейных, так и прямых резинокордных изделий рукавного типа, упрощение технологии и снижение трудоемкости процесса их изготовления. 2. н.п. ф-лы, 3 ил. 
1. Устройство для вулканизации резинокордных изделий рукавного типа, содержащее верхнюю и нижнюю полуформы и узел варочной диафрагмы, отличающееся тем, что узел варочной диафрагмы пресс-формы является одновременно сборочным барабаном.
2. Способ изготовления резинокордных изделий рукавного типа, заключающийся в том, что собирают заготовку резинокордного изделия рукавного типа, загружают в нижнюю полуформу пресс-формы, замыкают пресс-форму и производят прессовку слоев корда давлением теплоносителя, подаваемого внутрь варочной диафрагмы пресс-формы, отличающийся тем, что заготовку резинокордного изделия рукавного типа собирают на узле варочной диафрагмы, одновременно являющемся сборочным барабаном, и производят вулканизацию.
| СПОСОБ ВУЛКАНИЗАЦИИ РЕЗИНОКОРДНЫХ ИЗДЕЛИЙ И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2376138C1 |
| Устройство для вулканизации длинномерных изделий | 1990 |
|
SU1829996A3 |
| Машина для испытания проволоки на усталость циклической переменной нагрузкой | 1953 |
|
SU100753A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| US 4720368 A, 19.01.1988 | |||
| JP 62013327 A, 22.01.1987 | |||
| JP 7068557 A, 14.03.1995 | |||
| . | |||

