Известен способ регулирования сварочных процессов, при котором световой поток, излучаемый сварочной ванной в процессе , разлагают в спектр и, основываясь на интенсивности спектральной линии базового элемента, устанавливают требуемое значение регулируемого параметра (см. основное авт. св. № 287215).
Предложенный способ отличается от известного тем, что в стык вводят дополнительный химический элемент, принимаемый за базовый. Дополнительный химический элемент вводят в виде газа, защищающего корень шва, или в виде технологической линии, наносимой на одну .из свариваемых кромок. Это иозволяет использовать известный способ для направления сварочной головки по стьжу при сварке однородных металлов, что повышает точность слежения, чем при применении других известных способов. Такое решение объясняется тем, что датчиком положения головки является сама дуга и, следовательно, отсутствует методическая ошибка, вызываемая наличием расстояния от датчика до головки.
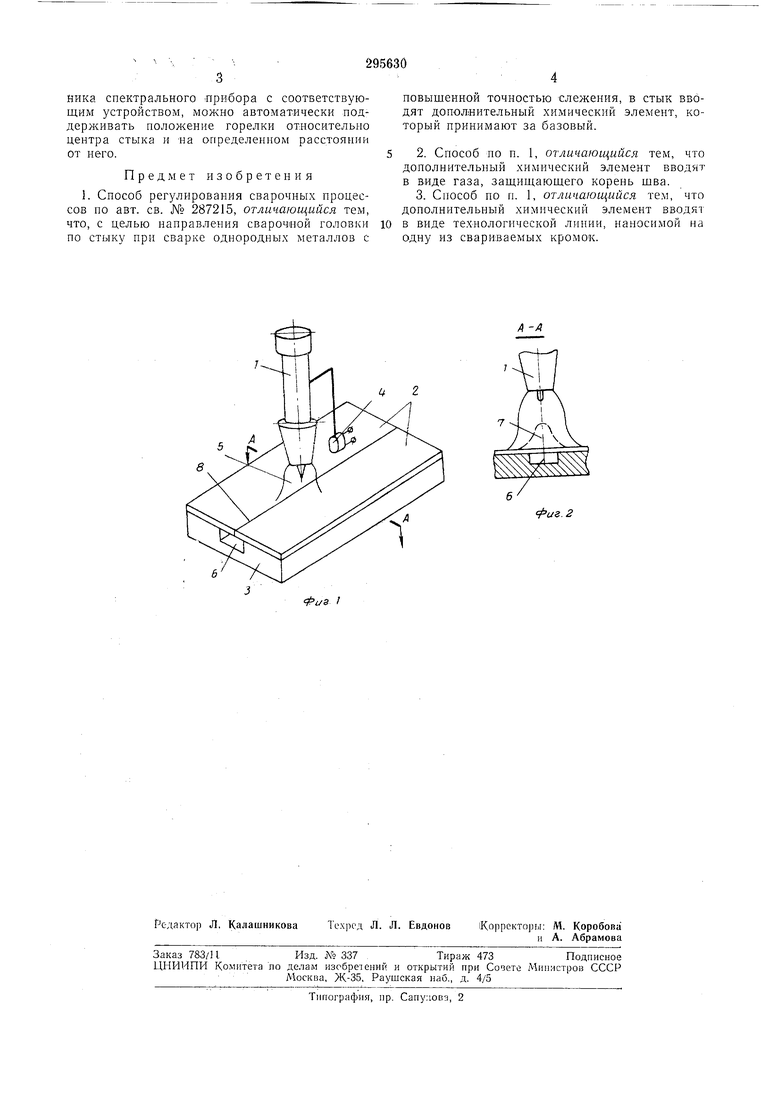
Па фиг. 1 представлена схема, иллюстрирующая предлагаемый способ при сварке с зашитой корня шва; на фиг. 2 - разреЗ| по .4-А на фиг. 1.
спектральный прибор (датчик) 4, защитный газ 5, подаваемый в горелку, газ 6 защиты корня шва, кривая 7 распределенпя газа 6 на стыке 8.
В случае сварки с защитой корня шва газ 6, подаваемый по каналу в подкладке 3, должен отличаться по химическому составу от газа 5, который поступает в горелку 1. Папример, при сварке в среде аргона защиту корня
шва производят гелием, при сварке в азоте- аргоном или гелием и т. д.
При смещении горелки относительно стыка 8 коицентрадия газа 6 в дуге падает. Снижение концентрации фиксируется спектральным
пр.ибором 4 по уменьшению интенсивности характерной линии газа 6.
Когда Нет необходимости защищать корень шва, :на одну из кромок изделия наносят технологическую линию. Положение горелки определяют по содержанию в дуге элемента нанесения (технологической линии). При отклонении горелки в сторону даниой линии концентрация элемента нанесения в дуге возрастает, при отклонении в другую сторону - падает. Это изменение концентрации также фиксируется по увеличению или уменьшению интенсивности линий элемента нанесения с помощью спектрального прибора.
ника спектрального прибора с соответствующим устройством, можно автоматически поддерживать положение горелки относительно центра стыка и «а определенном расстоянии от него.
Предмет изобретения
1. Способ регулирования сварочных процессов по авт. св. № 287215, отличающийся тем, что, с целью направления сварочной головки по стыку при сварке однородных металлов с
повышенной точностью слежения, в стык вводят дополнительный химический элемент, который принимают за базовый.
2.Сиособ по н. 1, отличающийся тем, что дополнительный химический элемент вводят в виде газа, защищающего корень шва.
3.Сиособ но п. 1, отличающийся тем, что дополнительный химический элемент вводят в виде технологической линии, наносимой на одну из свариваемых кромок.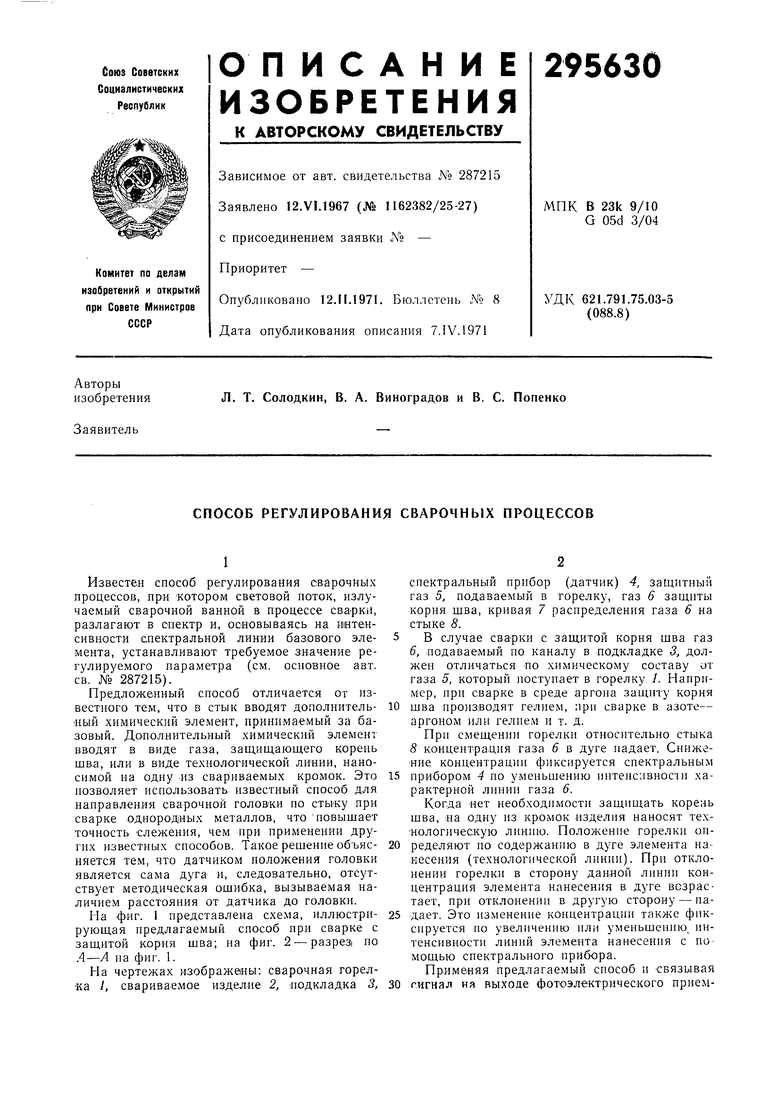
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ориентации электрода относительно стыка свариваемых изделий | 1982 |
|
SU1053991A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОДВОДНОГО ТРУБОПРОВОДА ПРИ ЕГО ПРОКЛАДКЕ | 2010 |
|
RU2588930C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| ОРБИТАЛЬНОЕ СВАРОЧНОЕ УСТРОЙСТВО ДЛЯ СТРОИТЕЛЬСТВА ТРУБОПРОВОДОВ | 2004 |
|
RU2355539C2 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2572671C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| ФОТОЭЛЕКТРИЧЕСКОЕ СЛЕДЯЩЕЕ УСТРОЙСТВО | 1970 |
|
SU278923A1 |
Физ I
и 2
фиг. 2
